



ZEMAX技術分享:確保自由曲面設計的可制造性 
在離軸切削的情況下,表面的最大 X 局部半徑必須大于刀具尖端半徑,最大 Y 局部半徑必須大于切削邊緣半徑。如果進入 OpticStudio 分析 -> 表面 -> 曲率,我們可以檢查整個表面的曲率分布。此圖將曲面的子午、弧矢、x 和 y 曲率顯示為 2D 彩色、等高線圖或 3D 曲面圖(請參閱 OpticStudio 用戶手冊了解更多詳情)。
2636
w**elab86_Swsp ??? 2年前
Ansys Zemax | 確保自由曲面設計的可制造性 
在離軸切削的情況下,表面的最大 X 局部半徑必須大于刀具尖端半徑,最大 Y 局部半徑必須大于切削邊緣半徑。 如果進入 OpticStudio 分析 -> 表面 -> 曲率,我們可以檢查整個表面的曲率分布。此圖將曲面的子午、弧矢、x 和 y 曲率顯示為 2D 彩色、等高線圖或 3D 曲面圖(請參閱 OpticStudio 用戶手冊了解更多詳情)。
2620 8 4
宇熠科技 ??? 2年前
Ansys Zemax | 確保自由曲面設計的可制造性 
在離軸切削的情況下,表面的最大 X 局部半徑必須大于刀具尖端半徑,最大 Y 局部半徑必須大于切削邊緣半徑。如果進入 OpticStudio 分析 -> 表面 -> 曲率,我們可以檢查整個表面的曲率分布。此圖將曲面的子午、弧矢、x 和 y 曲率顯示為 2D 彩色、等高線圖或 3D 曲面圖(請參閱 OpticStudio 用戶手冊了解更多詳情)。
2501
宇熠科技 ??? 8月前
浩瀚的CAD/CAM軟件 2021 
工作原理是:在凸自由曲面內嵌入一個最小的長方塊,這樣凸自由曲面特征就被轉換成一個凹特征。最小的長方塊與最終產品模型的合并就構成了被稱為虛擬模型的一種間接產品模型。TOOL軌跡的生成方法分成三步:(1)、切削SURFACES特征;(2)、切削NURBS曲面特征;(3)、切削BUER特征。Jong-Yun Jung研究了基于特征的非切削刀跡生成問題(G00相關)。
3155 1 2
Jianhongwei810 ??? 4年前
生產制造 | EDGECAM 助力精密零件定制商突破加工困境 
04曲面加工質量超乎想象EDGECAM曲面銑削功能對于生產高精度、高質量的零件至關重要,在編程過程中可在零件曲面上生成一系列的等高輪廓路徑,完成零件曲面精加工。使用EDGECAM殘留高度控制選項,可自動調整分層高度和排刀步距,使零件精加工表面粗糙度保持一致。陡峭和平緩區域也可單獨控制,允許交替使用其他加工策略完成該區域精加工。
2592 2 1
??怂箍翟O計與仿真 ??? 12月前
基于UG模具零件數控銑削編程淺析 
零件的圓弧曲面與分型面之間的曲面為斜度曲面,所設計的刀路與圓弧曲面的刀路有不同,其中圓弧曲面采用平行刀路(所用刀具為 φ8R4的鎢鋼刀),如圖6(a)所示,斜曲面采用等高刀路(所用刀具為 φ20R0.8的刀粒刀),如圖6(b)所示,零件上表面和分型面為平面,采用平面銑削刀路(所用刀具為 φ20R0.8的刀粒刀),如圖6(c)所示。
2448
張偉一 ??? 3年前
CATIA V5常用模塊簡介(四) 
MMG特別合適于轎車的電子樣機及模具加工仿真,以5軸聯動的加工為轎車提供高質量的曲面。另外,MMG也能滿足原型加工、5軸切削及特種切削的要求。5軸加工能夠保證加工的快速和精確。MMG的易學易用及強大的加工能力使它既可以作為一個單獨產品在CAM加工中心的某一車間使用,也非常適合于整個CAM加工中心。
2939
【已注銷】 ??? 3年前
CNC石墨加工技術的應用與發展 
參數的設置:切削量:0.5mm加工速度:3m/min主軸轉速:15000rpm刀具的選擇:R刀:R3(帶曲面,曲面稍微大,適合曲面開粗) 中粗的效果圖 3) 精修精修石墨加工路徑如上圖是精修的加工路徑,精修加工爬坡的曲面很多種路徑:0°、45°、90°、包括環形的都有在切削,目前切削效果最好的還是90°的
1913
汽車零部件模具與注塑 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎?
六、曲面精度原因:1、切削參數不合理,工件曲面表面粗糙。2、刀具刃口不鋒利。3、刀具裝夾太長,刀刃避空太長。4、排屑,吹氣,沖油不好。5、編程走刀方式(可以盡量考慮走順銑)。6、工件有毛刺。改善:1、切削參數、公差、余量和轉速進給設置要合理。2、刀具要求操作員不定期檢查,不定期更換。
2314
數控編程教學 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎 
六·曲面精度: 原因: 1、切削參數不合理,工件曲面表面粗糙·。 2、刀具刃口不鋒利。 3、刀具裝夾太長,刀刃避空太長。 4、排屑,吹氣,沖油不好。 5、編程走刀方式,(可以盡量考慮走順銑)。 6、工件有毛刺。 改善: 1、切削參數,公差,余量,轉速進給設置要合理。
2307
數控編程網 ??? 4年前
UG加工編程 | 各個加工工序詳解 
圓角矩形中的內容為固定軸曲面輪廓銑操作子類型 FIXED-CONTOUR:固定軸曲面輪廓銑削,默認的驅動方法為邊界驅動,在該模式下可切換到任何一種驅動方式。CONTOUR-AREA:表面區域驅動,默認驅動方法為表面區域驅動,是使用最廣泛的一種驅動方式。
3814 1
張偉一 ??? 3年前
【米思米機械設備知識分享】- 立銑刀和端銑刀種類區別有哪些 
面銑刀常用于端銑較大的平面,立銑刀用于加工溝槽和臺階面等,鼓形銑刀主要用于對變斜角類零件的變斜角面的近似加工,模具銑刀適用于加工空間曲面零件,有時也用于平面類零件上有較大轉接凹圓弧的過渡加工。 立銑刀是數控銑削中最常用的一種銑刀。立銑刀的圓柱表面和端面上都有切削刃,圓柱表面的切削刃為主切削刃,端面上的切削刀為副切削刃。主切削刃一般為螺旋齒,這樣可以增加切削平穩性,提高加工精度。
2238
MISUMI米 ??? 3年前
五軸CNC模具加工你了解多少? 
人們普遍認為,五軸數控加工技術是加工連續、平滑、復雜曲面的唯一手段。一旦人們在設計、制造復雜曲面遇到無法解決的難題,就會求助五軸加工技術。但是,五軸聯動數控是數控技術中難度最大、應用范圍最廣的技術,它集計算機控制、高性能伺服驅動和精密加工技術于一體,應用于復雜曲面的高效、精密、自動化加工。國際上把五軸聯動數控技術作為一個國家生產設備自動化技術水平的標志。
2280 1
汽車零部件模具與注塑 ??? 4年前
【行業知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
3、在斜面及曲面上鉆孔 鉆頭的吃刀面或鉆透面為斜面、曲面或階梯時,定位精度較差,由于此時鉆頭為徑向單面吃刀,使刀具壽命降低。
2646
機械工程師 ??? 4年前
CNC數控編程常規 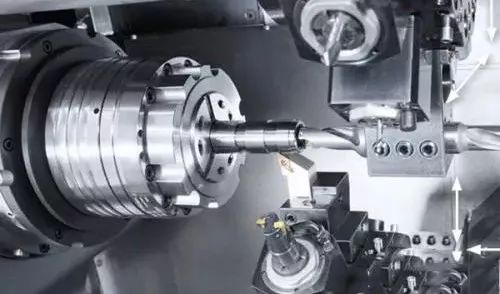
六、曲面精度: 原因: 1、切削參數不合理,工件曲面表面粗糙·。 2、刀具刃口不鋒利。 3、刀具裝夾太長,刀刃避空太長。 4、排屑,吹氣,沖油不好。 5、編程走刀方式,(可以盡量考慮走順銑)。 6、工件有毛刺。 改善: 1、切削參數,公差,余量,轉速進給設置要合理。
3687 1
數控編程網 ??? 2年前
生產制造 | ALPHACAM 石材解決方案 
? 幾何編輯工具集:提供直線、樣條曲線、曲面創建等基礎功能,搭配移動、修剪、倒圓角等編輯命令,可快速修復導入模型的裂縫、小孔等問題,保障加工前的模型完整性。02高效加工策略?輪廓加工:支持任意尺寸刀具的 2D 輪廓切削,可自定義刀具切入 / 切出路徑(直線、圓弧或組合形式),通過重疊切削避免加工痕跡,廣泛用于廚房臺面邊緣磨邊。
2688
海克斯康設計與仿真 ??? 7月前
刀具銷售很少知道的立銑刀原理 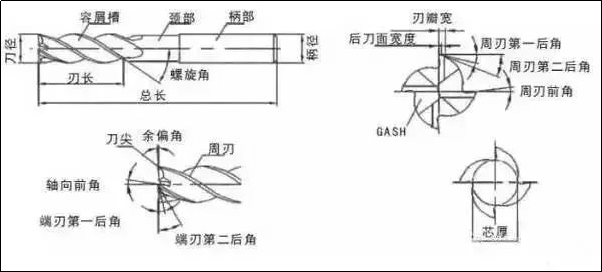
立銑刀的主切削刃在圓柱面上,端面上的切削刃是副切削刃。工作時不能沿著銑刀的軸向作進給運動。立銑刀可用于側面加工、槽加工、曲面加工等加工領域。對于各種加工形態,可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現在隨著涂層技術與刀具材料技術的進步,涂層硬質合金整體立銑刀與可轉位立銑刀逐漸普及,廣泛應用在模具加工、高硬度材料加工等領域。1.
2060
數控編程網 ??? 3年前
數控機床分類大全 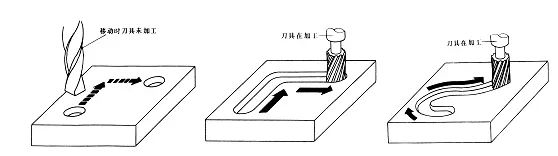
比如控制刀具同時繞 x 軸和 Y 軸兩個方向擺動,使得刀具在其切削點上始終保持與被加工的輪廓曲面成法線方向,以保證被加工曲面的光滑性,提高其加工精度和加工效率,減小被加工表面的粗糙度。
4317 4
數控編程網 ??? 2年前
數控編程課堂:加工中心,你真的懂嗎?干貨們!一文詳解加工中心
主軸的啟、停和變速等動作均由數控系統控制,并且通過裝在主軸上的刀具參與切削運動,是切削加工的功率輸出部件。是加工中心的關鍵部件,它決定加工中心的加工精度及穩定性。 (3)數控系統。
2263 1 1
數控編程教學 ??? 4年前
生產制造 | WORKNC 2025新功能:解鎖更高效率與更優加工質量 
新功能五平行精加工-在曲面邊停止?此功能可避免刀具在表面選擇的邊緣上滾動,以保證最佳的精加工質量,高效編程。另外,新功能減少了準備可選幾何體 (例如,與邊相切的曲面) 的需要,但也提高了刀具路徑結果的可預測性,從而縮短了編程時間,保留幾何邊緣以確保最高水平的精加工質量。
2429 1 1
??怂箍翟O計與仿真 ??? 9月前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
