



消失模涂料采購要點匯總:流平性、涂掛性、涂層強不開裂! 
消失模錳鋼涂料消失模涂料骨科粉 消失模鑄鐵涂料消失模鑄鋼涂料使用方法: 1:將干粉涂料加60-65%水進行攪拌,攪拌1-2小時即可。根據所需濃度,再加水進行調配。 2:使用時進行淋涂,浸涂,刷涂均可。 3:根據鑄件大小決定涂料厚度。
2485 1 1
鑄造工程師 ??? 3年前
涇縣明華消失模涂料江正宏講的消失模蹋箱(塌箱/潰型),核心是涂層+負壓+工藝三大類原因,以下是實戰版總結:
涇縣明華涂料江正宏講的消失模蹋箱(塌箱/潰型),核心是涂層+負壓+工藝三大類原因,以下是實戰版總結: 一、涂料核心原因(江正宏重點強調) - 涂層高溫強度不足:扛不住干砂側壓+金屬液沖擊,局部潰散、穿孔、塌陷(尤其內澆道上方、大平面) ? - 涂層厚度不均/過薄:轉角、厚
893 1
AI消失模鑄造江正宏: 13812874217 ??? 2月前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
上涂料時,通過翻轉模樣,將涂料噴淋到各個部位。泥漿泵及其管路,還起著對槽中涂料進行循環攪拌作用。涂層厚度控制在1.0-1.5mm。由于泡沫模樣在施涂過程中需翻轉,而且要多人合作完成,澆注系統容易碰掉或損壞。因此,我們把模樣及澆注系統分開上涂料,烘干后再組裝起來,并進行必要的修補、烘干,供澆注用。模樣的烘干溫度為45℃±5℃。
2701
鑄造工程師 ??? 4年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
除了這方面原因,炭黑的產生還與澆注溫度和澆注系統及澆注工藝、消失模涂料性能、砂型的緊實度和透氣性,真空泵抽氣操作等皆有很大的關系,以下是影響鑄件產生炭黑缺陷的具體原因分析:(1)由于白模材料EPS本身的C/H質量比為92/8,其本身不含O元素,碳元素含量高,因此,EPS的白模容易產生炭黑。(2)消失模涂料性能和質量欠佳,沒有達到充分排氣。
4895 4 1
鑄造工程師 ??? 2年前
消失模高品質鑄件決定因素,從泡沫珠粒選擇等五個方面一一解析 
兩片泡沫模片對接時,粘結面上的黏膠總有一定的厚度,一般取0.1~0.3mm。對于壁厚較薄的泡沫模片可適當增加對接處的厚度。要求模樣組裝用黏結劑氣化迅速、無殘留物。在粘合模樣及澆注系統時黏結劑的用量必須薄而均勻,過多的黏結劑可能導致模樣氣化不完全,因其未氣化徹底留的殘渣同樣影響鑄件質量。消失模鑄造澆注系統的材料泡沫塑料要選對用對,我們的主張是澆注系統用料最好和成型的模樣白件用料一致。
3123
鑄造工程師 ??? 4年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
為克服以上問題,就要改變常規裝箱塑膜覆蓋真空砂箱工藝方法,“消失模空殼鑄造法”極易塌箱的技術難點才能得以解決。 1.消失模空殼鑄造法簡述 消失模空殼鑄造法采用超強耐燒的新型涂料,先把型內的EPS泡沫燒掉,以形成殘留碳量甚微的空腔殼型,而后再澆注高溫金屬液的一種先進實用的消失模鑄造方法。
2913
鑄造工程師 ??? 4年前
消失模工藝鑄件含碳量超標的9大主要原因分析及操作要點匯總 
針對消失模生產低碳鋼鑄鋼件時,各種可能造成含碳量超標的原因分析歸納總結后,對消失模生產低碳鋼鑄鋼件的生產工藝技術參數設計進行修改調整,營造出一個合理可靠的低碳鋼鑄鋼件澆注工藝技術條件設置系統的生產運行模式,從而保證采用消失模生產合格的低碳鋼鑄鋼件產品的技術要求。
2304
鑄造工程師 ??? 4年前
消失模鑄造氣孔缺陷解決方法
消失模鑄造中容易出現的氣孔缺陷:1、澆注溫度低,充型前沿金屬液不能使泡沫充分分解汽化,未分解的殘留物質來不及浮集到上面及冒口中,汽化分解生成的氣體及殘留物不能及時排出鑄型而凝固在鑄件中,另外,模樣分解不充分,液相殘留物會堵塞涂料層,使熱解氣體排出受阻,腔內形成反壓力,充型流動性下降,凝固快。
2679
鑄造工程師 ??? 3年前
鑄鐵、鑄鋼、高錳鋼涂料如何選擇?一一細解 
公司主要從事消失模涂料研究、加工、銷售及售后技術服務。經過數年來的研發升級,目前主要產品有鑄鐵、鑄鋼及低合金鋼、高錳鋼、高鉻鑄鐵、耐熱鋼、不銹鋼等系列涂料。2021年銷量已突破兩萬噸,暢銷國內大部分省區及海外印度、馬來西亞、巴西等國家。鑄鐵類水基涂料(不分內外層)適用于600KG以下、壁厚20mm以下的灰鐵、球鐵件,如電機殼、機床床身類鑄件。
2612 3 3
鑄造工程師 ??? 3年前
消失模鑄件(碳缺陷)核心原因與防控思路 
作者:江正宏(涇縣明華消失模涂料) 消失模鑄件的碳缺陷(俗稱“碳陷”),是制約鑄件表面質量、加工性能與使用可靠性的核心頑疾。其本質為:白模熱解產物未及時排出,在高溫金屬液作用下形成游離碳/固碳,侵入鑄件表面或內部。
998 1
AI消失模鑄造江正宏: 13812874217 ??? 2月前
大型支座鍛件工藝開發及優化提高 
這時鍛模型腔逐漸形成封閉空間,由于固體不可壓縮,且多余的坯料逐漸開始往外流動形成飛邊,需要較大的鍛打壓力把多余的金屬排出模具型腔使鍛件厚度尺寸達到要求。因此,上模載荷急劇增加,直至鍛打結束,載荷達到最大值。
3177 1 1
FMMM ??? 4年前
【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
應用:可用于生產各種類型的合金,如鋁合金、鋅合金、銅合金、球墨鑄鐵等 (9)消失模鑄造(Lost foam casting ) 消失模鑄造(又稱實型鑄造):是將與鑄件尺寸形狀相似的石蠟或泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。
2871 1
機械工程師 ??? 4年前
外墻螺桿洞如何封堵?樣板工序“七步走”! 
第五步用抹刀將螺栓孔處抹平,防水材料為防水涂料時,可抹成50*50㎜的方塊。填充完成后,需對其進行養護,確保表面平整、干凈、無起沙。第六步待防水砂漿凝固后,以外墻螺桿為中心,按照圖紙要求涂刷聚氨酯防水涂料。先涂一層底膠,底膠必須均勻。底膠固化后,進行第二次涂刷,涂刷方向必需與前一次垂直交叉,防止漏刮。依次涂刷三到五次,直至厚度經檢測達到1.5㎜合格后,停止涂刷。
2600
學長施工日志 ??? 3年前
塑膠的結構設計:加強筋篇(中) 
方法一:把連接外壁的部分加強筋厚度減薄,其他位置保持原厚度,此方法適用于減薄后出模方式不改變的加強筋。方法二:對于減薄后出模方式改變的加強筋,根部走斜頂(或滑塊),使其連接外壁的厚度減薄。
5268 2
結構攻城獅 ??? 4年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 
根據試驗得到的數據,通過響應面分析,提出降低下模與鑄件傳熱系數來改善鑄件成形質量的方法。在實際生產中可以通過改變下模鑄型涂料的方式,來達到降低下模與鑄件傳熱系數的目的。 表1 響應面試驗因素水平表在Procast軟件中可選取鑄件底部的網格,設置使其與底部模具之間的界面傳熱系數比其他模具與鑄件之間界面傳熱系數低,結合之前優化后的澆注系統,得到如圖6所示的預測結果。
3278
鑄造工程師 ??? 3年前
高分子材料常見的幾種老化試驗 
損傷類型主要有褪色、光澤消失、粉化、龜裂、開裂、模糊、起泡、脆化、強度減小和氧化。▎測試儀器:紫外燈老化試驗箱▎適用產品范圍:塑膠、涂料、橡膠、油漆等。
2911
高分 ??? 3年前
【專業知識】鑄、鍛、焊、軋、機加工及3D打印——各種金屬材料最全的成形工藝介紹 
應用:可用于生產各種類型的合金,如鋁合金、鋅合金、銅合金、球墨鑄鐵等 (9)消失模鑄造(Lost foam casting ) 消失模鑄造(又稱實型鑄造):是將與鑄件尺寸形狀相似的石蠟或泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法
2935
機械工程師 ??? 4年前
電線電纜制造工藝之絞線成纜工藝要求 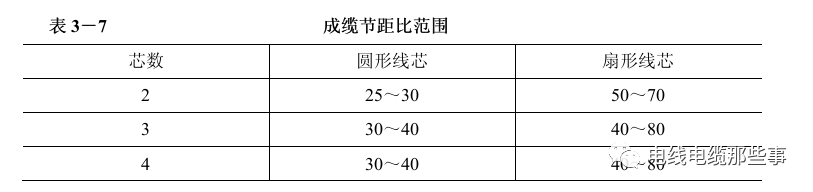
沒有退扭絞合多用于緊壓型線芯,因為自扭產生的殘余應力是彈性變形,壓型為塑性變形,因此經過緊壓后內應力即可消失。 1.絞合方向 裸絞線的扭絞方向不論是同心絞合還是復絞,其最外層都規定為右向(z型); 絕緣導線的絞合最外層為左向(s型)。無論是右向還是左向,其相鄰兩層絞向必須相反。這是為了產品統一,便于連接,并防止單線松散。 2.并線模 并線模是絞線的重要控制點。
5831
電線電纜那些事 ??? 3年前
【建議收藏】改性尼龍生產過程中的15大要點 
加大射嘴孔,這種現象就會消失。常見于PA、POM、ABS生產過程。
4928 1
化工活動家 ??? 3年前
案例 | 汽車結構件減震塔的鋁合金壓鑄工藝優化 
計算得到該減震塔平均壁厚為3mm,模腔充填時間推薦值為0.05~0.10s,取值0.07s。由此計算得到的內澆口截面面積Ag為391.87mm2;根據設計手冊,內澆口厚度T取值1.5mm,內澆口總寬度L=Ag/T=261.25mm。
2855 1
FLOW3D 流體仿真 ??? 1年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
