



Abaqus三維切削案例教學 
典型結(jié)果顯示,在切削區(qū)域(如剪切面和前刀面附近)會出現(xiàn)局部高溫峰值,溫度梯度較大;隨著切削的進行,熱擴散會使高溫區(qū)域逐漸擴大,在穩(wěn)定切削階段形成相對穩(wěn)定的溫度分布。2. 數(shù)據(jù)提取:提取特征點(如切削刃附近、工件表面)的溫度 - 時間曲線,分析升溫速率與峰值溫度隨切削速度、進給量等參數(shù)的變化規(guī)律。圖15 溫度云圖可視化(2) 應(yīng)力場響應(yīng)規(guī)律1.
4354 17 7
Abaqus_JUN ??? 11月前
數(shù)控車床螺紋編程切削,這下秒懂了!
三、普通螺紋的編程加工 在目前的數(shù)控車床中,螺紋切削一般有三種加工方法:G32直進式切削方法、G92直進式切削方法和G76斜進式切削方法,由于切削方法的不同,編程方法不同,造成加工誤差也不同。我們在操作使用上要仔細分析,爭取加工出精度高的零件。 1、G32直進式切削方法,由于兩側(cè)刃同時工作,切削力較大,而且排削困難,因此在切削時,兩切削刃容易磨損。
2063
數(shù)控編程網(wǎng) ??? 4年前
CNC數(shù)控 | 車床螺紋編程切削 
三、普通螺紋的編程加工 在目前的數(shù)控車床中,螺紋切削一般有三種加工方法:G32直進式切削方法、G92直進式切削方法和G76斜進式切削方法,由于切削方法的不同,編程方法不同,造成加工誤差也不同。我們在操作使用上要仔細分析,爭取加工出精度高的零件。 1、G32直進式切削方法,由于兩側(cè)刃同時工作,切削力較大,而且排削困難,因此在切削時,兩切削刃容易磨損。
2751
金屬加工前沿 ??? 4年前
切削速度,吃刀量,進給速度三者關(guān)系及計算公式 
(注)進給速度 v f 是指切削刃上選定點相對工件進給運動的瞬時速度。 v f=fn 式中 v f ——進給速度( mm/s ); n ——主軸轉(zhuǎn)速( r/s ); f ——進給量( mm /s)。三)切削速度 v c 切削刃上選定點相對于工件的主運動的瞬時速度。
3657 1
機械加工網(wǎng) ??? 3年前
看德國工匠如何完爆細長軸車削!
3)刃傾角(λs)傾角影響著車削過程中切屑的流向、刀尖的強度及3個切削分力的比例關(guān)系。 隨著刃傾角的增大,徑向切削力明顯減小,但軸向切削力和切向切削力卻有所增大。 刃傾角在-10°~+10°范圍內(nèi),3個切削分力的比例關(guān)系比較合理。 在車削細長軸時,常采用正刃傾角+3°~+10°,以使切屑流向待加工表面。 4)后角較小a0=a01=4°~60°,起防振作用。
1935 2
機械加工網(wǎng) ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
優(yōu)勢:+ 切削刃強度+ 生產(chǎn)率+ 把工件推向機床工作臺劣勢:- 切削力更大- 切屑阻塞最后是: 正角- 負角切削刃抗沖擊性能較強,切削刃也較鋒利。適用于加工鋼、鑄鋼和鑄鐵。
2479 1 1
數(shù)控編程網(wǎng) ??? 3年前
航空發(fā)動機渦輪盤用拉刀刃口優(yōu)化仿真 
同時,切削溫度及熱影響區(qū)域隨刃口半徑的增大而逐漸增大。造成此類現(xiàn)象的原因主要有以下兩個方面:一方面,隨著微刃尺寸的不斷增大,后刀面與工件的接觸面積也不斷增加,使其摩擦力分量和第三變形區(qū)的塑性變形增加,導致刀具擠壓的作用大于切削的作用,從而導致切削溫度不斷上升;另一方面,盡管切削刃的散熱面積會隨著刀具鈍圓刃半徑的增大而不斷擴大,但由于切削力也會伴隨刃口的增大而增加,導致刀具載荷增加,從而溫度升高。
4366 2 2
NASA航天愛好者 ??? 2年前
不銹鋼材料加工難點分析
但是加大頂角后,鉆頭的橫刃變寬,造成切削阻力增大,因而必須對鉆頭橫刃進行修磨,修磨后橫刃的斜角為47°~55°,橫刃前角為3°~5°,修磨橫刃時,應(yīng)將切削刃與圓柱面轉(zhuǎn)角處修磨成圓角,以增加橫刃強度。由于不銹鋼材料彈性模量較小,切屑層下的金屬彈性恢復(fù)大,加之加工過程中加工硬化嚴重,后角太小會加快鉆頭后刀面的磨損,而且增加了切削溫度,降低鉆頭的壽命。
2276
數(shù)控編程網(wǎng) ??? 3年前
不銹鋼材料加工難點分析
但是加大頂角后,鉆頭的橫刃變寬,造成切削阻力增大,因而必須對鉆頭橫刃進行修磨,修磨后橫刃的斜角為47°~55°,橫刃前角為3°~5°,修磨橫刃時,應(yīng)將切削刃與圓柱面轉(zhuǎn)角處修磨成圓角,以增加橫刃強度。由于不銹鋼材料彈性模量較小,切屑層下的金屬彈性恢復(fù)大,加之加工過程中加工硬化嚴重,后角太小會加快鉆頭后刀面的磨損,而且增加了切削溫度,降低鉆頭的壽命。
2246
數(shù)控編程網(wǎng) ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
優(yōu)勢:+ 切削刃強度+ 生產(chǎn)率+ 把工件推向機床工作臺劣勢:- 切削力更大- 切屑阻塞最后是: 正角- 負角切削刃抗沖擊性能較強,切削刃也較鋒利。適用于加工鋼、鑄鋼和鑄鐵。
2028
數(shù)控編程網(wǎng) ??? 3年前
【米思米機械設(shè)備知識分享】- 立銑刀和端銑刀種類區(qū)別有哪些 
立銑刀的圓柱表面和端面上都有切削刃,圓柱表面的切削刃為主切削刃,端面上的切削刀為副切削刃。主切削刃一般為螺旋齒,這樣可以增加切削平穩(wěn)性,提高加工精度。用于加工溝槽和臺階面等,刀齒在圓周和端面上,工作時不能沿軸向進給。 當立銑刀上有通過中心的端齒時可軸向進給,端面刃主要用來加工與側(cè)面相垂直的底平面立銑刀用于加工溝槽和臺階面等,刀齒在圓周和端面上,工作時不能沿軸向進給。
2239
MISUMI米 ??? 3年前
數(shù)控加工時如何控制切削中振動?很講究! 
1.影響零件的表面質(zhì)量 若加工中產(chǎn)生了振動,刀具與工件間將產(chǎn)生相對位移,會使加工表面產(chǎn)生振痕,嚴重影響零件的表面質(zhì)量和性能; 2.減少機床及刀具壽命 切削振動時,工藝系統(tǒng)將持續(xù)承受動態(tài)交變載荷的作用,刀具極易磨損(甚至崩刃),機床連接特性受到破壞,嚴重時甚至使切削加工無法繼續(xù)進行; 3.產(chǎn)生噪音危害操作者身體健康 振動中產(chǎn)生的噪音還將危害操作者的身體健康
2564
數(shù)控編程教學 ??? 4年前
車刀角度詳解,別再分不清! 
4)主切削刃 刀具的前刀面與主后刀面的交線稱為主切削刃。 5)副切削刃 刀具的前刀面與副后刀面的交線稱為副切削刃。 6)刀尖 主切削刃與副切削刃的交點稱為刀尖。刀尖實際是一小段曲線或直線,稱修圓刀尖和倒角刀尖。
3789
機械加工網(wǎng) ??? 4年前
工業(yè)切削液品質(zhì)優(yōu)劣的實用鑒別方法 
潤滑性方面,可通過簡單的試用對比,優(yōu)質(zhì)切削液能有效減少刀具與工件的摩擦,加工過程中無明顯刺耳噪音,工件表面無劃痕、毛刺,刀具磨損速度慢;劣質(zhì)切削液則易出現(xiàn)干磨、粘刀現(xiàn)象,加工后工件表面精度差,刀具易崩刃、磨損。
1128
金屬切削過程宏觀和微觀尺度有限元仿真進展 
圖8 切削力系數(shù)、比切削力、切削力等隨未切削切屑厚度和切削刃半徑的變化b)在微銑削加工中,微銑刀剛度相對較差,導致它對切削力非常敏感,如圖9所示。圖9 微銑削中切削條件對切削力影響的有限元模型c)刀具刃口半徑、刀具磨損、刀具涂層和微觀尺度材料均勻性等對于微銑削質(zhì)量的影響不可忽略。
5688 7 1
小白Johnny ??? 2年前
都說鏜孔難,鏜孔為什么難? 
同時,在確保徑向切削刀最小的情況下,使用最大刀尖半徑可獲得更堅固的切削刃、更好的表面紋理以及切削刃上更均勻的壓力分布。4、刃口處理的選用:刀片的切削刃倒圓(ER)也會影響切削力。一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點應(yīng)予以考慮,特別是在長刀具懸伸和加工小孔時。
2593 1
數(shù)控編程網(wǎng) ??? 3年前
干貨分享:外圓車削技巧 
大切深ap將增加軸向力Fz并減小徑向切削力Fx,從而減少振動 使用具有鋒利切削刃和小刀尖半徑RE的刀片,由此降低切削力 考慮使用金屬陶瓷或PVD材質(zhì),以確保耐磨性和鋒利的刀片切削刃,這是此類工序的首選 臺肩加工/臺肩車削遵照步驟1-5以免損壞刀片切削刃。這種方法非常適用于CVD涂層刀片,可大大減少刀片斷裂。
2633
數(shù)控編程網(wǎng) ??? 3年前
望“屑”診斷加工,這才是高手! 
其中,帶狀切屑的切削過程最平穩(wěn),單元切屑的切削力波動最大。在生產(chǎn)中最常見的是帶狀切屑,有時得到擠裂切屑,單元切屑則很少見。假如改變擠裂切屑的條件,如進一步減小刀具前角,減低切削速度,或加大切削厚度,就可以得到單元切屑。反之,則可以得到帶狀切屑。這說明切屑的形態(tài)是可以隨切削條件而轉(zhuǎn)化的。掌握了它的變化規(guī)律,就可以控制切屑的變形、形態(tài)和尺寸,以達到卷屑和斷屑的目的。
2322
數(shù)控編程教學 ??? 4年前
刀具銷售很少知道的立銑刀原理 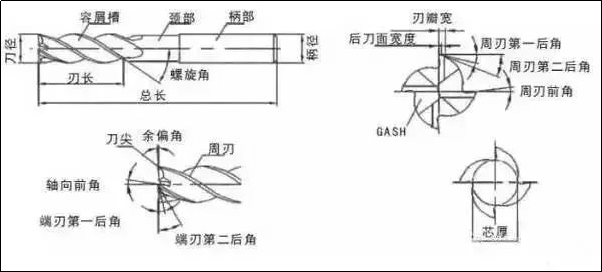
立銑刀的主切削刃在圓柱面上,端面上的切削刃是副切削刃。工作時不能沿著銑刀的軸向作進給運動。立銑刀可用于側(cè)面加工、槽加工、曲面加工等加工領(lǐng)域。對于各種加工形態(tài),可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現(xiàn)在隨著涂層技術(shù)與刀具材料技術(shù)的進步,涂層硬質(zhì)合金整體立銑刀與可轉(zhuǎn)位立銑刀逐漸普及,廣泛應(yīng)用在模具加工、高硬度材料加工等領(lǐng)域。1.
2060
數(shù)控編程網(wǎng) ??? 3年前
【行業(yè)知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
同樣原因,切削中還可能出現(xiàn)五邊形、七邊形孔等。為消除該現(xiàn)象,除對夾頭振動、切削刃高度差、后面及刃瓣形狀不對稱等因素進行控制外,還應(yīng)采取提高鉆頭剛性、提高每轉(zhuǎn)進給量、減小后角、修磨橫刃等措施。
2648
機械工程師 ??? 4年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
