



基于UG模具零件數(shù)控銑削編程淺析 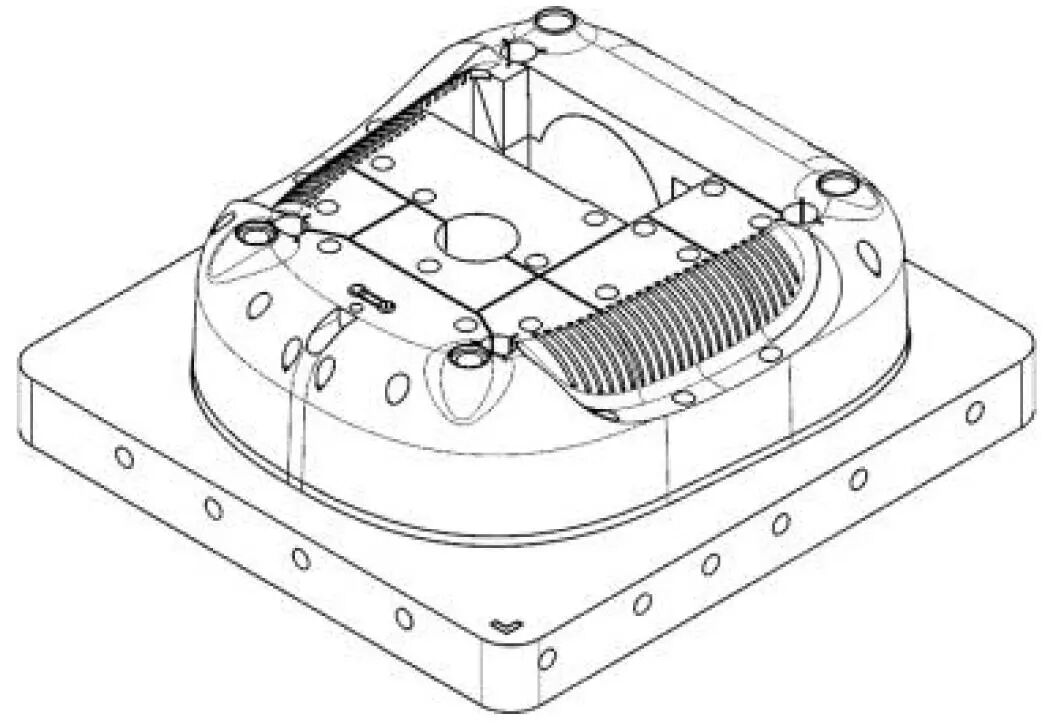
圖2 刪除不需要數(shù)控銑削加工的特征 2 數(shù)控刀路分析 實(shí)體兩側(cè)有一串筋位,筋位的寬度為2.5 mm,深度為3 mm,筋位位于圓弧面上,需要電火花加工,因此筋位不需要數(shù)控編程;實(shí)體有一個方形鑲件配合孔,是由電火花加工,不需要數(shù)控編程;實(shí)體的上表面有一個半圓槽,無法用加工中心完全加工到位,也需要用電火花加工,因此該位置只需要粗加工。
2449
張偉一 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
過切是指過量切削,也就是加工工件時把不需要加工的部分也加工了,過削是不好的。36. 校杯是什么?前模彈出開模內(nèi)行位。37. 牙嗒是什么?攻絲.攻螺紋稱為牙嗒。38. 何時需做雙色模具?當(dāng)一個產(chǎn)品包含兩種不同的材質(zhì)或同一材質(zhì)不同的顏色時,設(shè)計雙色模具成型。39. 工廠的模具設(shè)計流程是什么?
3455
UG模具設(shè)計材料 ??? 4年前
螺紋的八種加工方式匯總 
這時候就需要考慮電火花的加工方式。 電火花將于機(jī)加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據(jù)工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉(zhuǎn)。
2900
非標(biāo)機(jī)械論壇 ??? 4年前
螺紋的八種加工方式匯總,做機(jī)加工必知 
這時候就需要考慮電火花的加工方式。 電火花將于機(jī)加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據(jù)工況來確定。 電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉(zhuǎn)。
2632
機(jī)械學(xué)霸 ??? 4年前
汽車模具分類及制造工藝 
近幾年來,在美國、德國、日本等工業(yè)發(fā)達(dá)國家高速切削加工技術(shù)在大部分的模具公司都得到了廣泛應(yīng)用,85%左右的模具電火花成形加工工序已被高速加工替代。高速加工技術(shù)集高效、優(yōu)質(zhì)、低耗于一身,已成為國際模具制造工藝中的主流。
2543 1
Im智能注塑 ??? 4年前
數(shù)控機(jī)床分類大全 
⑶ 特種加工類 主要有數(shù)控電火花線切割機(jī)、數(shù)控電火花成型機(jī)、數(shù)控火焰切割機(jī)、數(shù)控激光加工機(jī)等。 ⑷ 測量、繪圖類 主要有三坐標(biāo)測量儀、數(shù)控對刀儀、數(shù)控繪圖儀等。文章來源數(shù)控編程網(wǎng)
4318 4
數(shù)控編程網(wǎng) ??? 2年前
很全的模具拋光知識,拋光美女都驚嘆太實(shí)用了!
影響模具表面拋光性的因素1)工件表面狀況材料在機(jī)械加工過程中,表層會因熱量、內(nèi)應(yīng)力或其他因素而損壞,切削參數(shù)不當(dāng)會影響拋光效果。電火花加工后的表面比機(jī)械加工或熱處理后的表面更難研磨,因此電火花加工結(jié)束前應(yīng)采用電火花精修整,否則表面會形成硬化薄層。如電火花精修規(guī)準(zhǔn)選擇不當(dāng),熱影響層的深度最大可達(dá)0.4 mm。硬化薄層的硬度比基體硬度高,必須去除。
1980
數(shù)控編程網(wǎng) ??? 4年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
過切是指過量切削,也就是加工工件時把不需要加工的部分也加工了,過削是不好的。36. 校杯是什么?前模彈出開模內(nèi)行位。37. 牙嗒是什么?攻絲.攻螺紋稱為牙嗒。38. 何時需做雙色模具?當(dāng)一個產(chǎn)品包含兩種不同的材質(zhì)或同一材質(zhì)不同的顏色時,設(shè)計雙色模具成型。39. 工廠的模具設(shè)計流程是什么?
2970
UG模具設(shè)計材料 ??? 4年前
UG加工環(huán)境與加工術(shù)語,工藝安排,加工初始設(shè)置 
我們已經(jīng)知道UG CAM可以為數(shù)控銑、數(shù)控車、數(shù)控電火花線切削機(jī)編制加工程序,而且單是UG CAM 的數(shù)控銑還可以實(shí)現(xiàn)平面銑(Planar Mill )、型腔銑(Cavity Mi11)、固定軸曲面輪廓銑(Fixed Contour)等不同加工類型。
2939
張偉一 ??? 3年前
不銹鋼機(jī)加工零件產(chǎn)品怎樣去毛刺鏡面研磨拋光? 
附加說明此不銹鋼焊接管切割五金零件制品是從焊接后的管子經(jīng)過鋸切后的小件制品,管子兩端有明顯毛刺,但管壁較薄,拋光過程中容易引起工件變形,因此粗磨拋光機(jī)器采用 振動式研磨拋光機(jī) ,研磨力度適中,切削效率高。粗磨采用重切削的圓球形棕剛玉磨料 ,可以達(dá)到快速去毛刺除氧化皮清理油污的作用。精磨采用輕切削力的精密研磨拋光磨料,磨料砂粒度小,可以進(jìn)一步降低表面粗糙度。
2182
jerrylu ??? 2年前
不銹鋼制品去毛刺鏡面研磨拋光工藝方法 
附加說明此不銹鋼焊接管切割五金零件制品是從焊接后的管子經(jīng)過鋸切后的小件制品,管子兩端有明顯毛刺,但管壁較薄,拋光過程中容易引起工件變形,因此粗磨拋光機(jī)器采用 振動式研磨拋光機(jī) ,研磨力度適中,切削效率高。粗磨采用重切削的圓球形棕剛玉磨料 ,可以達(dá)到快速去毛刺除氧化皮清理油污的作用。精磨采用輕切削力的精密研磨拋光磨料,磨料砂粒度小,可以進(jìn)一步降低表面粗糙度。
2854
jerrylu ??? 2年前
螺紋的八種加工方式 
這時候就需要考慮電火花的加工方式。 電火花將于機(jī)加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據(jù)工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉(zhuǎn)。
2419
機(jī)械學(xué)霸 ??? 3年前
【5/24更新】搞懂CNC并不難,抽絲剝繭才直觀 
加工中心:多軸聯(lián)動、柔性加工單元; 金屬切削:數(shù)控車床、數(shù)控銑床、數(shù)控鏜床、數(shù)控鉆床、數(shù)控磨床、數(shù)控沖床; 特種加工:電火花線切割機(jī)床、電火花成型機(jī)床、火焰切割機(jī)床、激光加工機(jī)床、高壓水切割機(jī)床、數(shù)控自動焊接設(shè)備; 成型機(jī)床:數(shù)控壓力機(jī)、數(shù)控剪板機(jī)、數(shù)控折彎機(jī)、數(shù)控彎管機(jī)、多坐標(biāo)測量機(jī);
2327
技術(shù)鄰CAD學(xué)習(xí) ??? 4年前
延長沖壓模具使用壽命的幾點(diǎn)措施 
4、模具加工工藝 切削加工、磨削加工和電火花加工是制造模具所必需的加工工藝,生產(chǎn)中影響模具的耐磨性、斷裂抗力、強(qiáng)度,如果加工方式不妥,加工質(zhì)量容易出現(xiàn)問題。 (1)磨削加工的影響 磨削加工處理不當(dāng)會致使模具的疲勞強(qiáng)度和斷裂抗力降低,原因是磨削燒傷和磨削裂紋。
2761 6 3
金屬加工前沿 ??? 3年前
絲錐、鉆頭斷在孔里了,如何搞定?
做一個比斷入物直徑小的六角電極,用電火花機(jī)床在斷入物上加工一六角沉孔,然后用內(nèi)六角扳手?jǐn)Q出。(缺點(diǎn):對銹死的或卡死的斷入物無用;對大型工件無用;對太小的斷入物無用;耗時、費(fèi)事) 17. 直接用比斷入物小的電極,用電火花機(jī)床打。(缺點(diǎn):對大型工件無用,無法放入電火花機(jī)床工作臺;耗時;太深時容易積碳,打不下去) 18.
2136
機(jī)械加工網(wǎng) ??? 4年前
焊接不銹鋼管切割后怎樣去毛刺鏡面研磨拋光? 
附加說明此不銹鋼焊接管切割五金零件制品是從焊接后的管子經(jīng)過鋸切后的小件制品,管子兩端有明顯毛刺,但管壁較薄,拋光過程中容易引起工件變形,因此粗磨拋光機(jī)器采用,振動(震動)式研磨拋光機(jī)研磨力度適中,切削效率高。粗磨采用重切削的 圓球形棕剛玉拋磨塊磨料,可以達(dá)到快速去毛刺除氧化皮清理油污的作用。精磨采用輕切削力的精密研磨拋光磨料,磨料砂粒度小,可以進(jìn)一步降低表面粗糙度。
3238
jerrylu ??? 2年前
26種方法教你取出斷在孔里的絲錐! 
17、做一個比斷入物直徑小的六角電極,用電火花機(jī)床在斷入物上加工一六角沉孔,然后用內(nèi)六角扳手?jǐn)Q出。(缺點(diǎn):a、對銹死的或卡死的斷入物無用;b、對大型工件無用;c、對太小的斷入物無用;d、耗時、費(fèi)事。) 18、直接用比斷入物小的電極,用電火花機(jī)床打。(缺點(diǎn):a、對大型工件無用,無法放入電火花機(jī)床工作臺;b、耗時;c、太深時容易積碳,打不下去。)
2859
機(jī)械學(xué)霸 ??? 4年前
設(shè)計88問,太全面了,果斷收藏!
過切是指過量切削,也就是加工工件時把不需要加工的部分也加工了,過削是不好的。53、校杯是什么?前模彈出開模內(nèi)行位。54、牙嗒是什么?攻絲.攻螺紋稱為牙嗒。55、何時需做雙色模具?當(dāng)一個產(chǎn)品包含兩種不同的材質(zhì)或同一材質(zhì)不同的顏色時,設(shè)計雙色模具成型。56、工廠的模具設(shè)計流程是什么?
2261 2
UG模具設(shè)計材料 ??? 3年前
磨床車間師傅整理的筆記,推薦收藏 
砂輪主軸的徑向跳動和軸向竄動及磨床頭架運(yùn)動誤差大,不僅影響磨削后的工件表面粗糙度,還會使工件產(chǎn)生圓度和端面跳動,造成磨削過程中火花不均勻。工作臺移動在垂直面不垂直時,在內(nèi)、外圓磨床上,影響工件母線的直線性,在平面磨床磨削平面,造成工件平面度誤差大。外圓磨床的砂輪主軸軸中心線和內(nèi)圓磨床砂輪軸軸中心線與工件頭架軸中心線不等高,在磨削內(nèi)、外錐體時,工件母線是雙曲線。
2438
機(jī)械加工網(wǎng) ??? 4年前
鉆頭斷在孔里了,不要慌,26種方法教你輕松取出! 
17、做一個比斷入物直徑小的六角電極,用電火花機(jī)床在斷入物上加工一六角沉孔,然后用內(nèi)六角扳手?jǐn)Q出。(缺點(diǎn):a、對銹死的或卡死的斷入物無用;b、對大型工件無用;c、對太小的斷入物無用;d、耗時、費(fèi)事。) 18、直接用比斷入物小的電極,用電火花機(jī)床打。(缺點(diǎn):a、對大型工件無用,無法放入電火花機(jī)床工作臺;b、耗時;c、太深時容易積碳,打不下去。)
2801
模具設(shè)計UG編程教學(xué) ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
