



為什么鈦合金是一種難加工材料? 
(3) 采用高壓大流量切削液,以保證加工過程的熱穩定性,防止因溫度過高導致工件表面變性和刀具損壞。(4) 保持刀片刃口鋒利,鈍的刀具是熱集結和磨損的原因,容易導致刀具失效。(5) 盡可能在鈦合金最軟的狀態加工,因為淬硬后材料變得更難加工,熱處理提高了材料的強度并增加刀片的磨損。(6) 使用大的刀尖圓弧半徑或倒角切入,盡可能把更多的刀刃進入切削。
2681
機械學霸 ??? 4年前
U鉆:孔加工最常用的刀具之一!
使用U鉆技術不但能減少鉆削工具,且因U鉆采用的是頭部鑲硬質合金刀片方式,其切削壽命為普通鉆頭的十幾倍,同時,刀片上有四個切削刃,刀片磨損時可隨時更換切削,新的切削節省了大量磨削和更換刀具時間,能平均提高工效6—7倍。 U鉆在數控機床上的使用技巧 1. U鉆使用時對機床的剛性、刀具與工件的對中性要求較高,因此U鉆適合在大功率、高剛性、高轉速的數控機床上使用。2.
2694
數控編程網 ??? 4年前
高速銑加工的那些錯誤觀念,看完終于明白了! 
高扭力容許較大材料的切削,使用較大的刀具與較硬的材料。高轉速容許較快的切削速率與達到HSM的效果。加微信:Yuki7557 送宏程序教程一份 (3)高動態性能的各軸 實際上,機器本身的床臺結構就好比車子的底盤,強壯安全的吸收沖擊與震動。 傳統的硬軌可以通過機臺上的調整來獲得較佳的精度,但是它無法達到線性滑軌所能達到的高速加工。
2134
數控編程教學 ??? 4年前
曾經有一份工作擺在我面前,直到我撞機了... 
6) 機械夾固式刀具的刀槽底面不平整或刀片伸出過長等結構上的原因。對策:①修整刀槽底面。②合理布置切削液噴嘴的位置。③淬硬刀桿在刀片下面增加硬質合金墊片。7) 刀具磨損過度。對策:及時換刀或更換切削刃。8) 切削液流量不足或加注方法不正確,造成刀片驟熱而裂損。對策:① 加大切削液的流量。② 合理布置切削液噴嘴的位置。
1927
模具設計UG編程教學 ??? 4年前
陶瓷CNC加工:精密與性能的終極指南 
特種陶瓷的硬度通常超過 1500 HV(維氏硬度),比標準硬質合金刀具還要硬。為了有效地加工這些材料,我們采用:金剛石涂層刀具: 只有金剛石足夠硬,可以在不快速磨損的情況下高效切削陶瓷。高速主軸: 轉速通常超過 30,000 RPM,以最小化切削力并降低微裂紋風險。充分冷卻: 控制熱量至關重要。局部加熱會導致熱沖擊,瞬間震碎工件。
2345
2103707493 ??? 2月前
關于超聲研磨藍寶石的SPH模擬仿真方法導出磨屑應力云圖的方法 
除去磨削力信號、力表面形貌、亞表面工件損傷云圖等直接表征加工好壞的評價指標,通過加工形成的磨屑狀態也能夠反映刀具的與加工參數的好壞,從而對加工參數進行指導。諸如加工合金類通常出現的卷尺狀切屑與加工鑄鐵等硬脆材料出現的團簇狀磨屑等。下圖給出金剛石工具加工藍寶石的磨屑狀態云圖。
2163 2
程蔚 ??? 3年前
切削仿真碎屑如何設置?
設置:prat部分設置過分離線,也試過不設置分離線,在interaction部分把切刀約束成為了剛體property部分設置JC強化,損傷采用過Shear和JC,參數取自別人做的Al合金參數,不知道是不是參數的問題interaction部分設置刀具表面與切屑摩擦和硬接觸mesh設置如圖請求大佬給點指導建議,十分感謝
2870 1 4
zsm_8073 ??? 3年前
除了金剛石,你還知道哪些超硬材料? 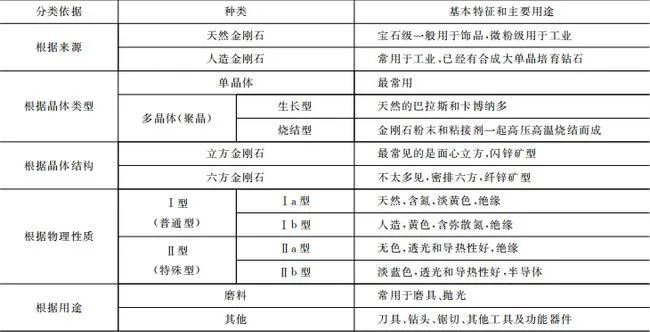
cBN 的用途目前主要有兩個方面,一是制造磨具,二是制成聚晶立方氮化硼用作刀具材料。因此,cBN 加工黑色金屬材料有獨到之處,為硬而韌的難加工鐵基材料提供了新的加工工具。 cBN 的主要應用如下: (1)用作磨具材料。既能用于鐵基材料的加工,也能用于非鐵金屬材料的加 工。 (2)用作刀具材料。
2691 1
材料科學與工程技術 ??? 3年前
【基礎知識】常用的齒輪材料,一起來看看吧! 
(1)鍛鋼 除尺寸過大或者是結構形狀復雜只宜鑄造者外,一般都用鍛鋼制造齒輪,常用的是含碳在0.15%~0.6%的碳鋼或合金鋼。 制造齒輪的鍛鋼可分為: 1)經熱處理后切齒的齒輪所用的鍛鋼。 對于強度、速度及精度都要求不高的齒輪,應采用軟齒面(硬度≤350HBS)以便于切齒,并使刀具不致迅速磨損變鈍。因此,應將齒輪毛坯經過常化(正火)或調質處理后切齒。
2853 1
機械工程師 ??? 4年前
數控車工必學技巧! 
完成零件的加工零件在首件試切完成后,就要進行成批生產,但首件的合格并不 等于整批零件就會合格,因為在加工過程中,因加工材料的不同會使刀具產生磨損,加工材料軟,刀具磨損就小,加工材料硬,刀具磨損快,所以在加工過程中,要勤量勤檢,及時增加和減少刀補值,保證零件的合格。
1944
機械加工網 ??? 3年前
鋼的熱處理集錦。 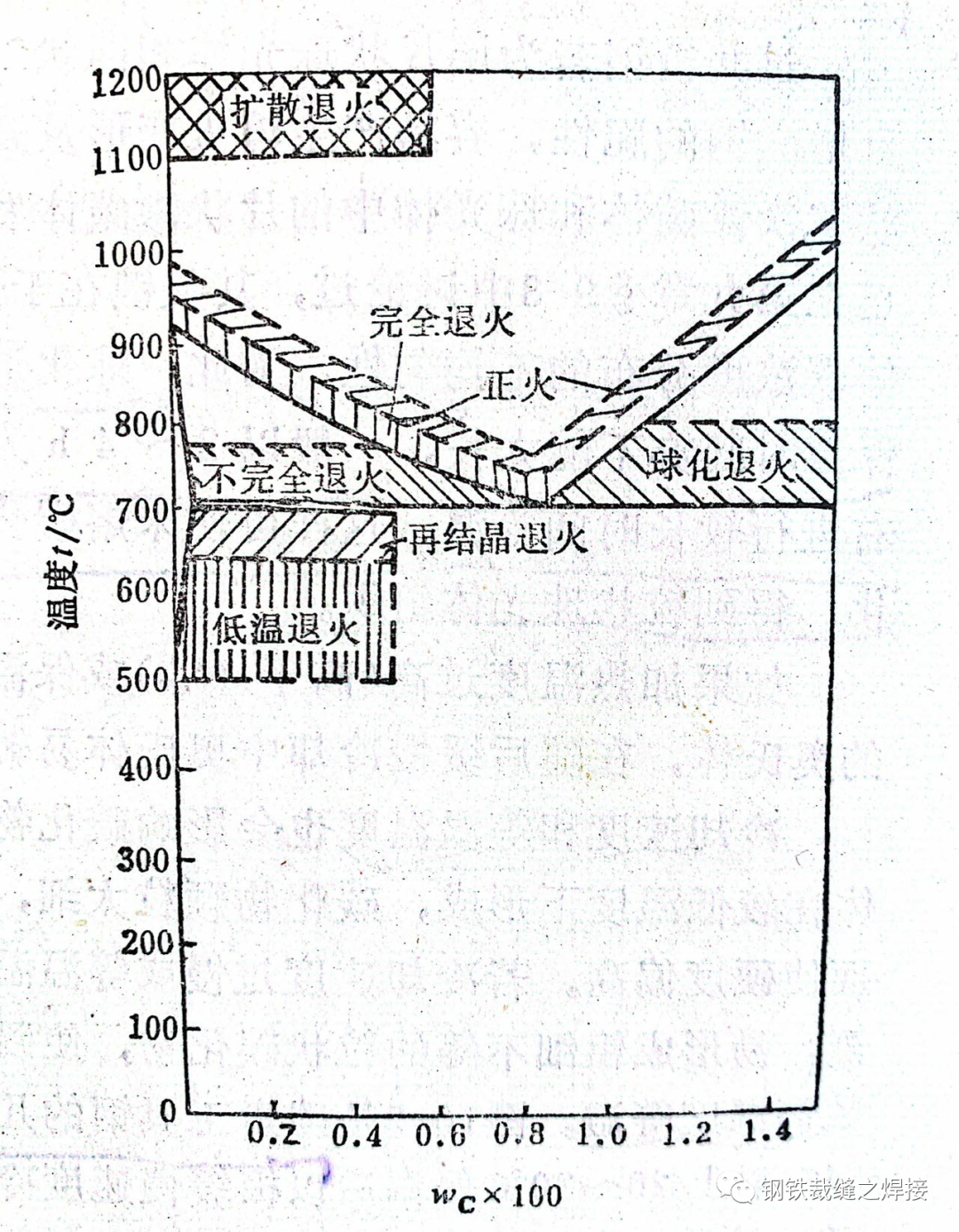
正火工藝是較簡單、經濟的熱處理方法,主要應用于以下幾方面:1.改善鋼的切削加工性能碳的含量低于0.25%的碳素鋼和低合金鋼,退火后硬度較低,切削加工時易于“粘刀”,通過正火處理,可以減少自由鐵素體,獲得細片狀珠光體,使硬度提高至140~190HB,可以改善鋼的切削加工性,提高刀具的壽命和工件的表面光潔程度。
3733
FMMM ??? 3年前
干貨——模具鋼選購指南 
FDAC快削預硬壓鑄合金模鋼(SLD 61) 出廠硬度 特 征 用 途 預硬處理HRC38-42 出廠硬度高達HRC40,在加工模后且不用熱處理可直接生產,增加含硫量令切削性更佳。 塑料模插壓銷,特別交貨期極短的壓鑄零件模具。
3022
汽車零部件模具與注塑 ??? 4年前
絲錐為什么又斷了?是質量問題還是技術問題? 
2、絲錐選擇不當 對硬度太大的攻件應該選用高品質絲錐,如含鈷高速鋼絲錐、硬質合金絲錐、涂層絲錐等。此外,不同的絲錐設計應用在不同的工作場合。例如,絲錐的排屑槽頭數、大小、角度等等對排屑性能都有影響。
1813
數控編程網 ??? 4年前
機床震動,到底該怎么辦?
機床振動不僅歪曲了工件的幾何形狀和尺寸,而且還將在已加工表面上留下振紋,降低了精度和表面光潔度,加劇了金屬表面層的冷硬情況,振動時刀具的耐用度也將急劇下降,甚至導致刀刃的崩壞,這個問題對于性質較脆的硬質合金刀具和陶瓷刀具來說尤為嚴重。 機床發生振動后,往往迫使操作工人降低切削用量,因而限制了機床的生產率。
1978 1
機械加工網 ??? 4年前
橡膠模具如何選擇鋼料(上) 
為了減少機加工工時、延長刀具使用壽命、降低模具成本,中國或國外都研制了一些易切削預硬化鋼,即加入硫S、鉛Pb、硒Se、鈣Ca等合金元素,以改善鋼的可加工性。下面介紹幾種典型的預硬化橡塑模具鋼。a)P20系列模具鋼(3Cr2Mo)3Cr2Mo鋼(圖7)與美國通用型塑料模具鋼P20是同類型鋼,具有高的純潔度,鏡面拋光性好,力學性能均勻。
1397
德松模具鋼材有限公司 ??? 12月前
螺紋的八種加工方式匯總 
淬硬的內螺紋通常也用研磨的方法消除變形,提高精度。
2900
非標機械論壇 ??? 4年前
閥門的制造流程。 
3.機械加工工藝 由于大多數的高強、高硬、高耐腐蝕材料的切削性能都不好,如高合金的不銹鋼、耐酸鋼都具有韌性大、強度高、散熱差、切屑粘性大和加工硬化傾向強等缺點,很難達到要求的尺寸精度和光潔度,給機加工的刀具、工藝和設備帶來一定困難。另外,閥門密封面在加工精度、配合角度、光潔度和配對密封副的要求也很高,給機械加工帶來很大難度。
2203
閥門圈 ??? 4年前
螺紋的八種加工方式匯總,做機加工必知 
淬硬的內螺紋通常也用研磨的方法消除變形,提高精度。
2632
機械學霸 ??? 4年前
航空航天與微電子領域關鍵材料加工技術新突破 

陶瓷材料(如 AlN、氧化鋁)的硬脆性導致傳統機械加工易產生裂紋和 AlN 薄層破碎,化學刻蝕去除率不足 0.5 μm/min,高壓磨料水射流加工精度難以控制在 ±50 μm 以內;FGH97 合金則因導熱系數低(僅 12~15 W/(m·K))、加工硬化傾向高及刀具化學反應活性強,成為典型的難切削材料。
204
領航科工-專業切削仿真 ??? 6月前
總結了行業最全機械、模具加工常用的24種金屬材料及其特性! 
出廠狀態預硬HB370-400.淬火硬度HRC5220、S136——防腐蝕及需鏡面拋光塑膠模具瑞典產. 出廠狀態預硬HB<215.淬火硬度HRC52。21、H13——普通常用壓鑄模用于鋁,鋅,鎂及合金壓鑄.熱沖壓模,鋁擠壓模,22、SKD61——高級壓鑄模日本日立株式產,經電碴重溶技術,在使用壽命上比H13有明顯的提高.
2274
數控編程網 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
