



UG加工中心常見的鉆孔加工,看參數設置和注意事項,你是這樣做的嗎 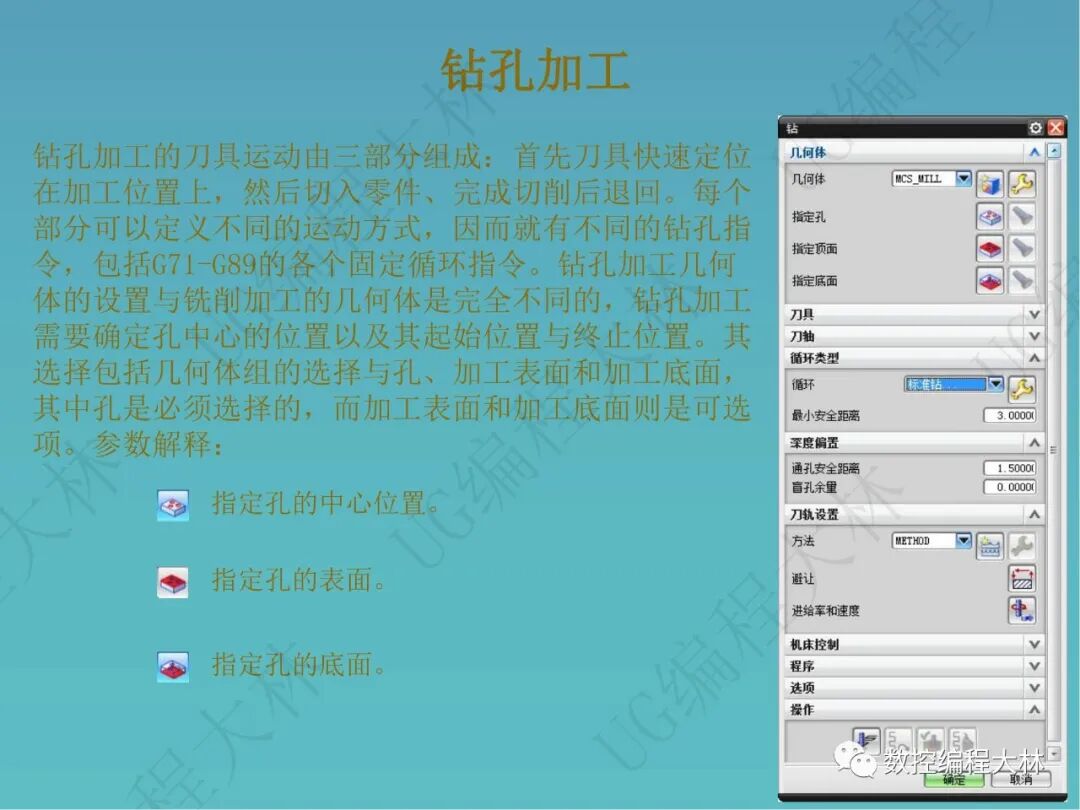
鉆孔加工的刀具運動由三部分組成:首先刀具快速定位在加工位置上,然后切入零件、完成切削后退回。每個部分可以定義不同的運動方式,因而就有不同的鉆孔指令,包括G71-G89的各個固定循環指令。鉆孔加工幾何體的設置與銑削加工的幾何體是完全不同的,鉆孔加工需要確定孔中心的位置以及其起始位置與終止位置。
5387 1 1
張偉一 ??? 3年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2208
模具設計UG編程教學 ??? 3年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 
自動編程就是用電腦軟件如Mastercam,UG等進行編程,經過處理后生成加工程序。當然現在手工編程已經很少,都是用電腦軟件編程,但是我們也應該懂點手工編程。對于簡單的鉆孔或銑孔還是應該會的,有時候電腦軟件編出的程序,我們還要檢查或修改一下,沒有一點手工編程的基礎也看不懂程序啊!
2829
張偉一 ??? 3年前
U鉆:孔加工最常用的刀具之一!
加工不同材料時,應選用不同槽形的刀片,一般情況下,小進給、公差小、U鉆長徑比大時,選用切削力較小的槽形刀片,反之粗加工、公差大、U鉆長徑比小時則選切削力較大的槽形刀片。4. 使用U鉆時一定要考慮機床主軸功率、U鉆裝夾穩定性、切削液的壓力和流量,同時控制好U鉆的排屑效果,否則將在很大程度上影響孔的表面粗糙度和尺寸精度。5. 裝夾U鉆時,一定要使U鉆中心與工件中心重合,并垂直于工件表面。6.
2694
數控編程網 ??? 4年前
Abaqus 三維鉆孔仿真案例教學 
<h2>1、 引言</h2><p>本教學圍繞機械加工中的鉆孔工藝,借助 Abaqus 有限元分析軟件開展三維鉆孔過程仿真建模實踐教學。
3797 21 7
Abaqus_JUN ??? 9月前
UG編程模具零件銑削加工 
今天介紹一個UG編程中模具零件銑削加工實例,通過這個例子讓學員更加了解實例操作,篇幅比較長會分好幾篇講解,這是第一篇。UG編程模具零件實體造型2.1分析零件通過圖形分析可知:(1)UG編程中零件涉及曲面、鉆孔等造型方法。
2315
張偉一 ??? 3年前
UG加工編程 | 各個加工工序詳解 
孔加工操作子類型SPOT-FACING:锪孔,用于加工鉆孔位置的小平面。SPOT-DRILLING:中心鉆,用于加工中心孔。DRILLING:鉆孔,孔加工基本模板,用于加工普通孔。PECK-DRILLING:啄孔,用于深孔加工。BREAKCHIP-DRILLING:斷屑鉆,用于不易斷屑材料的孔加工。
3815 1
張偉一 ??? 3年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
首先,刀具中心的軌跡是螺旋線而非直線,即刀具中心不再與所加工孔的中心重合,屬偏心加工過程。刀具的直徑與孔的直徑不一樣,這突破了傳統鉆孔技術中一把刀具加工同一直徑孔的限制,實現了單一直徑刀具加工一系列直徑孔。這不僅提高了加工效率,同時也大大減少了存刀數量和種類,降低了加工成本。 其次,螺旋銑孔過程是斷續銑削過程,有利于刀具的散熱,從而降低了因溫度累積而造成刀具磨損失效的風險。
2303
機械工程師 ??? 4年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2201 1
UG編程模具設計實戰 ??? 3年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
五、刀柄尺寸示例六、平面銑七、型腔銑+登高銑八、固定軸曲面銑九、鉆孔加工十、UG加工模塊工具條之刀軌操作刀軌操作工具條中的功能主要是對創建的刀片操作以及程序組進行后期的處理,在編寫程序刀路軌跡時經常使用,下面來進行簡介:1.生成刀軌:對選定的操作在當前生成刀具軌跡,可以選擇多個操作但在生成操作 時不能進行其他的編輯操作
5021
張偉一 ??? 3年前
UG編程教程入門UG加工模塊工具條功能詳解
五、刀柄尺寸示例六、平面銑七、型腔銑+登高銑八、固定軸曲面銑九、鉆孔加工十、UG加工模塊工具條之刀軌操作刀軌操作工具條中的功能主要是對創建的刀片操作以及程序組進行后期的處理,在編寫程序刀路軌跡時經常使用,下面來進行簡介:1.生成刀軌:對選定的操作在當前生成刀具軌跡,可以選擇多個操作但在生成操作 時不能進行其他的編輯操作
2650
張偉一 ??? 3年前
細長條連桿零件材料熱處理及孔精加工過程研究 
內容:在數控機床鉆孔至φ16mm,并保證孔中心距,銑孔至φ18.5mm,鏜孔至φ(9.12+0.030)mm。結果:零件孔位及孔表面粗糙度及形位公差均能滿足圖紙要求,孔徑尺寸偶爾出現超差情況。⑵方案二。方式:鉗工利用鉆孔工裝擴鉆鉸孔。內容:鉆孔至φ16.5mm,擴孔至φ18.9mm 再鉸孔φ(19.12+0.030)mm。
2843
金屬加工前沿 ??? 3年前
半軸精車、鉆孔、孔倒角自動化設計 
主要加工尺寸:外圓直徑 φ221mm,盤厚15mm,中心距為 φ190mm,共計10個孔,孔徑為16.3 +0.2mm,孔相對于半軸兩端中心孔的位置度為 φ0.2mm,加工法蘭盤外圓、內外端面,鉆法蘭盤孔,內外端面孔倒角。圖1 法蘭盤產品結構圖生產線原有加工方式 原有生產線存在很多缺點與不足,如圖2所示。
2376
FMMM ??? 4年前
CNC數控加工中心的分類方法 
三、根據加工工序分類加工中心根據加工工序可分為鏜銑和車銑這兩種類型。CNC鏜銑加工中心是用于機械工程領域的物理性能測試儀器,可以加工不同形狀的工件,通過工作臺的回轉實現一次裝夾多面鉆孔、鏜孔、校孔、銑平面、銑斜面、銑槽、攻螺紋等工序的加工。CNC車銑加工中心是車銑加工中心是一種用于機械工程領域的儀器,于2008年10月10日啟用。
2600
2103707493 ??? 2年前
汽車行業刀具管理零件,槍鉆在高參數下的加工要怎么改善?
汽車零件材料是HT250(HB200),加工機床用的是臥式加工中心(HSK100) ,孔徑為D14.06,孔深為274.5,加工參數為S2050/F492(內冷),刀具壽命420孔,深孔鉆加工前有引導孔D14.09,孔深22.3。目前的加工情況是容易斷刀,出現加工過載情況;實際平均壽命300,不達標準壽命,換刀頻繁。
2203 1
諾而為刀具管理 ??? 2年前
UG加工環境與加工術語,工藝安排,加工初始設置 
4、程序組方法組“方法組”定義切削方式類型(粗加工、精加工、半精加工)。像“內公差”、“外公差”和“部件余量”這樣的參數都在此處定義。定義銑、鉆、車和 線切割 方法組時所使用的各種參數: 進給率、指定顏色、附加的刀路、部件余量、內公差/外公差、顯示選項和繼承。六、UG NX平面銑操作1、平面銑概述平面銑主要適合平面輪廓、平面區域或平面島嶼等平面類零件的粗、精加工。
2937
張偉一 ??? 3年前
復雜深孔的高效加工方法! 
圖2 圖2 在深孔加工中,1mm以下的小直徑孔采用硬質合金鉆加工而成,但關于15mm及以上的孔,普通采用焊接刃鉆頭,而關于25mm及以上的孔,則采用可轉位刀片鉆頭在單管系統和Ejector雙管系統中才干十分高效地執行這些工序。山特維克可樂滿深孔加工全球中心可為業內開發零件工藝提供開發、設計和測試資源。
2266
數控編程網 ??? 3年前
數控編程課堂:加工中心,你真的懂嗎?干貨們!一文詳解加工中心
(4)盤、套、板類零件:帶有鍵槽,或徑向孔,或端面有分布的孔系,曲面的盤套或軸類零件,如帶法蘭的軸套,帶鍵槽或方頭的軸類零件等,還有具有較多孔加工的板類零件,如各種電機蓋等。端面有分布孔系、曲面的盤類零件宜選擇立式加工中心,有徑向孔的可選臥式加工中心。
2263 1 1
數控編程教學 ??? 4年前
鉆頭斷在孔里了,不要慌,26種方法教你輕松取出! 
19、用合金鉆頭打(缺點:a、容易破壞原有孔;b、對硬質斷入物無用;c、合金鉆頭較脆易斷。) 20、現在有一種用電加工原理設計制造的便攜式工具機,能輕松快速將斷螺絲、斷絲錐鉆頭取出。 21、如果螺絲不太硬,可以把端面挫平,再找出找中心點,用樣沖打一小點上去,用小一點的鉆頭先鉆,要垂直,然后用斷絲取出器反向擰出即可。
2801
模具設計UG編程教學 ??? 3年前
【行業知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
2、孔的圓度 由于鉆頭的振動,鉆出的孔型很容易呈多邊形,孔壁上出現像來復線的紋路。常見的多邊形孔多為三角形或五邊形。產生三角形孔的原因是鉆孔時鉆頭有兩個回轉中心,它們按每間隔600交換一次的頻率振動,振動原因主要是切削抗力不平衡,當鉆頭轉動一轉后,由于加工的孔圓度不好,造成第二轉切削時抗力不平衡,再次重復上次的振動,但振動相位有一定偏移,造成在孔壁上出現來復線紋路。
2647
機械工程師 ??? 4年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
