



ZEMAX軟件技術(shù)應(yīng)用專題:用於數(shù)位元投影光學(xué)中均勻照明的陣列透鏡 (蒼蠅眼) 
它用於將光在圖像平面上從非均勻分佈空間轉(zhuǎn)換為均勻輻照度分佈。使用透鏡陣列的數(shù)位投影系統(tǒng)通常與具有提供半準(zhǔn)直入射光的拋物面反射器的燈組件結(jié)合使用。目前,它們主要用於 LCD 數(shù)位元元投影光引擎,以向空間光調(diào)製器照明平面提供均勻照明。在上圖中可以看到透鏡陣列。 (這張照片由 In Vision 提供,www.in-vision.at)。陣列中每個(gè)單獨(dú)的光學(xué)元件的形狀可以是正方形或矩形。
2002
w**elab86_Swsp ??? 3年前
光子焊接:提高撓性混合電子產(chǎn)品可制造性的新工藝 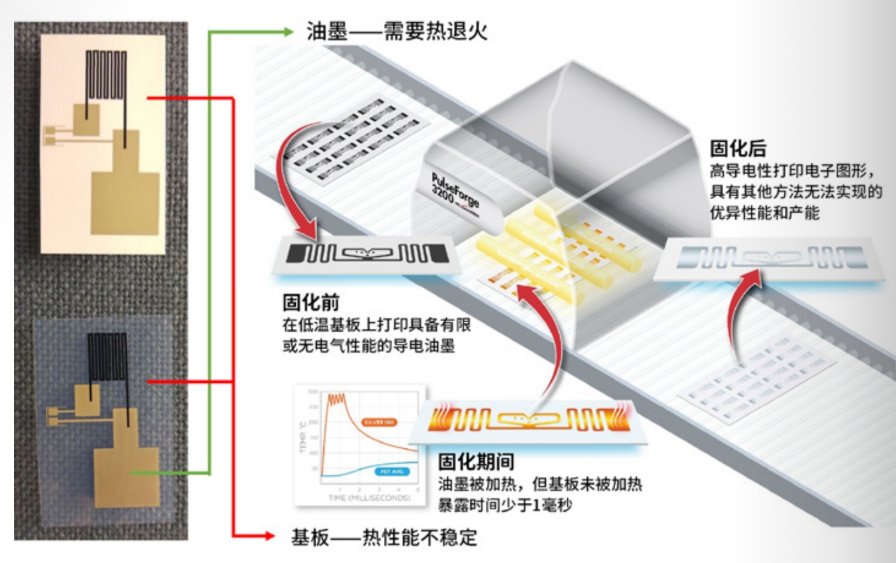
圖2顯示光吸收材料在光脈沖期間將被加熱,當(dāng)光被移除時(shí)會(huì)立即冷卻。雖然可以只使用一個(gè)脈沖進(jìn)行焊接,但更好的工藝是使用脈沖序列(具有不同的脈沖持續(xù)時(shí)間和功率),以避免過度加熱基板。
2686 1
金屬加工前沿 ??? 3年前
大型罐體的實(shí)例焊接--雙面雙弧工藝 
裝配完畢后用磨光機(jī)將焊點(diǎn)正反打磨見光澤。1.3 裝配時(shí),避免強(qiáng)制裝配,以減少構(gòu)件的內(nèi)應(yīng)力。盡量避免其他物體沾污或擦傷板材表面。筒體表面禁止隨意引弧或隨意焊接安裝臨時(shí)構(gòu)件。焊縫兩側(cè)的表面應(yīng)避免使用鐵錘矯正。
2885
化工交流 ??? 3年前
焊接缺陷及防治措施 
(6)選用適當(dāng)?shù)?em>焊接工藝參數(shù),堿性焊條極性應(yīng)采用直流反接,電弧發(fā)生偏吹時(shí),應(yīng)及時(shí)調(diào)整焊接角度。 5、處理方法 (1)任何焊接質(zhì)量缺陷在返修前都應(yīng)查明原因,返修工作應(yīng)由考試合格有相應(yīng)資格的焊工來承擔(dān)。 (2)焊縫表面缺陷,若深度不超過0.5mm時(shí),只需用砂輪打磨處理,不需要補(bǔ)焊;若深度超過0.5mm時(shí),則應(yīng)予補(bǔ)焊,補(bǔ)焊后應(yīng)磨光,磨光后的表面應(yīng)光滑平整,均勻過渡。
4198
化工設(shè)備人 ??? 4年前
管道焊接施工方案 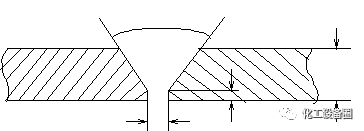
型單面坡口,坡口各部分尺寸如下圖所示:厚 度 坡口尺寸間 隙 C(mm)鈍 邊 P(mm)坡口角度α(°)3~90~20~265~75 9~120~30~355~65 若采用熱加工置備坡口,則必須用角向磨光機(jī)除去坡口表面氧化皮
2995 1
化工設(shè)備人 ??? 3年前
焊接不銹鋼管切割后怎樣去毛刺鏡面研磨拋光? 
精磨采用輕切削力的精密研磨拋光磨料,磨料砂粒度小,可以進(jìn)一步降低表面粗糙度。精磨完成后最后一道工序是利用 鏡面研磨拋光機(jī),用鏡面研磨拋光材料,進(jìn)行提光增亮,鏡面拋光處理。6. 最后總結(jié)在這個(gè)案例中,我們展示了一個(gè)304不銹鋼焊接管五金制品零部件產(chǎn)品外表面的自動(dòng)化去毛刺清洗油污鏡面研磨拋光的工藝過程。
3238
jerrylu ??? 2年前
不銹鋼如何選擇焊接材料 
首先,我們回想一下,不銹鋼不生銹的原因是:Cr與O的反應(yīng)在材料表面生成了一層致密的氧化物層,并起到了保護(hù)作用。不銹鋼生銹是因?yàn)樘蓟锏奈龀?見最后一個(gè)問題)以及焊接過程中的加熱造成焊件表面生成了鐵的氧化物。在焊態(tài),完美的焊件也可能在24小時(shí)內(nèi)在焊接熱影響區(qū)邊界處的生銹地方產(chǎn)生咬邊。
2644 2 1
金屬材料的世界 ??? 3年前
3D打印技術(shù)分類,及非主流技術(shù)介紹 
△這個(gè)過程在加熱最少的情況下,會(huì)在薄金屬帶和基板之間形成固態(tài)原子鍵或焊接,多個(gè)層一個(gè)接一個(gè)地焊接在一起以增加高度重復(fù)此過程,直到構(gòu)建出實(shí)體部分。然后可以使用CNC輪廓銑削,來獲得所需的公差和零件的最佳表面光潔度。為什么使用超聲波增材制造?硬質(zhì)金屬外表面可以構(gòu)建在由較輕金屬制成的結(jié)構(gòu)上,以提供耐用性和重量輕的零件。
2161 1 1
南極熊3D打印 ??? 3年前
3D打印技術(shù)分類,及非主流技術(shù)介紹
△這個(gè)過程在加熱最少的情況下,會(huì)在薄金屬帶和基板之間形成固態(tài)原子鍵或焊接,多個(gè)層一個(gè)接一個(gè)地焊接在一起以增加高度重復(fù)此過程,直到構(gòu)建出實(shí)體部分。然后可以使用CNC輪廓銑削,來獲得所需的公差和零件的最佳表面光潔度。為什么使用超聲波增材制造?硬質(zhì)金屬外表面可以構(gòu)建在由較輕金屬制成的結(jié)構(gòu)上,以提供耐用性和重量輕的零件。
2806
南極熊3D打印 ??? 3年前
基于comsol的激光表面加工仿真 
激光熱加工是指利用激光束投射到材料表面產(chǎn)生的熱效應(yīng)來完成加工過程,包括激光焊接、激光雕刻切割、表面改性、激光鐳射打標(biāo)、激光鉆孔和微加工等;光化學(xué)反應(yīng)加工是指激光束照射到物體,借助高密度激光高能光子引發(fā)或控制光化學(xué)反應(yīng)的加工過程。包括光化學(xué)沉積、立體光刻、激光雕刻刻蝕等。(轉(zhuǎn)載至:百度百科)本模型采用激光熱源和動(dòng)網(wǎng)格,來描述激光加熱表面,使其氣化后的形貌表現(xiàn)。
4598 91 1
琳泓c(diǎn)omsol ??? 6年前
干貨分享丨波峰焊常見焊接缺陷原因分析及預(yù)防對(duì)策 
c) 掉片(丟片):貼片膠質(zhì)量差,或貼片膠固化溫度不正確,固化溫度過高或過低都會(huì)降低粘接強(qiáng)度,波峰焊接時(shí)經(jīng)不起高溫沖擊和波峰剪切力的作用,使貼裝元件掉在料鍋中。d) 看不到的缺陷:焊點(diǎn)晶粒大小、焊點(diǎn)內(nèi)部應(yīng)力、焊點(diǎn)內(nèi)部裂紋、焊點(diǎn)發(fā)脆、焊點(diǎn)強(qiáng)度差等,需要X光、焊點(diǎn)疲勞試驗(yàn)等檢測(cè)。這些缺陷主要與焊接材料、PCB焊盤的附著力、元器件焊端或引腳的可焊性及溫度曲線等因素有關(guān)。來源:網(wǎng)絡(luò)
3246 1
電子制造工藝技術(shù) ??? 3年前
激光深熔焊接的原理及主要工藝參數(shù)
光束焦斑 光束斑點(diǎn)大小是激光焊接的最重要變量之一,因?yàn)樗鼪Q定功率密度。但對(duì)高功率激光來說,對(duì)它的測(cè)量是一個(gè)難題,盡管已經(jīng)有很多間接測(cè)量技術(shù)。光束焦點(diǎn)衍射極限光斑尺寸可以根據(jù)光衍射理論計(jì)算,但由于聚焦透鏡像差的存在,實(shí)際光斑要比計(jì)算值偏大。最簡(jiǎn)單的實(shí)測(cè)方法是等溫度輪廓法,即用厚紙燒焦和穿透聚丙烯板后測(cè)量焦斑和穿孔直徑。
3588 3
化工設(shè)備人 ??? 4年前
原材料、焊接件無損檢測(cè) 
無損探傷檢測(cè)范圍:焊縫表面缺陷檢查。檢查焊縫表面裂紋、未焊透及焊漏等焊接質(zhì)量。2、內(nèi)腔檢查。檢查表面裂紋、起皮、拉線、劃痕、凹坑、凸起、斑點(diǎn)、腐蝕等缺陷。3、狀態(tài)檢查。當(dāng)某些產(chǎn)品(如蝸輪泵、發(fā)動(dòng)機(jī)等)工作后,按技術(shù)要求規(guī)定的項(xiàng)目進(jìn)行內(nèi)窺檢測(cè)。4、裝配檢查。
2033
narsei ??? 4年前
原材料、焊接件無損檢測(cè) 
無損探傷檢測(cè)范圍:焊縫表面缺陷檢查。檢查焊縫表面裂紋、未焊透及焊漏等焊接質(zhì)量。2、內(nèi)腔檢查。檢查表面裂紋、起皮、拉線、劃痕、凹坑、凸起、斑點(diǎn)、腐蝕等缺陷。3、狀態(tài)檢查。當(dāng)某些產(chǎn)品(如蝸輪泵、發(fā)動(dòng)機(jī)等)工作后,按技術(shù)要求規(guī)定的項(xiàng)目進(jìn)行內(nèi)窺檢測(cè)。4、裝配檢查。
2017
narsei ??? 4年前
不銹鋼制品去毛刺鏡面研磨拋光工藝方法 
精磨采用輕切削力的精密研磨拋光磨料,磨料砂粒度小,可以進(jìn)一步降低表面粗糙度。精磨完成后最后一道工序是利用鏡面研磨拋光機(jī) ,用鏡面研磨拋光材料 ,進(jìn)行提光增亮,鏡面拋光處理。6. 最后總結(jié)在這個(gè)案例中,我們展示了一個(gè)304不銹鋼焊接管五金制品零部件產(chǎn)品外表面的自動(dòng)化去毛刺清洗油污鏡面研磨拋光的工藝過程。
2854
jerrylu ??? 2年前
不銹鋼機(jī)加工零件產(chǎn)品怎樣去毛刺鏡面研磨拋光? 
精磨采用輕切削力的精密研磨拋光磨料,磨料砂粒度小,可以進(jìn)一步降低表面粗糙度。精磨完成后最后一道工序是利用鏡面研磨拋光機(jī) ,用鏡面研磨拋光材料 ,進(jìn)行提光增亮,鏡面拋光處理。6. 最后總結(jié)在這個(gè)案例中,我們展示了一個(gè)304不銹鋼焊接管五金制品零部件產(chǎn)品外表面的自動(dòng)化去毛刺清洗油污鏡面研磨拋光的工藝過程。
2182
jerrylu ??? 2年前
機(jī)械技術(shù)要求大全,機(jī)械人必備! 
非加工表面上的澆冒口殘留量要鏟平、磨光,達(dá)到表面質(zhì)量要求。6. 鑄件上的型砂、芯砂和芯骨應(yīng)清除干凈。7. 鑄件有傾斜的部位、其尺寸公差帶應(yīng)沿傾斜面對(duì)稱配置。8. 鑄件上的型砂、芯砂、芯骨、多肉、粘沙等應(yīng)鏟磨平整,清理干凈。9. 對(duì)錯(cuò)型、凸臺(tái)鑄偏等應(yīng)予以修正,達(dá)到圓滑過渡,一保證外觀質(zhì)量。10.
2536 1
機(jī)械設(shè)計(jì)師 ??? 4年前
氫燃料電池雙極板材料工藝分析 
5、激光焊接符合質(zhì)量要求的陰極板在此階段通過激光焊接,形成完整的陽極板。雙極板的激光焊接方法如上圖所示。激光束沿設(shè)計(jì)在雙極板周圍的密封槽焊接,激光通過生成的焊縫連接陰陽極板,如下圖所示。焊接后,雙極板的冷卻液口袋完全密封,最后進(jìn)行密封性能測(cè)試。6、涂層處理然后,雙極性板被涂上涂層,提高雙極性板的耐蝕性。目前常用的涂層處理是使用PVD方法。
2627
材料科學(xué)與工程技術(shù) ??? 3年前
PCBA組合板角搭焊盤的激光焊接工藝選擇 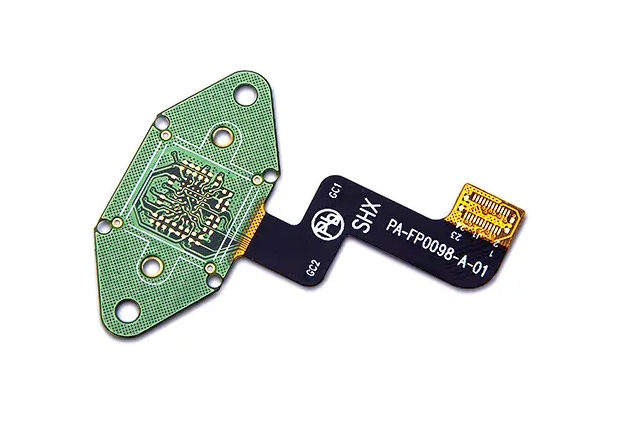
工業(yè)電子:半導(dǎo)體制冷器件、硬盤磁頭、光通信模塊等微電子封裝場(chǎng)景。 二、兩塊PCBA板角搭焊盤的焊接流程 角搭焊盤(邊緣互連焊點(diǎn))的激光錫膏焊接流程如下: 1. 預(yù)處理: 清潔焊盤表面,確保無氧化或污染。 2. 錫膏涂覆: 通過精密點(diǎn)膠系統(tǒng)預(yù)置防飛濺錫膏于角搭焊盤(用量精確至毫克級(jí))。 3.
2189
紫宸激光 ??? 9月前
Ansys Zemax | 大功率激光系統(tǒng)的STOP分析2:如何進(jìn)行光機(jī)械設(shè)計(jì)準(zhǔn)備 
大功率激光器廣泛用于各種領(lǐng)域當(dāng)中,例如激光切割、焊接、鉆孔等應(yīng)用中。由于鏡頭材料的體吸收或表面膜層帶來的吸收效應(yīng),將導(dǎo)致在光學(xué)系統(tǒng)中由于激光能量吸收所產(chǎn)生的影響也顯而易見,大功率激光器系統(tǒng)帶來的激光能量加熱會(huì)降低此類光學(xué)系統(tǒng)的性能。為了確保焦距穩(wěn)定性和激光光束的尺寸和質(zhì)量,有必要對(duì)這種效應(yīng)進(jìn)行建模。
2005
宇熠科技 ??? 3年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
