



濕型砂混砂,如何控制膨潤土、舊砂等料的比例! 
目標是使粘土粘結砂具有適應造型設備的性能,由于膨潤土膏是半固態粘性物料,達到上述目標所需的能量很大。如果混砂設備的功率不高,或混砂時間不夠,膨潤土就不能充分發揮其粘結作用,型砂的強度不高,其他性能也不好。如果增加型砂中的水份,使膨潤土膏的水份增高、粘度下降,就可以減少涂布膨潤土膏所需的能量,即混砂時間可以縮短。
4522 2 1
鑄造工程師 ??? 2年前
專家實例講解,高密度造型線的型砂性能管理要點 
而型砂透氣性為170時,就意味著在砂型型腔表面的孔隙較大, 在鐵水的熱作用和重力作用下,高溫鐵水滲入了這些孔隙中,而形成了嚴重的機械粘砂,造成了沒有其他缺陷的廢品。其型砂中使用優質膨潤土、煤粉,河北承德原砂,粒度 50/100。問題出在了原砂粒度上。
2066
鑄造工程師 ??? 4年前
實例講解:鑄造自動生產線型砂質量控制核心的8項指標 
而型砂透氣性為170時,就意味著在砂型型腔表面的孔隙較大, 在鐵水的熱作用和重力作用下,高溫鐵水滲入了這些孔隙中,而形成了嚴重的機械粘砂,造成了沒有其他缺陷的廢品。其型砂中使用優質膨潤土、煤粉,河北承德原砂,粒度 50/100。問題出在了原砂粒度上。
2592 1
鑄造工程師 ??? 4年前
Moldex3D模流分析之螺桿分析模組 
它可提供熔化的真實溫度,並自動在 Moldex3D「加工精靈」中自動更新此資訊,以進一步模擬。一般用途螺牙使用 ScrewPlus 模擬螺桿塑化的基本需求是螺牙幾何、材料與製程條件。螺桿幾何:1. 基本資訊:螺桿的直徑與長度2. 料管:?料管類型:平面或凹槽類型?加熱區域特性3.
2202
Moldex3D 中國 ??? 1年前
粘砂(結疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
(2)適用范圍:覆膜砂既可制作鑄型又可制作砂芯,覆膜砂的型或芯既可互相配合使用又可與其它砂型(芯)配合使用;不僅可以用于金屬型重力鑄造或低壓鑄造,也可以用于鐵型覆砂鑄造,還可以用于熱法離心鑄造;不僅可以用于鑄鐵、非鐵合金鑄件的生產,還可以用于鑄鋼件的生產 二、覆膜砂的制備 1.覆膜砂組成 一般由耐火材料、粘結劑、固化劑、潤滑劑及特殊添加劑組成。
3315
鑄造工程師 ??? 4年前
鑄造環節控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
濕型砂應采用粒度在55/100、75/150、100/200的多角形或圓形的天然石砂,這樣可以獲得較好的表面強度和抗夾砂性。在粘土含量相同時,膨潤土比普通粘土的熱濕拉強度高。在濕型粘土砂中加入適量的煤粉、木屑等,可提高抗夾砂能力,并可防止夾砂、粘砂而得到表面光潔的鑄件。型砂的水分定為6%左右,以使其具有較好的綜合性能。 嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。
2571
鑄造工程師 ??? 4年前
缺陷“大掃除”:鑄鐵試驗平臺拒絕砂孔、氣孔、裂紋! 
原材料是鑄造好鑄鐵試驗平臺的基礎,若原材料存在問題,易引發各類缺陷型砂、芯砂質量不合格,如型砂含水量過高、透氣性差、緊實度過硬或不均勻,會導致砂孔、氣孔產生;此外,使用受潮、生銹的冷鐵、芯撐,或含氣量較多的爐料,也會增加缺陷風險。 鑄造完成后,加工處理環節的不規范,會進一步加劇缺陷問題,或產生新的缺陷。
683
威岳15533753786 ??? 1月前
國產光伏用高純石英砂、超細石英粉研磨技術升級,氮化硅陶瓷磨介環破題“磨不細、混不均、分不散、提不純” 
目前有部分拉制單晶硅的廠家,使用的是向拉制單晶硅石英坩堝內壁涂一層高純氮化硅粉制成的漿料工藝,高純氮化硅粉漿料的涂層工藝其作用一是便于成品脫膜;二是提高制成品的透明度和色澤的一致性。又例如,氮化硅磨介環磨耗對制備光纖所需原料高純石英砂、超細石英粉效能也無影響,光學玻璃的燒結溫度大于1500度,在空氣氣氛里,氮化硅高溫分解后再氧化,又是氧化硅,而光纖或光學玻璃的主要成分就是二氧化硅。
2474
yanhui5128 ??? 3年前
技術分享:呋喃樹脂砂鑄造原砂、樹脂、固化劑的影響分析和選擇 
原因是加入N可增加型砂的常溫強度,韌性及潰散性,有利于型砂性能的提高。且帶入N的尿素組分價格便宜,可降低成本。但N含量過高也會帶來三個問題,一是抗濕性增加,即制造呋喃樹脂時,隨著N含量增加,粘度增加,導致包覆砂粒的樹脂膜變薄或不完整,使型砂強度降低,若為降低粘度而少脫水,則導致含水量增加,使固化速度,硬透性及強度皆受影響,這也是含N高,含水分也高的原因。
2825
鑄造工程師 ??? 4年前
覆膜砂鑄造工藝過程解析,各項技術參數可收! 
(2)適用范圍:覆膜砂既可制作鑄型又可制作砂芯,覆膜砂的型或芯既可互相配合使用又可與其它砂型(芯)配合使用;不僅可以用于金屬型重力鑄造或低壓鑄造,也可以用于鐵型覆砂鑄造,還可以用于熱法離心鑄造;不僅可以用于鑄鐵、非鐵合金鑄件的生產,還可以用于鑄鋼件的生產。
2600
鑄造工程師 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質量和生產成本及效率 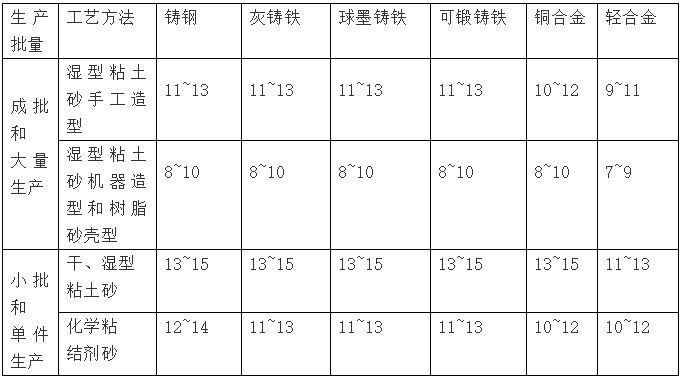
表1 砂型鑄造的鑄件質量公差等級/MT表2 砂型鑄造的鑄件尺寸公差等級/CT表3 砂型鑄造各類合金鑄件的表面粗糙度范圍注:“+”為可以達到的粗糙度,“*”為采取特殊措施后方能達到的粗糙度。目前廣泛應用的造型工藝主要有粘土濕型砂工藝、CO2吹氣硬化水玻璃砂工藝、有機酯自硬水玻璃砂工藝、酸自硬呋喃樹脂砂工藝等。
5649 1
鑄造工程師 ??? 2年前
如何用鐵型覆砂工藝生產鑄態QT450-10高韌性球墨鑄鐵 
4 鑄件冷卻時間 一般砂型機械化自動線作業,鑄件開箱由流水線節拍控制,開箱時間不會存在較大波動,較少考慮冷卻速度對鑄件延伸率的影響,但鐵型覆砂工藝因鑄件外面被一層5-7mm的覆砂層和厚厚的鑄鐵型包圍,鐵型對進入型腔的鐵水有很強的激冷作用,直接導致基體中鐵素體數量明顯減少、珠光體含量升高,鑄件強度升高、延伸率降低,對于鑄態高韌性QT450-10球鐵來說存在極大不利。
4896 1
鑄造工程師 ??? 2年前
箱式T型槽平臺制造工藝解析:如何保證T型槽定點精度 
3.成品檢驗管控:成品需逐一檢測T型槽槽寬、槽距、平行度及平面度,采用塞規、千分表或三坐標測量機等設備,不合格產品返工處理,合格產品進行林化、噴漆防護,避免銹蝕影響定點精度穩定性。
1390
河北威岳 ??? 3月前
消失模鑄造氣孔缺陷解決方法
(6)降低樹脂砂的樹脂和固化劑加入量,采用低氮或無氮樹脂及形料圓整、粒度適中、灼減量和微粉含量低的原砂和再生砂,以降低樹脂的發氣量,提高樹脂砂的透氣性。
2679
鑄造工程師 ??? 3年前
T型槽平臺加工工藝詳解:從鑄造到精加工的完整流程箱式
T型槽平臺(箱式)作為機械裝配、機床調試、工裝定點的核心基準裝備,其加工工藝直接影響精度穩定性與使用壽命。箱式結構憑借剛性強、受力均勻的特點,廣泛 
1.臺面精加工:采用平面磨床對臺面進行精磨,結合刮削工藝,確保臺面平面度符合標準,0級精度平面度誤差≤0.05mm/m,表面粗糙度Ra≤1.6μm。2.T型槽精加工:按圖紙規格,采用專用工具銑削T型槽,控制槽寬、槽距公差,槽邊緣做倒角處理,避免應力集中,確保T型螺栓滑動順暢,精加工后進行涂色對研檢驗,保障槽體精度。
2375
河北威岳 ??? 3月前
箱式T型槽平臺加工流程拆解:關鍵工序與精度控制方法 
分為臺面精加工與T型槽精加工兩步。臺面采用平面磨床精磨,搭配刮削工藝,控制平面度誤差,0級精度≤0.05mm/m,表面粗糙度Ra≤1.6μm;T型槽采用專用工具銑削,按GB/T158-1996標準加工,控制槽寬、槽距公差,相鄰槽間距公差≤±0.05mm,槽口做倒角處理,避免應力集中。
1432
河北威岳 ??? 3月前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
由于大口徑球墨鑄鐵管件輪廓尺寸較大,屬于薄壁類鑄件,要求澆注溫度要高,但是在負壓的作用下高溫鐵水易滲入型砂中造成鑄件表面粘砂形成粘砂缺陷。我們根據具體的管件規格型號確定澆注溫度;一般澆注溫度控制在1420℃~1460℃。澆注時保證直澆道始終處于充滿的狀態.澆注時真空度控制在-0.040MPa~-0.045MPa,澆注時間控制在45~60秒。
2701
鑄造工程師 ??? 4年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 
球墨鑄鐵前蓋材質為QT700-2,采用濕型砂工藝生產。由于濕型砂砂型硬度不及鐵型覆砂工藝,因此鑄件在凝固過程中不能完全實現球墨鑄鐵的自補縮,需要采取相應的防縮措施。在前期的生產中,我廠采用冷鐵工藝來解決鑄件內部的縮松問題。但在批量生產中發現,冷鐵工藝不僅成本高,而且質量不穩定,氣孔和縮孔廢品比例較高。對原始工藝進行了改進,徹底解決了前蓋內部縮松問題,保證產品穩定生產。
4620
鑄造工程師 ??? 2年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
(6)涂料層及型砂透氣性的影響:涂層及型砂透氣性越高,越有利于模型熱解產物的排出,減少了形成皺皮傾向,因此,涂層越薄、涂料骨料越粗,型砂粒度越粗,越有利于排氣,減少皺皮出現。(7)負壓度影響:實踐證明,隨鑄型負壓度提高,皺皮缺陷減少或消除。
4896 4 1
鑄造工程師 ??? 2年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
因為型內的EPS泡沫燒掉后,負壓場真空度急速降低,易使澆注失敗。為了使真空度降到最低值后還能保證0.02MPa(不塌箱負壓值),故澆注初始需保證較高負壓值。但澆注負壓值過高,鑄件表面易產生粘砂及氣孔缺陷。②型內的EPS泡沫燒掉后,在澆注過程中,澆冒口杯與澆道口及冒口接合處易出現“三漏”(漏砂、漏風、漏金屬液),致使負壓值急速下降后產生塌箱、鑄件夾砂等缺陷。
2913
鑄造工程師 ??? 4年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
