



航空發(fā)動(dòng)機(jī)渦輪盤用拉刀刃口優(yōu)化仿真 
無論X軸向還是Y軸向上的切削力,均隨微觀刃口半徑的增大而增大,這是由于刃口半徑較小時(shí),尖銳的刀具切削刃對工件主要呈現(xiàn)出剪切的作用效果,受到的阻力較小;而當(dāng)刃口半徑不斷增大時(shí),工件材料由剪切滑移逐漸過渡到擠壓和耕犁為主的變形[8],隨著耕犁作用不斷增強(qiáng),刃口受到的切削阻力也會(huì)不斷增大。因此,在一定范圍內(nèi)減少刀具刃口半徑有利于降低切削過程中的切削力,提升刀具切削性能。
4367 2 2
NASA航天愛好者 ??? 2年前
U鉆:孔加工最常用的刀具之一!
U鉆的切削參數(shù)嚴(yán)格按照廠家的說明,但也要考慮不同品牌的刀片,機(jī)床的功率,加工中可以參考機(jī)床的負(fù)載值大小,做適當(dāng)調(diào)整,一般采用高轉(zhuǎn)速,低進(jìn)給。 5. U鉆刀片要經(jīng)常檢查,及時(shí)更換,不同刀片不可裝反。 6. 根據(jù)工件的硬度和刀具懸伸的長度來調(diào)整進(jìn)刀量,工件越硬,刀具懸伸量越大,走刀量應(yīng)越小。 7.
2696
數(shù)控編程網(wǎng) ??? 4年前
ABAQUS銑削CEL仿真保姆級教程 
一、創(chuàng)建仿真模型 本教程采用abaqus中CEL(耦合的歐拉-拉格朗日)方法對鈦合金(Ti6AL4V)的銑削過程進(jìn)行仿真,通過仿真結(jié)果可以提取刀具受力及溫度變化,并直觀的觀察到切屑的生成過程。模型建模均在ABAQUS CAE中完成,通過調(diào)整尺寸參數(shù)可方便的對模型進(jìn)行修改。附件中會(huì)提供CAE源文件。
4734 4 9
神經(jīng)蛙_CAE ??? 2年前
Abaqus三維切削案例教學(xué) 
(2) 拓展:本方法可擴(kuò)展至其他切削加工場景(如銑削、磨削、鏜削)或材料類型(如鋁合金、鈦合金、復(fù)合材料),通過調(diào)整熱源模型、刀具幾何參數(shù)和邊界條件,實(shí)現(xiàn)跨領(lǐng)域應(yīng)用。同時(shí),該方法還可與其他分析方法(如模態(tài)分析、疲勞分析)相結(jié)合,進(jìn)一步研究切削過程中的動(dòng)態(tài)特性和疲勞壽命。8、 附件:本案例中的abaqus模型文件(包括cae、odb和inp文件)
4358 17 7
Abaqus_JUN ??? 11月前
3個(gè)工藝、6個(gè)操作快速解決鋁零件加工變形!! 
4、走刀順序要講究粗加工和精加工應(yīng)該采用不同的走刀順序。粗加工強(qiáng)調(diào)的是提高加工效率,追求單位時(shí)間內(nèi)的切除率,一般可采用逆銑。即以最快的速度、最短的時(shí)間切除毛坯表面的多余材料,基本形成精加工所要求的幾何輪廓。而精加工所強(qiáng)調(diào)的是高精度高質(zhì)量,宜采用順銑。因?yàn)轫樸姇r(shí)刀齒的切削厚度從最大逐漸遞減至零,加工硬化程度大為減輕,同時(shí)減輕零件的變形程度。
2252
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
車床刀座到主軸中心線調(diào)整 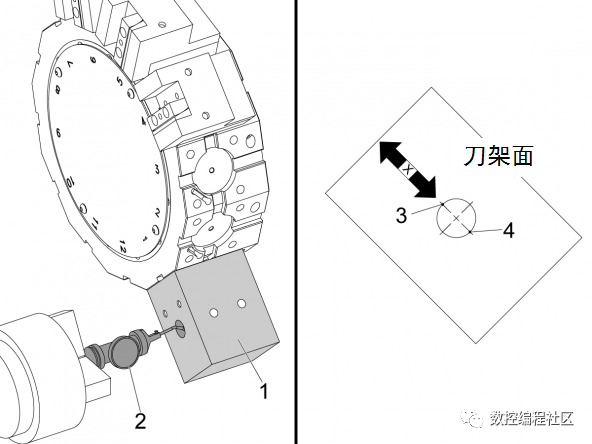
從“系統(tǒng)”參數(shù)獲取“參數(shù) 254 主軸中心線”的值 將參數(shù) 254 值插入未使用的“刀具幾何尺寸”偏置中 按 F2 插入?yún)?shù) 254 值。
4659 1
數(shù)控編程網(wǎng) ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗(yàn)證 
羅正川[2]等使用硬質(zhì)合金刀具切削鎢基合金時(shí),刀具磨損極為迅速,導(dǎo)致硬質(zhì)合金刀具失效的主要磨損形式是在主后刀面和副后刀面交會(huì)處出現(xiàn)的三角形磨損區(qū)。刀具磨損的主要原因是硬質(zhì)點(diǎn)引起的機(jī)械磨損,而硬質(zhì)合金中粘結(jié)劑鈷的擴(kuò)散則加速了刀具的磨損。葉毅[3]等在切削鎢基合金時(shí),發(fā)現(xiàn)細(xì)晶粒或超細(xì)晶粒及表面有耐磨涂層的WC基硬質(zhì)合金刀具壽命較短,因此使用WC基硬質(zhì)合金對鎢及其合金進(jìn)行切削加工是不經(jīng)濟(jì)的。
4334 3 1
CAEer吳皓 ??? 2年前
3個(gè)工藝、6個(gè)操作快速解決鋁零件加工變形!! 
4、走刀順序要講究粗加工和精加工應(yīng)該采用不同的走刀順序。粗加工強(qiáng)調(diào)的是提高加工效率,追求單位時(shí)間內(nèi)的切除率,一般可采用逆銑。即以最快的速度、最短的時(shí)間切除毛坯表面的多余材料,基本形成精加工所要求的幾何輪廓。而精加工所強(qiáng)調(diào)的是高精度高質(zhì)量,宜采用順銑。因?yàn)轫樸姇r(shí)刀齒的切削厚度從最大逐漸遞減至零,加工硬化程度大為減輕,同時(shí)減輕零件的變形程度。
2505
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
基于有限元軟件的刀具切削仿真應(yīng)用 
在Abaqus的Explicit模塊下,有兩種金屬切削仿真的方法,一種是用溫度-變形耦合算法,另一種是任意拉格朗日-歐拉算法,本文使用前者。Johnson-Cook 本構(gòu)模型 Johnson-Cook 本構(gòu)模型和斷裂準(zhǔn)則誕生于上世紀(jì)八十年代,由Johnson和Cook提出,現(xiàn)被廣泛應(yīng)用于沖擊領(lǐng)域。
2836 1
神工坊(高性能仿真) ??? 2年前
一名合格的CNC操作師傅,要遵守的操作規(guī)則 
三、加工工件完畢后,注意事項(xiàng)如下:1、 全批工件加工完畢后,應(yīng)核對刀具號、刀具補(bǔ)償值,使程序、偏置頁面、調(diào)整卡及工藝卡中的刀具號、刀具補(bǔ)償值完全一致;在刀具重復(fù)使用時(shí),應(yīng)在對刀儀上重新對刀,可有效減小刀具磨損對加工工件影響;2、 從刀庫中卸下刀具,按調(diào)整卡或程序,清理編號入庫。
2062
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
機(jī)械加工后的毛刺怎么處理? 
因此,在加工過程中應(yīng)盡量避免銑刀旋出。如圖4 中,采用圖4b 生的毛刺小于圖4a中所產(chǎn)生的毛刺。4、選取適當(dāng)?shù)?em>走刀路線由前面的分析可知:當(dāng)平面切出角小于一定值時(shí),所產(chǎn)生的毛刺尺寸較小。平面切出角可以通過改變銑削寬度、進(jìn)給速度(大小和方向)和旋轉(zhuǎn)速度(大小和方向)來改變。因此,可以通過選取適當(dāng)?shù)?em>走刀路線來避免I型毛刺的生成(見圖11)。
2266
機(jī)械設(shè)計(jì)師 ??? 4年前
基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗(yàn)證 
羅正川[2]等使用硬質(zhì)合金刀具切削鎢基合金時(shí),刀具磨損極為迅速,導(dǎo)致硬質(zhì)合金刀具失效的主要磨損形式是在主后刀面和副后刀面交會(huì)處出現(xiàn)的三角形磨損區(qū)。刀具磨損的主要原因是硬質(zhì)點(diǎn)引起的機(jī)械磨損,而硬質(zhì)合金中粘結(jié)劑鈷的擴(kuò)散則加速了刀具的磨損。葉毅[3]等在切削鎢基合金時(shí),發(fā)現(xiàn)細(xì)晶粒或超細(xì)晶粒及表面有耐磨涂層的WC基硬質(zhì)合金刀具壽命較短,因此使用WC基硬質(zhì)合金對鎢及其合金進(jìn)行切削加工是不經(jīng)濟(jì)的。
4303 5
仿真客 ??? 2年前
切削速度,吃刀量,進(jìn)給速度三者關(guān)系及計(jì)算公式 
從刀具的耐用度出發(fā),切削用量的選擇順序是:先確定背吃刀量,其次確定進(jìn)給量,最后確定切削速度。2、背吃刀量的確定 背吃刀量由機(jī)床、工件和刀具的剛度來決定,在剛度允許的條件下,應(yīng)盡可能使背吃刀量等于工件的加工余量,這樣可以減少走刀次數(shù),提高生產(chǎn)效率。
3659 1
機(jī)械加工網(wǎng) ??? 3年前
CNC加工中出現(xiàn)這些問題,你懂得怎么處理嗎?
5、編程走刀方式(可以盡量考慮走順銑)。6、工件有毛刺。改善:1、切削參數(shù)、公差、余量和轉(zhuǎn)速進(jìn)給設(shè)置要合理。2、刀具要求操作員不定期檢查,不定期更換。3、裝夾刀具時(shí)要求操作員盡量要夾短,刀刃避空不要太長。4、對于平刀,R刀,圓鼻刀的下切,轉(zhuǎn)速進(jìn)給設(shè)置要合理。5、工件有毛刺:根我們的機(jī)床,刀具,走刀方式有直接關(guān)系。
2315
數(shù)控編程教學(xué) ??? 4年前
CNC加工中出現(xiàn)這些問題,你懂得怎么處理嗎 
4、利用機(jī)床SF功能,操作員微調(diào)速度使機(jī)床切削達(dá)到最佳效果。 二·分中: 原因: 1、操作員手動(dòng)操作時(shí)不準(zhǔn)確,手動(dòng)操數(shù)有誤。 2、模具周邊有毛刺。 3、分中棒有磁。 4、模具四邊不垂直。 改善: 1、手動(dòng)操作要反復(fù)進(jìn)行仔細(xì)檢查,分中盡量在同一點(diǎn)同一高度。
2309
數(shù)控編程網(wǎng) ??? 4年前
望“屑”診斷加工,這才是高手! 
基本變形階段:切削層金屬與刀具切削刃開始接觸到變成切屑而脫離工件材料的過程中切屑產(chǎn)生的變形; 2. 卷曲變形階段:向上卷曲、側(cè)向卷曲、A向和B向兼有的錐形卷曲; 3. 附加變形和折斷階段。
2322
數(shù)控編程教學(xué) ??? 4年前
玩轉(zhuǎn)這些,你的編程就入了門! 
工件坐標(biāo)系的設(shè)定 工件安裝在卡盤上,機(jī)床坐標(biāo)系與工件坐標(biāo)系一般是不重合的,為便于編程,應(yīng)建立一個(gè)工件坐標(biāo)系,使刀具在此坐標(biāo)系中進(jìn)行加工。 G50 X Z 該指令規(guī)定刀具起刀點(diǎn)或換刀點(diǎn)至工件原點(diǎn)的距離,坐標(biāo)X,Z為刀尖在工件坐標(biāo)系中的起始點(diǎn)位置。 對于有刀具補(bǔ)償功能的數(shù)控機(jī)床,其對刀誤差可以通過刀具偏移來補(bǔ)償,所以調(diào)整機(jī)床時(shí)的要求并不嚴(yán)格。
1975
機(jī)械加工網(wǎng) ??? 4年前
為什么我用abaqus磨削仿真JH-2本構(gòu)材料時(shí),單位采用的是mm-s,用說明文檔sic參數(shù)時(shí),輸入單位為GPa的參數(shù),要轉(zhuǎn)化為MPa,要×1000,但是仿真出來后刀具還沒碰到工件,工件就全都碎了?
為什么我用abaqus磨削仿真JH-2本構(gòu)材料時(shí),單位采用的是mm-s,用說明文檔sic參數(shù)時(shí),輸入單位為GPa的參數(shù),要轉(zhuǎn)化為MPa,要×1000,但是仿真出來后刀具還沒碰到工件,工件就全都碎了。反而單位帶有GPa的參數(shù)除以1000時(shí),工件沒碎,但是當(dāng)刀具走完工件表面時(shí),磨削完成的那部分網(wǎng)格會(huì)自己消失不見呢?
2766 3
a_2277 ??? 1年前
都說鏜孔難,鏜孔為什么難? 
另外,選擇合適的刀片槽型和切削參數(shù),也有助于切屑的控制和排出。6、刀具夾持方式的選用:刀具的夾持穩(wěn)定性和工件的穩(wěn)固性,在內(nèi)孔加工中也非常重要,它決定了加工時(shí)振動(dòng)的量級,并決定這種振動(dòng)是否會(huì)加大。刀桿的夾緊單元滿足所推薦的長度、表面粗糙度和硬度是非常重要的。
2593 1
數(shù)控編程網(wǎng) ??? 3年前
浩瀚的CAD/CAM軟件 2021 
把基于特征的加工軌跡分成輪廓加工和區(qū)域加工兩類,并定義了這兩類加工的切削方向,通過減少切削刀跡達(dá)到整體優(yōu)化刀具軌跡的目的。主要針對幾種基本特征(孔、內(nèi)凹、臺(tái)階、槽)的典型走刀路徑、刀具選擇和加工順序等,并通過IP(Inter Programming整數(shù)線性規(guī)劃)技術(shù)避免重復(fù)走刀,以優(yōu)化非切削刀具軌跡。
3157 1 2
Jianhongwei810 ??? 4年前
20條/頁 
 27
27 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
