



ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
這篇Blog介紹了 OpticStudio 中的原生體積全像模擬功能,該功能可以在考慮其物理特性的情況下,在序列模式下對全像光柵進行全面模擬和分析。在非序列模式下也透過使用 DLL 展示了相同的功能。這些分析對於設計用於虛擬實境 (VR) 和增強實境 (AR) 的抬頭顯示器 (HUD) 和頭戴型顯示器 (HMD) 等系統非常重要。我們將介紹模型中使用的理論和參數。
2122
w**elab86_Swsp ??? 3年前
應用3D打印陶殼模鑄模技術控制鑄造工藝金屬凝固行為及其縮孔 
其制作過程包含射制蠟模、組立蠟樹、反復沾漿、淋砂、脫蠟與殼模燒結、熔解與澆注如圖1所示,其中沾漿淋砂在于控制鑄造用殼模模具的壁厚,進而影響陶殼模鑄模的強度與金屬液凝固速度,近年來,相關報告研究殼模厚度、殼模熱傳系數對精密鑄造凝固速度的影響,隨著殼模厚度增加,有效降低殼模中的金屬液凝固速度,且通過不同熱傳導系數(20 ~ 80 w/mk)的陶殼模材料應用,金屬液凝固時間減少44%以上,由此可知,若能夠有效控制殼模的厚度與熱傳速度
2817
FLOW3D 流體仿真 ??? 1年前
ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
在這種情況下,應使用高斯束腰光束選項來模擬光束模式。雷射的一般輸出可以從近軸波動方程的解中找到。對於雷射增益孔徑中的矩形、圓形和橢圓對稱性,已經找到了該方程的三組正交解。所有這三種解決方案都可以在物理光學傳播 (POP) 中的 OpticStudio 中建模。一旦確定了由這些解決方案中的任何一個定義的光束的輸入分佈,就會使用 POP 將光束傳播通過感興趣的光學系統。
2057
w**elab86_Swsp ??? 3年前
Moldex3D模流分析之螺桿分析模組 
在「加工精靈」中,您可以進入 ScrewPlus 模組以指定螺桿特性,編輯螺桿的製程操作條件、使用 ScrewPlus 求解器模擬螺桿製程、視覺化熔化結果,然後更新更真實的熔化溫度,以進行進一步的射出成型程序。完成 ScrewPlus 模擬後,您必須回到「加工精靈」完成射出成型規格。接著您可以加入塑化螺桿的效應,來執行射出成型條件的一般模擬。
2202
Moldex3D 中國 ??? 1年前
ZEMAX軟件技術應用專題:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
但是,對於包含 DOE 或超穎透鏡的系統進行模擬和設計總是很棘手的。沒有通用的方法可以處理所有情況。設計人員需要根據具體情況決定其系統的策略。許多設計過程需要兩種不同的光學理論/算法來分別處理光束在自由空間和微結構中的傳播,而其他一些過程僅使用純光線追跡來達到目標。由於模擬技術發展迅速,因此本文可能沒有涵蓋所有可用方法。
2187
w**elab86_Swsp ??? 3年前
標準的試模程序是什么樣的?
但是不可跑毛邊,尤其是還有某些模穴制品尚未完全凝固時。在調整各種控制條件之前應思考一下,因為充模率稍微變動,可能會引起甚大的充模變化。4. 要耐心的等到機器及模具的條件穩定下來,即是中型機器可能也要等30分鐘以上。可利用這段時間來查看制品可能發生的問題。5. 螺桿前進的時間不可短于澆口塑料凝固的時間,否則,制品重量會降低,而損及制品的性能。
2085 1
高分 ??? 4年前
新模具試模需要注意的問題,你都知道嗎? 
4.調整壓力及射出量以求生產出外觀令人滿意的成品,但是不可跑毛邊尤其是還有某些模穴成品尚未完全凝固時,在調整各種控制條件之前應思考一下,因為充模率稍微變動,可能會引起甚大的充模變化。 5.要耐心的等到機器及模具的條件穩定下來,即是中型機器可能也要等30分鐘以上。可利用這段時間來查看成品可能發生的問題。
2475
Im智能注塑 ??? 3年前
注塑模具試模行為規范
3.調整壓力及射出量以求生產出外觀令人滿意的成品,但是不可跑毛邊尤其是還有某些模穴成品尚未完全凝固時,在調整各種控制條件之前應思考一下,因為充模率稍微變動,可能會引起甚大的充模變化。4.要耐心的等到機器及模具的條件穩定下來,即是中型機器可能也要等30分鐘以上。可利用這段時間來查看成品可能發生的問題。
2142
模具論壇 ??? 4年前
Zemax光學設計技術教程:如何使用Jones Matrix表面 
在模擬的過程中,會將入射光因為元件表面鍍膜、反射和吸收而造成的能量損耗納入考量。一般的情況下,OpticStudio可以對大多數的鍍膜或雙折射材料進行完整的分析。但有時因為分類數據報告(Prescription data)不夠齊全,在進行模擬時會需要簡化後的模型。舉例而言,當我們無法得到真實的鍍膜資訊時,OpticStudio中的理想(IDEAL)和表定(TABLE)鍍膜設定就可以派上用場。
2425
w**elab86_Swsp ??? 3年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
2.消失模空殼鑄造工藝的優缺點 (1)可獲得優良鑄件消除碳缺陷,提高產品內在質量,保證了優質鑄件。所謂碳缺陷,因為模樣(EPS)中的碳客觀存在,致使金屬液澆注和凝固過程中所引發的各種缺陷統稱為消失模鑄造的碳缺陷。
2912
鑄造工程師 ??? 4年前
淺談重力鑄件模流分析 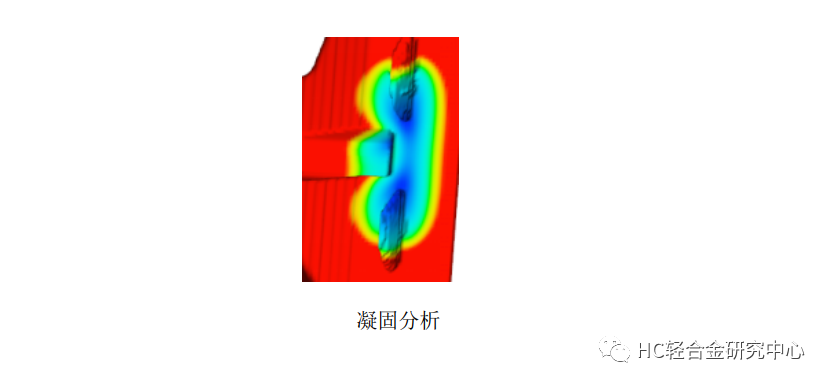
1、產品分析:1.1對支架毛坯數模進行壁厚分析,產品最大壁厚30mm,最薄8mm,本產品整體壁厚較厚,薄壁區域位于三處螺栓安裝區,壁厚差異大,因此在厚壁處易形成熱節,造成產品形成集中的縮孔缺陷。1.2運用模流軟件對產品進行凝固分析。
4208 5 1
鑄造工程師 ??? 2年前
Moldex3D模流分析之金屬成型解決方案 
,可以替代實際的試模和試制,可以預測以下內容: 充填: 凝固: –鑄造過程以動畫顯示 –凝固時間預測 –確認澆注系統的設計最佳化
2205 1 1
Moldex3D 中國 ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 
3.1 保溫措施設計保溫措施設計一種思路是降低鑄件與模具之間的傳熱系數,使散熱變慢,從而達到保溫的效果,尤其是上模、下模、側模的傳熱系數對鑄件質量的影響十分顯著,因此本文將使用響應面法來探究傳熱系數對研究對象的影響規律。將上模與鑄件傳熱系數A,下模與鑄件傳熱系數B,側模與鑄件傳熱系數C作為試驗因數,縮松、縮孔孔隙體積作為響應指標。
3273
鑄造工程師 ??? 3年前
Moldex3D模流分析之金屬成型解決方案 
,可以替代實際的試模和試制,可以預測以下內容:充填: 凝固:–鑄造過程以動畫顯示 –凝固時間預測–確認澆注系統的設計最佳化
2121
Moldex3D 中國 ??? 3年前
【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
應用:可用于生產各種類型的合金,如鋁合金、鋅合金、銅合金、球墨鑄鐵等 (9)消失模鑄造(Lost foam casting ) 消失模鑄造(又稱實型鑄造):是將與鑄件尺寸形狀相似的石蠟或泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。
2870 1
機械工程師 ??? 4年前
硬核文章 & 收縮與翹曲的形成機理與改善 
當塑件仍然受到模穴拘束時,塑件凝固所貯積的內應力稱為模穴殘留應力,此殘留應力會驅使塑件于頂出后發生收縮和翹曲。 圖7-6左上圖是成形塑件于頂出前,仍受到模具拘束的模穴殘留應力(通常是圖中顯示的拉伸應力)。一旦頂出,解除了模具對于塑件的拘束,塑件將釋放模穴殘留應力而收縮和翹曲。頂出塑件之收縮分布所造成的熱效應殘留應力分布曲線如圖7-6左下圖。
2635
汽車零部件模具與注塑 ??? 4年前
Moldex3D模流分析之支持歧管和模溫機的建立和模擬 
冷卻分析 Cool塑件成型中,如何控制模溫使熔膠凝固,其冷卻過程極為重要,占據整個成型周期時間的70%-80%,影響塑件成品在頂出過程中發生的潛在變形。精心設計的模溫系統將縮短成型時間并提高產量,未優化的冷卻過程容易導致翹曲、不均勻收縮、變形…等等。
2333
Moldex3D 中國 ??? 6月前
注塑模調機工藝.
(4).塑料在注口內未完全凝固,尤其是直徑較大的注口。(5).注口套的園弧面與射嘴的園弧面配合不當,出現裝似 “冬菇”的流道。(6).流道不夠拔出斜度。 三、補救方法 (1).重新將射嘴和注口套對準。(2).降低注塑壓力。(3).減少螺桿向前時間。(4).增加射嘴溫度或用一個獨立的溫度控制器給射嘴加熱。(5).增加冷卻時間,但更好的辦法是使用有較小注口的注口 套代替原本的注口套。
2275 1
模具論壇 ??? 4年前
abaqus 顯式分析如何加載重力?
我想做車橋互制的abaqus顯式分析模型,我的模型是用一個車體以及車輪中間加一個彈簧來模擬懸掛,用隱式分析做得出來。但如果是顯式分析,在一剛開始分析將車體及車輪加載到橋面時車體以及車輪都會彈起,如果將車輪和橋面留有2mm的間距則能去除彈起的問題但分析結果仍然錯誤.....
2346 4
用戶_125334 ??? 8月前
消失模鑄造氣孔缺陷解決方法
消失模鑄造中容易出現的氣孔缺陷:1、澆注溫度低,充型前沿金屬液不能使泡沫充分分解汽化,未分解的殘留物質來不及浮集到上面及冒口中,汽化分解生成的氣體及殘留物不能及時排出鑄型而凝固在鑄件中,另外,模樣分解不充分,液相殘留物會堵塞涂料層,使熱解氣體排出受阻,腔內形成反壓力,充型流動性下降,凝固快。
2677
鑄造工程師 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
