



不銹鋼材料加工難點分析
2)切削用量選擇 鉆削時,切削用量的選擇應從降低切削溫度的基本點出發,因為高速切削將會使切削溫度升高,而高的切削溫度將加劇刀具磨損,因而切削用量中最重要的是選擇切削速度。一般情況下,切削速度以12~15m/min較為合適。進給量對刀具壽命影響較小,但進給量選擇太小將會使刀具在硬化層內切削,加劇磨損;而進給量如果太大,又會使表面粗糙度變差。
2276
數控編程網 ??? 3年前
不銹鋼材料加工難點分析
2)切削用量選擇 鉆削時,切削用量的選擇應從降低切削溫度的基本點出發,因為高速切削將會使切削溫度升高,而高的切削溫度將加劇刀具磨損,因而切削用量中最重要的是選擇切削速度。一般情況下,切削速度以12~15m/min較為合適。進給量對刀具壽命影響較小,但進給量選擇太小將會使刀具在硬化層內切削,加劇磨損;而進給量如果太大,又會使表面粗糙度變差。
2246
數控編程網 ??? 3年前
U鉆:孔加工最常用的刀具之一!
加工不同材料時,應選用不同槽形的刀片,一般情況下,小進給、公差小、U鉆長徑比大時,選用切削力較小的槽形刀片,反之粗加工、公差大、U鉆長徑比小時則選切削力較大的槽形刀片。4. 使用U鉆時一定要考慮機床主軸功率、U鉆裝夾穩定性、切削液的壓力和流量,同時控制好U鉆的排屑效果,否則將在很大程度上影響孔的表面粗糙度和尺寸精度。5. 裝夾U鉆時,一定要使U鉆中心與工件中心重合,并垂直于工件表面。6.
2696
數控編程網 ??? 4年前
車床為何會產生振動?介紹幾種消除措施!
①刀具主偏角(μr角)愈大,Fy力愈小,愈不容易產生振動。因此,適當增大刀具主偏角,消除或減小振動。②適當增大刀具前角,可減小Fy力,從而減弱振動。③刀具后角太大或刀刃過分鋒利,刀具易啃入工件,容易產生振動。而當刀具適當鈍化后,其后刀面有阻止刀具“啃入”工件的作用,可減小或消除振動。
1875
數控編程教學 ??? 4年前
車床為何會產生振動?介紹幾種消除措施! 
④使用頂尖時,頂尖與頂尖錐孔應配合良好,避免頂力太大造成工件彎曲或頂力太小起不到支承作用使工件擺動,并注意尾座套筒懸伸不能過長。⑤機床主軸軸承間隙直接影響主軸的旋轉精度和剛度,使用中如發現因軸承磨損致使間隙過大剛度不足時,應調整軸承間隙并施加預緊力,以增大工件系統的剛度消除振動。
2494
機械學霸 ??? 4年前
MIM技術革新刀具市場,你知道嗎? 
因此,在一般生活用品的需要銳利鋒口的刀具設計,僅需少量移除MIM制品的鋒口特征即能獲得最后使用目的,這大幅度的降低了制造成本且縮短加工時間。更特別的是MIM制品比起傳統塑膠制品可以制作出不等肉厚的特殊特征,因此品牌商能夠設計特殊的造型給自家工具增添更多特色。所以,采用MIM工藝可以滿足家用工具設計師們的需求,發揮更多的創想力去創造更多的產品,增添現代化家用工具更廣大的應用。
4247 7 3
ACMT協會 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形??! 
如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。不過,在數控加工中都是高速銑削,可以克服這一難題。在減少背吃刀量的同時,只要相應地增大進給,提高機床的轉速,就可以降低切削力,同時保證加工效率。 4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。
2252
UG編程模具設計實戰 ??? 3年前
航空發動機渦輪盤用拉刀刃口優化仿真 
綜上所述,減小刀具刃口半徑有利于降低切削溫度,減小切削力,降低切削應力。但當刀具鈍圓半徑為5μm時,后刀面上的米塞斯應力范圍最廣,且最大應力超過2500MPa。故過小的刀具鈍圓半徑會引起刀具磨損加快,導致刀具壽命降低,但過大的刃口值同時會引起軸向力的增大,對刀具性能產生負面影響。
4367 2 2
NASA航天愛好者 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。不過,在數控加工中都是高速銑削,可以克服這一難題。在減少背吃刀量的同時,只要相應地增大進給,提高機床的轉速,就可以降低切削力,同時保證加工效率。 4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。
2505
模具設計UG編程教學 ??? 3年前
看德國工匠如何完爆細長軸車削!
因此只適宜于長徑比不大、加工余量較小、同軸度要求較高、多臺階軸類零件的加工。 2)一夾一頂的裝夾法。 在該裝夾方式中,如果頂尖頂得太緊,除了可能將細長軸頂彎外,還能阻礙車削時細長軸的受熱伸長,導致細長軸受到軸向擠壓而產生彎曲變形。 另外卡爪夾緊面與頂尖孔可能不同軸,裝夾后會產生過定位,也能導致細長軸產生彎曲變形。
1935 2
機械加工網 ??? 3年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
作為一種新型孔加工方式,螺旋銑孔技術具有切削過程平穩、刀具承受切削力小和一次加工即可滿足精度要求的優點。該技術已成為國內外材料加工研究的熱點和難點之一。那么,傳統鉆削與螺旋銑孔加工工藝有什么不同呢?
2304
機械工程師 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
進給量其合理數值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數值,表面粗糙度參數值不致太大。 粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。 3)切削速度的選擇: 在進行切削加工時,工具切削刃上的某一點相對于待加工表面在主運動方向上的瞬時速度, 單位為m/min,。
1864 1
UG編程模具設計實戰 ??? 4年前
機械加工基本常識,不懂可不好干! 
進給量其合理數值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數值,表面粗糙度參數值不致太大。粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。 3)切削速度的選擇:在進行切削加工時,工具切削刃上的某一點相對于待加工表面在主運動方向上的瞬時速度, 單位為m/min,。
2021
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
進給量其合理數值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數值,表面粗糙度參數值不致太大。 粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。 3)切削速度的選擇: 在進行切削加工時,工具切削刃上的某一點相對于待加工表面在主運動方向上的瞬時速度, 單位為m/min,。
1920
模具設計UG編程教學 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
進給量其合理數值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數值,表面粗糙度參數值不致太大。 粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。 3)切削速度的選擇: 在進行切削加工時,工具切削刃上的某一點相對于待加工表面在主運動方向上的瞬時速度, 單位為m/min,。
1976
數控編程網 ??? 4年前
刀具銷售很少知道的立銑刀原理 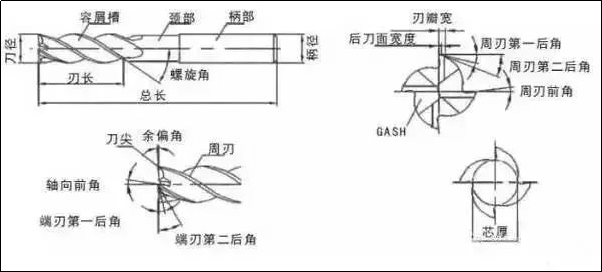
但另一方面,螺旋角增大,切削抵抗的軸方向分力也增大,使得刀具容易從刀柄中脫落,所以,用大螺旋角的刀具加工時,要求刀柄剛性好。0°螺旋角叫直刃,其接觸線最短。螺旋角的選擇:不銹鋼是熱傳導率低的難切削材料,對刀尖的影響大,使用大螺旋角的立銑刀有利刀具壽命延長。高硬度材料隨著硬度的增加,切削抗力增大,宜選用大螺旋角的立銑刀。對于薄板加工等工件剛性低的情況,宜采用小螺旋角的立銑刀。
2060
數控編程網 ??? 3年前
CNC加工中出現這些問題,你懂得怎么處理嗎?
小編今天總結了CNC加工中常見的六個問題,大家來看看都是怎樣處理的? 一、工件過切原因:1、彈刀,刀具強度不夠太長或太小,導致刀具彈刀。2、操作員操作不當。3、切削余量不均勻。(如:曲面側面留0.5,底面留0.15)4、切削參數不當(如:公差太大、SF設置太快等)。
2314
數控編程教學 ??? 4年前
都說鏜孔難,鏜孔為什么難? 
4、刃口處理的選用:刀片的切削刃倒圓(ER)也會影響切削力。一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點應予以考慮,特別是在長刀具懸伸和加工小孔時。刀片的后刀面磨損(VB)將改變刀具相對孔壁的后角,并且,這還可能會成為影響加工過程切削作用的根源。
2593 1
數控編程網 ??? 3年前
CNC加工中出現這些問題,你懂得怎么處理嗎 
一·工件過切: 原因: 1、彈刀,刀具強度不夠太長或太小。導致刀具彈刀。 2、操作員操作不當。 3、切削余量不均勻。(如:曲面側面留0.5,底面留0.15) 4、切削參數不當(如:公差太大、SF設置太快等)。 改善: 1、用刀原則:能大不小、能短不長。
2309
數控編程網 ??? 4年前
齒輪為什么是17個齒? 
此外,17它是一個質數,也就是說齒輪的某個齒和其他的齒輪的某個重合次數在一定圈數下最少,受力時就不會長期在這一個點上。齒輪屬于精密儀器,雖然在每個齒輪上都會產生誤差,但是17這個產生輪軸磨損的幾率實在是太大了,所以如果是17的話,短期動一會還行,長期的話就不能了。 但是,問題來了!市面上還有很多小于小于17個齒的齒輪,照樣轉的好好的,有圖有真相!
3509
數控編程網 ??? 4年前
20條/頁 
 45
45 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
