



專家實例講解,高密度造型線的型砂性能管理要點 
舉例1:有一垂直分型自動線,生產(chǎn)中小型鑄件,每箱 4件,有一時期下部2件,因全身長滿毛刺,不得不把澆口堵上,每型由 4件變成每型2件,在討論鑄型下部兩個鑄件為什么會長滿毛刺時, 發(fā)現(xiàn)其型砂透氣性為~170,而垂直線由于鑄件在澆注位置是上下擺放的,鐵水從上方澆進鑄型,則型腔的底部會承受很大壓力。
2065
鑄造工程師 ??? 4年前
實例講解:鑄造自動生產(chǎn)線型砂質(zhì)量控制核心的8項指標 
舉例1:有一垂直分型自動線,生產(chǎn)中小型鑄件,每箱 4件,有一時期下部2件,因全身長滿毛刺,不得不把澆口堵上,每型由 4件變成每型2件,在討論鑄型下部兩個鑄件為什么會長滿毛刺時, 發(fā)現(xiàn)其型砂透氣性為~170,而垂直線由于鑄件在澆注位置是上下擺放的,鐵水從上方澆進鑄型,則型腔的底部會承受很大壓力。
2590 1
鑄造工程師 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質(zhì)量和生產(chǎn)成本及效率 
覆膜砂鑄造砂眼_氣孔_粘砂_的等缺陷原因及解決方法傳統(tǒng)的鑄造涂料只是在鑄件和鑄型中間起到阻擋隔離作用,達到防粘砂目的,但普通鑄造涂料高溫下由于附著力差、強度低、耐火差、發(fā)氣量大,容易造成鑄件產(chǎn)生粘砂、砂眼、氣孔、碳渣等缺陷。鑄件粘砂是因為涂料沒有有效起到阻擋隔離作用,或涂料與高溫金屬液體發(fā)生化學(xué)反映。
5642 1
鑄造工程師 ??? 2年前
直列氣缸體立澆鑄造工藝設(shè)計 
(1)受生產(chǎn)條件限制,澆注系統(tǒng)的橫澆道無法設(shè)計為低流速結(jié)構(gòu),鐵液流速快,擋渣效果差是砂眼和氣孔缺陷較高的原因之一。(2)全包砂芯工藝存在澆注過程中因打包帶失效導(dǎo)致砂芯組漲大,從而引起砂芯組之間的配合間隙變大漏鐵液的問題。參考文獻[1] 李新亞.鑄造手冊鑄造工藝.第3版[M].北京:機械工業(yè)出版社,2011:866-868.文章來源:鑄造工程
4336 3
鑄造工程師 ??? 2年前
Moldex3D模流分析之金屬成型解決方案 
鑄造工藝過程復(fù)雜,影響鑄件質(zhì)量的因素很多,往往由于流道設(shè)計、工藝方案不合理,生產(chǎn)操作不當(dāng)、材料問題等原因,會使鑄件產(chǎn)生各種鑄造缺陷,如:氣孔、縮孔、砂眼、氣泡、冷隔、澆不足、裂紋等問題。大多數(shù)的企業(yè)往往通過經(jīng)驗設(shè)計流道和模具結(jié)構(gòu),再通過反復(fù)試模和修模解決問題。這樣帶來的結(jié)果:設(shè)計周期長、廢品率高、人工和生產(chǎn)成本高、交貨周期長。
2205 1 1
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之金屬成型解決方案 
鑄造工藝過程復(fù)雜,影響鑄件質(zhì)量的因素很多,往往由于流道設(shè)計、工藝方案不合理,生產(chǎn)操作不當(dāng)、材料問題等原因,會使鑄件產(chǎn)生各種鑄造缺陷,如:氣孔、縮孔、砂眼、氣泡、冷隔、澆不足、裂紋等問題。大多數(shù)的企業(yè)往往通過經(jīng)驗設(shè)計流道和模具結(jié)構(gòu),再通過反復(fù)試模和修模解決問題。這樣帶來的結(jié)果:設(shè)計周期長、廢品率高、人工和生產(chǎn)成本高、交貨周期長。
2121
Moldex3D 中國 ??? 3年前
鑄造環(huán)節(jié)控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
(2)清砂:要獲得表面光潔度好的鑄件,小活件可以通過清理滾筒去除表面的砂子。大活件進行拋丸處理去除表面的砂子。非加工表面的粘砂必須清理干凈,以防止在裝入成品內(nèi)運動時脫落后進入軸承室內(nèi),對軸承的使用造成不良影響。 (3)時效處理:一般的鑄件都要進行時效處理,以減小鑄件內(nèi)應(yīng)力獲得良好的性能。
2571
鑄造工程師 ??? 4年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
砂眼 在鑄件內(nèi)部或表面充塞有型砂的孔眼。
4425 1
鑄造工程師 ??? 4年前
如何區(qū)分鍛造裂紋、熱處理裂紋、原材料裂紋? 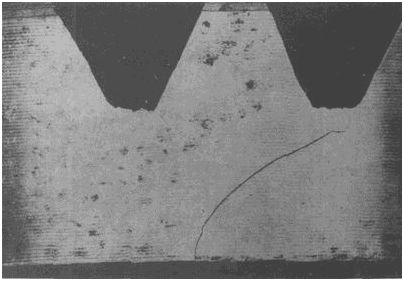
大型鑄鍛件往往是直接由鋼錠鍛壓開始的,鋼錠內(nèi)部必然存在大量的冶鑄缺陷,顯然,合理的鍛造,都可以將其中的所謂“缺陷”鍛合。所以,鍛造工藝的合理性是決定鍛件是否會開裂的主要原因。
4245 3
FMMM ??? 3年前
熔模鑄件缺陷分析與案例,了解缺陷類型、學(xué)會分析并解決缺陷 
對于一般缺陷,如砂眼、渣孔等,需要以鑄造工程師為主解決。憑借自己的知識和經(jīng)驗,根據(jù)缺陷的特征很容易確定缺陷名稱;進而利用頭腦風(fēng)暴法和魚刺圖等手法找出產(chǎn)生缺陷的原因,及主要原因;采取有效的對策,予以解決。
3296
鑄造工程師 ??? 4年前
以發(fā)動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統(tǒng)、冒口設(shè)計、上下箱設(shè)計! 
簡述了發(fā)動機缸蓋類鑄件、輪類鑄件、框架類鑄件、泵殼閥類致密性鑄件等幾種典型鑄鐵件采用將鑄件分割置于上、下型的做法,甚或是鑄件全部設(shè)置于上型的工藝方案,分析了其容易導(dǎo)致氣孔、澆不足、冷隔、縮孔、縮松、錯邊等鑄造缺陷的原因。
2475
鑄造工程師 ??? 4年前
【工藝知識】鋁材表面處理工藝大全介紹 
但該轉(zhuǎn)化膜質(zhì)軟,不耐磨,因此不利于做產(chǎn)品外部件利用。 鉻化工藝流程: 脫脂—>鋁酸脫—>鉻化—>包裝—>入庫 鉻化適合于鋁及鋁合金,鎂及鎂合金產(chǎn)品。 品質(zhì)要求: 1)顏色均勻,膜層細致,不可有碰傷,刮傷,用手觸摸,不能有粗糙,掉灰等現(xiàn)象。 2 )膜層厚度0.3-4um 。
4448 1
機械工程師 ??? 4年前
【6/5更新】航空發(fā)動機為何被發(fā)達國家壟斷?一文帶你看懂背后的世界格局 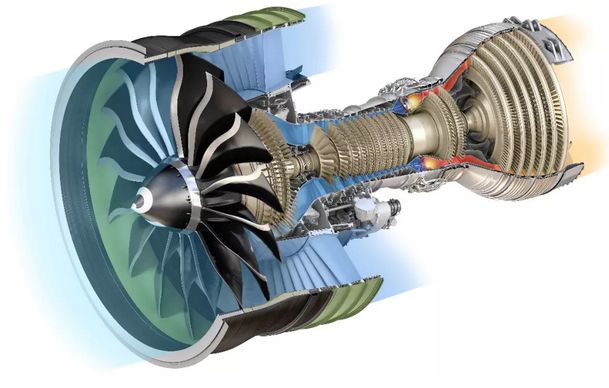
渦輪葉片由于處于溫度最高、應(yīng)力最復(fù)雜、環(huán)境最惡劣的部位而被列為第一關(guān)鍵件,并被譽為“皇冠上的明珠”。渦輪葉片也稱動葉片,是渦輪發(fā)動機中工作條件最惡劣的部件,又是最重要的轉(zhuǎn)動部件。先進航空發(fā)動機的燃氣進口溫度達1380℃,推力達226KN。
2131
技術(shù)鄰CAD學(xué)習(xí) ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
