



廣東模具術(shù)語深圳方言模具術(shù)語
----司筒底部的減膠位 公模肉=后模 母模肉=前模 環(huán)保標(biāo)志=回收章 細(xì)水口=針點(diǎn)澆口 潛水=針點(diǎn)澆口 鑲 件=入子 排氣槽=逃氣道 披鋒=毛邊 加膠=加料 密封圈=膠圈 中托司=頂出導(dǎo)柱(套)=哥林柱 水口扣針=拉料頂針 插穿(碰穿)=靠破曬紋=咬花 波子螺絲
2276
汽車零部件模具與注塑 ??? 4年前
數(shù)控車床螺紋編程切削,這下秒懂了!
2、螺紋加工進(jìn)刀量 螺紋加進(jìn)刀量可以參考螺紋底徑,即螺紋刀最終進(jìn)刀位置。 螺紋小徑為:大徑-2倍牙高;牙高=0.54P(P為螺距) 螺紋加工的進(jìn)刀量應(yīng)不斷減少,具體進(jìn)刀量根據(jù)刀具及工作材料進(jìn)行選擇。
2063
數(shù)控編程網(wǎng) ??? 4年前
CNC數(shù)控 | 車床螺紋編程切削 
2、螺紋加工進(jìn)刀量 螺紋加進(jìn)刀量可以參考螺紋底徑,即螺紋刀最終進(jìn)刀位置。 螺紋小徑為:大徑-2倍牙高;牙高=0.54P(P為螺距) 螺紋加工的進(jìn)刀量應(yīng)不斷減少,具體進(jìn)刀量根據(jù)刀具及工作材料進(jìn)行選擇。
2750
金屬加工前沿 ??? 4年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
螺紋車削在車床上車削螺紋可采用成形車刀或螺紋梳刀(見螺紋加工工具)。用成形車刀車削螺紋﹐由于刀具結(jié)構(gòu)簡單﹐是單件和小批生產(chǎn)螺紋工件的常用方法﹔用螺紋刀車削螺紋﹐生產(chǎn)效率高﹐但刀具結(jié)構(gòu)復(fù)雜﹐只適于中﹑大批量生產(chǎn)中車削細(xì)牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達(dá)到8~9級(JB2886-81﹐下同)﹔在專門化的螺紋車床上加工螺紋﹐生產(chǎn)率或精度可顯著提高。
2608
數(shù)控編程網(wǎng) ??? 4年前
【加工工藝】普通車床如何挑出矩形螺紋? 
三、車削刀具 矩形螺紋車刀: 螺紋車刀,從螺紋牙的形狀考慮,車槽車刀適用于加工短的螺紋。只是刀的刃寬要是螺距的一半,同時(shí)因?yàn)?em>螺距寬的螺紋較多,多使用高速鋼彈性車刀。矩形螺紋加工最大的問題是車刀的研磨方法。
2727
機(jī)械工程師 ??? 4年前
普通車床如何挑出矩形螺紋? 
三、車削刀具 矩形螺紋車刀: 螺紋車刀,從螺紋牙的形狀考慮,車槽車刀適用于加工短的螺紋。只是刀的刃寬要是螺距的一半,同時(shí)因?yàn)?em>螺距寬的螺紋較多,多使用高速鋼彈性車刀。矩形螺紋加工最大的問題是車刀的研磨方法。刃寬是螺距的一半即可,操作起來不容易。
3063
數(shù)控編程教學(xué) ??? 4年前
【加工工藝】普通車床如何挑出矩形螺紋? 
三、車削刀具 矩形螺紋車刀: 螺紋車刀,從螺紋牙的形狀考慮,車槽車刀適用于加工短的螺紋。只是刀的刃寬要是螺距的一半,同時(shí)因?yàn)?em>螺距寬的螺紋較多,多使用高速鋼彈性車刀。矩形螺紋加工最大的問題是車刀的研磨方法。
2671
機(jī)械工程師 ??? 3年前
螺紋錐度算法!! 
,我們需要大概大于一個(gè)螺距的起刀點(diǎn),這里我們設(shè)置為Z3。所以我們的R值需要把這起刀的三毫米也算進(jìn)去,所以R=[大頭-小頭+3*0.0625] /2=0.594 也可以直接用0.0625*[16+3]/2=0.594 下面我們來看一下程序的編法; O0001 M3S800G99 T0101M08 G0X23.Z10.
2419 1
機(jī)械加工網(wǎng) ??? 4年前
螺紋的八種加工方式匯總 
用成形車刀車削螺紋,由于刀具結(jié)構(gòu)簡單,是單件和小批生產(chǎn)螺紋工件的常用方法;用螺紋梳刀車削螺紋,生產(chǎn)效率高,但刀具結(jié)構(gòu)復(fù)雜,只適于中、大批量生產(chǎn)中車削細(xì)牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達(dá)到8~9級(JB2886-81,下同);在專門化的螺紋車床上加工螺紋,生產(chǎn)率或精度可顯著提高。
2899
非標(biāo)機(jī)械論壇 ??? 3年前
螺紋的八種加工方式匯總,做機(jī)加工必知 
用成形車刀車削螺紋,由于刀具結(jié)構(gòu)簡單,是單件和小批生產(chǎn)螺紋工件的常用方法;用螺紋梳刀車削螺紋,生產(chǎn)效率高,但刀具結(jié)構(gòu)復(fù)雜,只適于中、大批量生產(chǎn)中車削細(xì)牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達(dá)到8~9級(JB2886-81,下同);在專門化的螺紋車床上加工螺紋,生產(chǎn)率或精度可顯著提高。
2632
機(jī)械學(xué)霸 ??? 4年前
數(shù)控加工中心加工螺紋的三種方法
5.挑扣加工法只適用于單件、小批量、特殊螺距螺紋和沒有相應(yīng)刀具的情況,加工效率低。
2096
數(shù)控編程網(wǎng) ??? 4年前
數(shù)控加工中心加工螺紋的三種方法
5.挑扣加工法只適用于單件、小批量、特殊螺距螺紋和沒有相應(yīng)刀具的情況,加工效率低。
2129
機(jī)械加工網(wǎng) ??? 4年前
數(shù)控編程課堂 : 8字油槽的編程方法 
8字油槽,來回都是半圈,所以螺距都是58mm,而不是圖紙上的29mm。
2793
數(shù)控編程教學(xué) ??? 4年前
UG怎么編程?初學(xué)者收藏!簡單的加工中心手工編程及編程時(shí)的注意事項(xiàng) 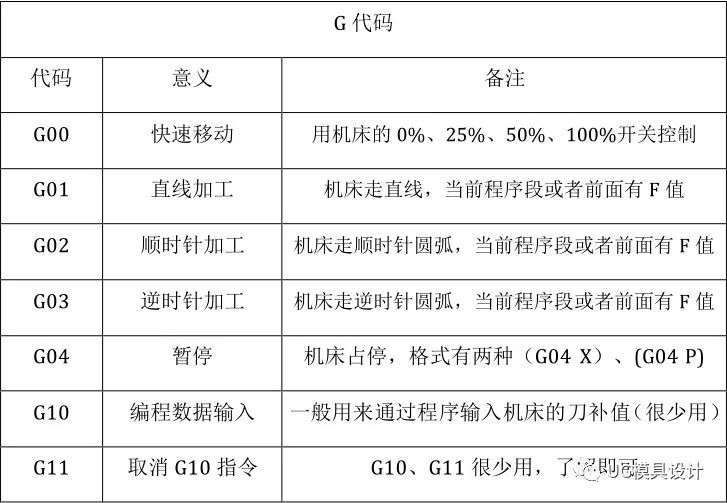
__ R__ F__ (X,Y為孔的位置、Z為孔的深度,F(xiàn)為進(jìn)給速度,R為參考平面的高度) G83鉆孔加工循環(huán)指令格式為:G98 G83 X__ Y__ Z__ R__ Q__F__ (Q為深孔鉆每一次的鉆深,其他和G81一樣) G84右螺紋加工循環(huán)指令格式為:G98 G84 X__ Y__ Z__ R__ F__ 編程時(shí)要求根據(jù)主軸轉(zhuǎn)速計(jì)算進(jìn)給速度,進(jìn)給速度F=主軸轉(zhuǎn)速×螺紋螺距
2826
張偉一 ??? 3年前
螺紋的八種加工方式 
用成形車刀車削螺紋,由于刀具結(jié)構(gòu)簡單,是單件和小批生產(chǎn)螺紋工件的常用方法;用螺紋梳刀車削螺紋,生產(chǎn)效率高,但刀具結(jié)構(gòu)復(fù)雜,只適于中、大批量生產(chǎn)中車削細(xì)牙的短螺紋工件。普通車床車削梯形螺紋的螺距精度一般只能達(dá)到8~9級(JB2886-81,下同);在專門化的螺紋車床上加工螺紋,生產(chǎn)率或精度可顯著提高。
2418
機(jī)械學(xué)霸 ??? 3年前
干數(shù)控加工必備G代碼大全,你收藏了嗎?
KMM (6)p螺紋的循環(huán)加工次數(shù),即分幾刀切完 提示: 1、每次進(jìn)刀深度為R÷p并取整,最后一刀不進(jìn)刀來光整螺紋面 2、內(nèi)螺紋退尾根據(jù)沿X的正負(fù)方向決定I值的稱號。
2329
數(shù)控編程網(wǎng) ??? 4年前
干數(shù)控加工必備G代碼大全,你收藏了嗎?
KMM (6)p螺紋的循環(huán)加工次數(shù),即分幾刀切完 提示: 1、每次進(jìn)刀深度為R÷p并取整,最后一刀不進(jìn)刀來光整螺紋面 2、內(nèi)螺紋退尾根據(jù)沿X的正負(fù)方向決定I值的稱號。
2414
機(jī)械加工網(wǎng) ??? 4年前
銑刀只要這樣簡單的改進(jìn),效率大大提高! 
加工臺階邊上的螺孔,絲攻太短,如何辦?要買要化很多錢,要等LONG TIME...... 自制接長桿一根,又簡單又實(shí)用!!! 這是一根普通的反刮刀排嗎?YES! 中間打一個(gè)孔,前面開條槽,(見前圖)變成帶內(nèi)冷的反刮刀排.略微一改進(jìn),效率大提高!
1953
機(jī)械加工網(wǎng) ??? 4年前
鉆頭分多少種?十個(gè)有八個(gè)答不上來 
鉆頭直徑與鉸刀直徑只差鉸孔之預(yù)留量,也有鉆頭于螺攻絲混合使用,故又稱為混合鉆頭。 7、 錐度鉆頭:當(dāng)加工模具進(jìn)料口時(shí)可使用錐度鉆頭。 8、圓柱孔鉆頭:我們稱其為沉頭銑刀,此種鉆頭前端有直徑較小之部分稱為道桿。 9、圓錐孔鉆頭:為鉆削圓錐孔之用,其前端角度有90°、60°等。我們使用的倒角刀就是圓錐孔鉆頭的其中一種。
2257
機(jī)械加工網(wǎng) ??? 3年前
60歲老設(shè)計(jì)師總結(jié) 230條模具設(shè)計(jì)經(jīng)驗(yàn),珍貴的資料! 
109.YKMA-0058(大分佳能前蓋)螺牙計(jì)算步驟:螺壓主參數(shù):M41×0.75(螺距P=0.75、大徑D=41、中徑D2=D-0.649519×P、小徑D1=D-1.082532×P、作用高度H1=0.541266×P),部品收縮率為S=1.0058,因此,模仁的螺距p1=0.75×S、大徑d1=41×S、中徑D2= d1-0.649519×p1、小徑D1= d1-1.082532×p1、作用高度
3205 1
UG模具設(shè)計(jì)材料 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
