



自主仿真 | 基于PERA SIM的板折彎成型分析-折彎成型、非線性、塑性 
關(guān)鍵詞:折彎成型;非線性;塑性1.引言板料折彎成形是指把薄板材料彎成一定角度的加工方法。
2224 1
安世亞太 ??? 2年前
Ansys專業(yè)金屬?zèng)_壓成型解決方案 
什么是金屬板料成型?
2346 2
Cruise ??? 3年前
汽車用熱成型鋼板的加工工藝 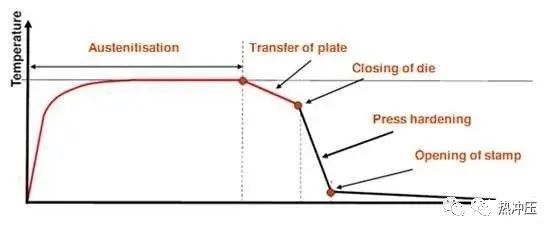
熱沖壓加工 從加熱爐出來的板料會(huì)迅速被機(jī)械手夾鉗送至熱成型模具型腔進(jìn)行沖壓加工,熱成型模具相比冷沖壓模具關(guān)鍵區(qū)別在于多了水路冷卻系統(tǒng),保壓冷卻的過程中(淬火),板料的金相組織會(huì)完全變?yōu)轳R氏體組織。馬氏體組織的強(qiáng)度、硬度非常高,熱成型件的抗拉強(qiáng)度可達(dá)1500MPa,零件表面硬度可達(dá)到52HRC。 4.
4659
金屬加工前沿 ??? 2年前
ZEMAX軟件技術(shù)應(yīng)用專題:智慧型手機(jī)鏡頭模組 
射出成型技術(shù)使可能的創(chuàng)新光學(xué)機(jī)構(gòu)設(shè)計(jì)技術(shù),具有大規(guī)模生產(chǎn)的模塊很多好處。鏡頭可以設(shè)計(jì)成具有復(fù)雜的邊緣特徵,使它們能夠堆疊,從而簡化組裝並消除對齊的需要。Zemax 工具使注塑光學(xué)元件的可能性最大化變得簡單。在 OpticStudio 中創(chuàng)建的光學(xué)設(shè)計(jì)可以無縫轉(zhuǎn)換為原始 CAD 元件,並且所有光學(xué)資訊都完好無損。
2042
w**elab86_Swsp ??? 3年前
為什么說鋁沖壓和液壓成型工藝是未來發(fā)展趨勢 
而鋁材(沖壓)成型工藝作為全鋁車身汽車的第一大工序也必將經(jīng)歷技術(shù)革新的過程。液壓成型、伺服成型還是鑄鋁擠壓成型等技術(shù)工藝,哪種方案最終能在產(chǎn)能、品質(zhì)、成本中取得平衡,其或?qū)⒊蔀殇X材(沖壓)成型工藝的主流。
2234
機(jī)械學(xué)霸 ??? 3年前
汽車B柱輕量化設(shè)計(jì)研究 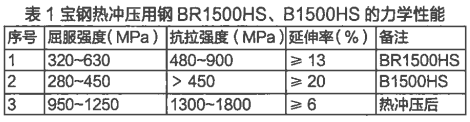
熱成型工藝介紹 熱成型首先是在加熱爐中 將板料加熱至再結(jié)晶溫度以上(一般在900℃以上)一段時(shí)間 , 使其微觀晶體組織由鐵素體完全轉(zhuǎn)化為奧氏體; 然后將完全奧氏體化的板料在幾秒內(nèi)迅速轉(zhuǎn)移到成形設(shè)備中進(jìn)行沖壓成形
3766 1 1
FMMM ??? 3年前
基于HUANG晶體塑性板材沖壓成型模擬 
基于HUANG晶體塑性板材沖壓成型模擬------案例十四案例教學(xué)如下1,分別建立板料半徑80mm的1/4圓環(huán),厚度0.65,夾具和沖頭模型并裝配沖壓的模型2,分配材料屬性:板材采用晶體塑性本構(gòu),夾具沖頭采用純彈性屬性,并且在沖壓過程形狀中形狀保持不變(約束成剛體)3,建立接觸條件,建立板料與上下夾具,以及沖頭的接觸接觸屬性的建立4,建立合適的約束條件,夾具完全固定
2687 5 2
晶體塑性有限元 ??? 4年前
激光焊接在熱成形門環(huán)中的應(yīng)用 
門環(huán)的成本包括:板料費(fèi)、加工費(fèi)、工裝費(fèi)分?jǐn)偂b物流費(fèi)和管理利潤等,而板料費(fèi)又細(xì)分為:材料費(fèi)、落料費(fèi)、激光焊接費(fèi)(包含去除鍍層)、工裝費(fèi)分?jǐn)偂b物流費(fèi)和管理利潤等。
4841 3
金屬加工前沿 ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
2、一定要保證成型充分,因此需要仔細(xì)調(diào)整,每次調(diào)整量最好不要超過0.15毫米,如果調(diào)整量過大,容易造成機(jī)器的損壞和模具的損壞。3、對于拉伸成型,請選用輕型彈簧組件,以防止板料的撕裂,或因變形不均勻卸料困難等。4、在成型模具周圍安裝球型支撐模具,防止板料傾斜。5、成型位置應(yīng)當(dāng)盡量遠(yuǎn)離夾鉗。6、成型加工最好放在加工程序的最后來實(shí)現(xiàn)。
2060
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
Moldex3D模流分析之熱澆道產(chǎn)業(yè)解決方案 
解決方案Moldex3D Solution Add-ons支援各種創(chuàng)新的成型技術(shù)。熱澆道設(shè)備商挑戰(zhàn)與解決方案Moldex3D能幫助設(shè)計(jì)者與制造商檢查熱澆道系統(tǒng)內(nèi)的熔膠溫度、壓降、剪切生熱及模具溫度的分布動(dòng)態(tài)。利用模擬結(jié)果有助于了解復(fù)雜的熱澆道系統(tǒng),發(fā)現(xiàn)并解決重要的潛在問題。
2045
Moldex3D 中國 ??? 3年前
【專業(yè)知識】最全的沖壓工藝與產(chǎn)品設(shè)計(jì)知識大匯總 
沖裁:指用模具沿沿一定的曲線或直線沖切板料(包括以下幾類)整修是對沖裁件的斷面部分進(jìn)行再加工的分離加工方法,整修變形是一種切削機(jī)理,其工件的尺寸精度和斷面質(zhì)量比沖裁件好。3.成型工序的類別成型工序較多,包括:彎曲、拉深、翻邊、脹形和擠壓工藝等。
3104 1
機(jī)械工程師 ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
2、一定要保證成型充分,因此需要仔細(xì)調(diào)整,每次調(diào)整量最好不要超過0.15毫米,如果調(diào)整量過大,容易造成機(jī)器的損壞和模具的損壞。3、對于拉伸成型,請選用輕型彈簧組件,以防止板料的撕裂,或因變形不均勻卸料困難等。4、在成型模具周圍安裝球型支撐模具,防止板料傾斜。5、成型位置應(yīng)當(dāng)盡量遠(yuǎn)離夾鉗。6、成型加工最好放在加工程序的最后來實(shí)現(xiàn)。
2379
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
【技術(shù)熱點(diǎn)】三維五軸激光在熱沖壓成形應(yīng)用上的工藝提升 
加工1mm板料,可提升50%切割速度。 (2) 加工小于2 mm厚度的板料,3kw功率二合一光纖激光的切割速度快于4kw普通激光的切割速度。 (3) 加工1.5 mm厚度板料,3kw功率二合一光纖激光的切割效率可提升8%。
3720
熱成形產(chǎn)業(yè)聯(lián)盟 ??? 2年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學(xué)到老! 
2、一定要保證成型充分,因此需要仔細(xì)調(diào)整,每次調(diào)整量最好不要超過0.15毫米,如果調(diào)整量過大,容易造成機(jī)器的損壞和模具的損壞。3、對于拉伸成型,請選用輕型彈簧組件,以防止板料的撕裂,或因變形不均勻卸料困難等。4、在成型模具周圍安裝球型支撐模具,防止板料傾斜。5、成型位置應(yīng)當(dāng)盡量遠(yuǎn)離夾鉗。6、成型加工最好放在加工程序的最后來實(shí)現(xiàn)。
2179 1
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
液壓成形,一種新的先進(jìn)制造技術(shù) 
長遠(yuǎn)看,殼體液壓成形將選用輕質(zhì)傳力介質(zhì),因?yàn)樗鳛槟壳暗膫髁橘|(zhì)具有成本低和清潔的優(yōu)點(diǎn),但是對于大型殼體,水的質(zhì)量很大,限制了該技術(shù)的發(fā)展應(yīng)用,因此開發(fā)密度小于水的介質(zhì)是殼體液壓成型技術(shù)的一個(gè)主要發(fā)展方向。在焊接環(huán)節(jié),將應(yīng)用高能束焊接技術(shù)和自動(dòng)化工藝焊接封閉殼體。目前封閉殼體多采用手工電弧焊,容易引起焊接接頭質(zhì)量問題導(dǎo)致成形時(shí)開裂。
3804 10 4
鑄造工程師 ??? 3年前
汽車沖壓生產(chǎn)車間工藝概述
彎曲:將板料、型材、管材或棒材等彎成一定的角度、一定曲率形成一定形狀的沖壓方法。翻邊:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成豎立邊緣的沖壓成型方法。2. 分離工序是使板料按一定的輪廓線分離而獲得一定形狀、尺寸和切斷面質(zhì)量的沖壓件。分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內(nèi)的部分作為沖裁件時(shí),稱為落料。
2805 1
金屬加工前沿 ??? 3年前
Workbench彎板機(jī)沖壓板材折彎成型仿真教程 

采用Workbench19.0實(shí)現(xiàn)板料的折彎成型,在成型后,熱處理,消除殘余應(yīng)力;涉及建模、材料屬性、分網(wǎng)格、約束添加、加載、卸載等。視頻操作和源文件見附件。
228
憶森 ??? 5年前
Abaqus鈑金多次沖壓成形 
定位第一套模具的空間位置;定位胚料在第一套模具上的相對位置;進(jìn)行第一次成型;定位初次成型后半成品料在第二套模具上的相對位置;進(jìn)行第二次成型;3、幾何模型 根據(jù)成型件的尺寸繪制的兩個(gè)模具及板料的裝配圖如圖所示,具體尺寸可見附件中的inp格式文件。
3515 6 3
陳宏燃 ??? 3年前
30個(gè)沖壓模具設(shè)計(jì)與成形工藝經(jīng)驗(yàn),收藏一波 
調(diào)成型角度時(shí),可以收小折彎時(shí)的R角或移動(dòng)折線基準(zhǔn)來實(shí)現(xiàn)達(dá)到成型角度的目的。18.調(diào)模時(shí)多數(shù)采用墊片來調(diào)節(jié)成型公的高低,或者左右前后移動(dòng)成型公件, 墊片一般使用不銹鋼硬片。(如是客戶不準(zhǔn)用墊片,就等模具調(diào)好后再做新的工件給客戶)19.
2679
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
汽車沖壓自動(dòng)化生產(chǎn)線規(guī)劃及注意事項(xiàng) 
板料涂油機(jī)(選項(xiàng))、板料對中臺及控制系統(tǒng)等組成,具體如圖2所示。
5025
金屬加工前沿 ??? 2年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
