



鑄造沙眼與鑄件缺陷的原因及對策 
鑄造缺陷是在鑄造過程中發(fā)生的鑄造(鑄件)缺陷。 存在各種缺陷現(xiàn)象,例如鑄件中的裂紋,粗糙的表面以及內(nèi)部帶有孔洞的孔洞。 鑄造缺陷分為幾種類型,每種類型都有不同的原因。 另外,由于鑄造工藝的多樣性,可能有多種原因,并且在大多數(shù)情況下是復(fù)雜的。典型的缺陷大致分為本文介紹的幾大類。 下面德松模具鋼帶你了解一下鑄造沙眼的原因和對策。
2982
德松模具鋼材有限公司 ??? 1年前
熔模鑄件缺陷分析與案例,了解缺陷類型、學(xué)會分析并解決缺陷 
憑借自己的知識和經(jīng)驗,根據(jù)缺陷的特征很容易確定缺陷名稱;進而利用頭腦風(fēng)暴法和魚刺圖等手法找出產(chǎn)生缺陷的原因,及主要原因;采取有效的對策,予以解決。 (2)較重缺陷 鑄件產(chǎn)生缺陷的數(shù)量較多,損失較大;或經(jīng)常產(chǎn)生的缺陷(或稱“常見病”),或反復(fù)產(chǎn)生的缺陷(或稱“多發(fā)病”),稱之為較重缺陷。
3298
鑄造工程師 ??? 4年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設(shè)計 
2 鑄造工藝方案設(shè)計 2.1 鑄件結(jié)構(gòu)與鑄造工藝性分析后汽缸下半鑄件主體由30 mm 厚的排汽蝸殼構(gòu)成,是具有復(fù)雜線型的不規(guī)則薄壁殼體。澆注過程中鋼液流動距離長、溫降大,易產(chǎn)生澆不足、冷隔等缺陷。鑄件冷卻過程收縮不均,易變形,易產(chǎn)生尺寸偏差等鑄造缺陷。鑄件水平中分面、排汽口法蘭是UT1級要求區(qū),其中的水平中分面法蘭較容易放置冒口,質(zhì)量容易得到保證。
4454
我愛汽輪機仿真 ??? 2年前
消失模鑄件(碳缺陷)核心原因與防控思路 
作者:江正宏(涇縣明華消失模涂料) 消失模鑄件的碳缺陷(俗稱“碳陷”),是制約鑄件表面質(zhì)量、加工性能與使用可靠性的核心頑疾。其本質(zhì)為:白模熱解產(chǎn)物未及時排出,在高溫金屬液作用下形成游離碳/固碳,侵入鑄件表面或內(nèi)部。
998 1
AI消失模鑄造江正宏: 13812874217 ??? 2月前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
炭黑缺陷雖說不像其他類嚴重缺陷一樣可導(dǎo)致鑄件報廢,但是炭黑缺陷的存在給鑄件外觀質(zhì)量造成了嚴重的影響,企業(yè)在了解到產(chǎn)生炭黑缺陷的原因之后應(yīng)該謹慎生產(chǎn),避免鑄件產(chǎn)生炭黑缺陷。二、皺皮缺陷產(chǎn)生的原因及解決方法1.鑄鐵件表面皺皮(積碳)鑄件表面有厚薄不同的皺皮,有波紋狀、滴瘤狀、冷隔狀、渣狀或夾氣夾雜狀等。波紋狀較淺,其余皺皮則較厚、較深。
4893 4 1
鑄造工程師 ??? 2年前
改變鑄件澆注入水位置,能解決哪些問題?
鑄件澆注后沒發(fā)現(xiàn)異常,吊耳座位MT、UT合格,但吊耳座位加工后采用斜探頭UT檢查,發(fā)現(xiàn)淺表較多的線性缺陷,長度5~50mm不等,連續(xù)生產(chǎn)的多件產(chǎn)品均有此問題。后來我們從溫度分布的平衡方面受到一點啟發(fā),上層澆口的入水位置避開大冒口下熱集中區(qū),吊耳座處皮下裂紋現(xiàn)象迎刃而解,該產(chǎn)品韶鑄后來生產(chǎn)了約150個,質(zhì)量都很穩(wěn)定。
2302 2 3
鑄造工程師 ??? 3年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
塌箱缺陷產(chǎn)生的主要原因有: 1. 金屬液“閃流”是造成塌型缺陷產(chǎn)生的原因之一,所謂金屬液“閃流”就是在澆注中,部分已經(jīng)流入填充消失模模樣位置的金屬液在受到外界作用的情況下改流到其他部位,使得原來置換出來的位置無金屬液或者金屬充填占據(jù)?! ?. 涂料的耐火度、高溫強度不夠,極容易產(chǎn)生消失模鑄件塌箱缺陷。
2913
鑄造工程師 ??? 4年前
消失模工藝鑄件含碳量超標的9大主要原因分析及操作要點匯總 
采用雨淋式澆注系統(tǒng)對低碳鋼鑄件進行澆注,將造成鑄件增碳、滲碳、積碳的工況和條件增大,使鑄件產(chǎn)生嚴重的缺陷而不宜使用。
2304
鑄造工程師 ??? 4年前
4種鑄件澆注方式對應(yīng)鑄件類型全面解析 
結(jié)論 對于使用強度較高的鑄型生產(chǎn)的大型鑄鐵件,在澆注工藝上采用分散、底注的澆注方式,同時輔以適當提高澆注速度、適當提高澆注溫度的方法,可以大大減少鑄件孔眼類缺陷(氣孔、渣眼、鐵豆)、裂紋類缺陷(熱裂、冷裂)、表面類缺陷(冷隔、澆不足)、組織及性能類缺陷(孕育衰退)的產(chǎn)生,提高鑄件的成品率,減少廢品損失,降低鑄件加工過程中由于鑄件內(nèi)部缺陷的原因報廢而造成的機械加工損失。
5035
鑄造工程師 ??? 4年前
從5方面分析鑄件產(chǎn)生熱裂的原因及相應(yīng)解決辦法 
根據(jù)上述分析可見,影響鑄件形成熱裂的因素是多方面的。因此,當考慮防止熱裂的措施時,不能從單方面的影響因素著手解決,需結(jié)合具體情況進行綜合分析,從而采取相應(yīng)辦法方可。1、鑄件結(jié)構(gòu)鑄件結(jié)構(gòu)設(shè)計不合理,往往是熱裂產(chǎn)生的原因之一。所以,在設(shè)計鑄件時應(yīng)注意以下幾點:a、兩截而相交處不要設(shè)計成直角拐彎,須設(shè)有圓角。圓角的形狀、大小視鑄件的交接情況確定。
2525
鑄造工程師 ??? 4年前
中錳抗磨球墨鑄鐵件三類常見缺陷原因與防止方法 
在中錳抗磨球墨鑄鐵件生產(chǎn)中,常見的鑄件缺陷除有灰鑄鐵件和球墨鑄鐵件的一般缺陷外,還有碳化物量過高或連續(xù)網(wǎng)狀分布、索氏體量和奧氏體量過高等。通常,產(chǎn)生這些缺陷的原因不單是化學(xué)成分中Si/Mn比的選擇問題,有時還有造型制芯、熔煉澆注、配砂質(zhì)量、落砂清理等許多生產(chǎn)工序的問題,因此必須具體分析,以便采取相應(yīng)的合理措施加以解決。
2465
鑄造工程師 ??? 4年前
基于自動迭代法的鑄件變形補償技術(shù)的開發(fā)與應(yīng)用 
但是基于各種原因,許多壓鑄鋁合金部件在最初的結(jié)構(gòu)設(shè)計時很少考慮鑄造工藝性,其結(jié)構(gòu)復(fù)雜、壁厚差異大、精度要求高,給壓鑄技術(shù)開發(fā)及生產(chǎn)帶來了很大的挑戰(zhàn)。其中變形缺陷是復(fù)雜壓鑄件在生產(chǎn)中常見的且不易控制的難題之一。造成鑄件變形缺陷的原因有很多方面,如鑄件結(jié)構(gòu)設(shè)計不當;鑄件頂出不平衡;模具溫度不平衡等。
2385 5 4
C3PChina ??? 3年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰(zhàn)案例 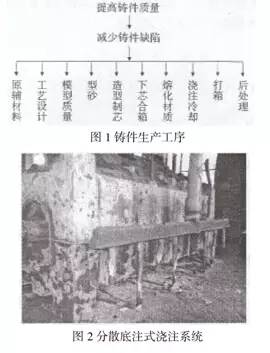
結(jié)論對于使用強度較高的鑄型生產(chǎn)的大型鑄鐵件,在澆注工藝上采用分散、底注的澆注方式,同時輔以適當提高澆注速度、適當提高澆注溫度的方法,可以大大減少鑄件孔眼類缺陷(氣孔、渣眼、鐵豆)、裂紋類缺陷(熱裂、冷裂)、表面類缺陷(冷隔、澆不足)、組織及性能類缺陷(孕育衰退)的產(chǎn)生,提高鑄件的成品率,減少廢品損失,降低鑄件加工過程中由于鑄件內(nèi)部缺陷的原因報廢而造成的機械加工損失。
2351 1
鑄造工程師 ??? 3年前
鑄件5大常見缺陷及解決方案,必須收藏學(xué)習(xí) 
缺陷三:鑄件發(fā)生龜裂缺陷 有兩大原因,一是通常因該處的金屬凝固過快,產(chǎn)生鑄造缺陷(接縫);二是因高溫產(chǎn)生的龜裂。1)對于金屬凝固過快,產(chǎn)生的鑄造接縫,可以通過控制鑄入時間和凝固時間來解決。鑄入時間的相關(guān)因素:蠟型的形狀。鑄到的粗細數(shù)量。鑄造壓力(鑄造機)。包埋料的透氣性。凝固時間的相關(guān)因素:蠟型的形狀。鑄圈的最高焙燒溫度。包埋料的類型。金屬的類型。
2433 1 1
鑄造工程師 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質(zhì)量和生產(chǎn)成本及效率 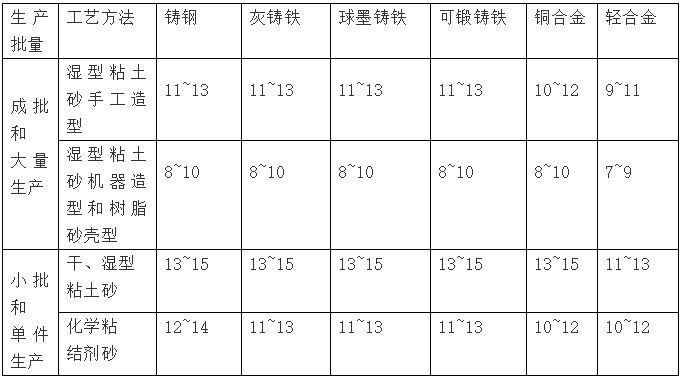
我們在選擇自己產(chǎn)品的生產(chǎn)工藝時必須要有科學(xué)的態(tài)度,要從實際出發(fā),要根據(jù)鑄件的材質(zhì)、結(jié)構(gòu)特點和質(zhì)量要求進行綜合考慮。覆膜砂鑄造砂眼_氣孔_粘砂_的等缺陷原因及解決方法傳統(tǒng)的鑄造涂料只是在鑄件和鑄型中間起到阻擋隔離作用,達到防粘砂目的,但普通鑄造涂料高溫下由于附著力差、強度低、耐火差、發(fā)氣量大,容易造成鑄件產(chǎn)生粘砂、砂眼、氣孔、碳渣等缺陷。
5645 1
鑄造工程師 ??? 2年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優(yōu)化 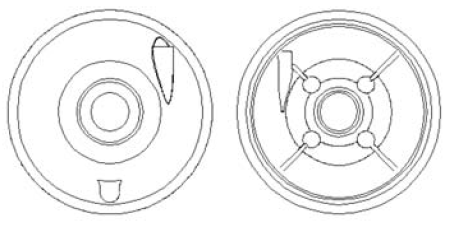
圖4 鑄件縮孔 圖5 自硬砂芯盒及冷鐵2 結(jié)果分析該工藝生產(chǎn)效率低的主要原因是生產(chǎn)中使用了大量的冷鐵,其中外冷鐵需要在自硬砂制芯時人工下入芯盒,嚴重制約了手工自硬砂砂芯的制芯效率;而頂部四個獨立搭子處的內(nèi)冷鐵,需要在造型時人工插入型腔,大大影響造型時的生產(chǎn)效率。產(chǎn)品質(zhì)量不穩(wěn)定,頂部四個搭子處集中出現(xiàn)鑄造缺陷(圖6)的主要原因是:①內(nèi)冷鐵下入型腔的質(zhì)量不受控。
4617
鑄造工程師 ??? 2年前
鑄鐵件出現(xiàn)白口,加工硬度高,該如何解決? 
鑄件出現(xiàn)硬度大缺陷時,在鑄件斷口、特別是薄壁處斷口的宏觀組織呈麻口甚至白口。硬度大缺陷的鑄件將造成加工難度大、出現(xiàn)縮孔、縮松、機械性能不合格等,使鑄件報廢。孕育鑄鐵出現(xiàn)白口缺陷的原因1、鐵水原因鐵水原因包括化學(xué)成分、熔煉質(zhì)量和原材料遺傳性等。首先,鐵水化學(xué)成分的原因。
3874
鑄造工程師 ??? 4年前
鑄件砂眼鑒別要點匯總,以三種鑄件砂眼為實例講解! 
摘要:著重論述了砂眼的原因分析和對策。簡要介紹了鑄造缺陷的工序聯(lián)系,對砂眼夾渣的形成原因進行了展開,并例舉了三種產(chǎn)品砂眼缺陷的對策。 關(guān)鍵詞:砂眼 對策 熱負荷 構(gòu)造 前言 在鑄造生產(chǎn)中,我們經(jīng)常會發(fā)現(xiàn)帶有砂眼的鑄件,或在表面,或在內(nèi)部,情況輕的,一般可以不處理或者修磨、焊補處理,嚴重的會導(dǎo)致報廢。
3108
鑄造工程師 ??? 4年前
沖砂、掉砂、鼠尾、夾砂結(jié)疤等砂眼如何鑒別,3實例教你解決砂眼缺陷! 
缺陷外觀為局部有細小的空洞,缺陷確認為砂眼缺陷,經(jīng)過調(diào)查分析,確認原因為合箱前易割片內(nèi)散沙未輕吹干凈,澆注時帶入鑄件,形成砂眼。實例二:使用易割片引導(dǎo)輪產(chǎn)品澆道內(nèi)增加濾渣片,改善了澆道內(nèi)澆口的流速,降低了返修率。 實例三:優(yōu)化澆冒口方案托架類產(chǎn)品,存在砂眼,通過工藝優(yōu)化,增加補貼后,砂眼返修率降低。 7.結(jié)論引起鑄件缺陷的原因是多方面的。
4685 4 2
鑄造工程師 ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設(shè)計 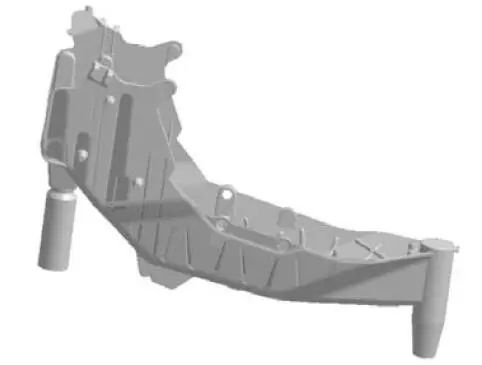
圖1 鋁合金薄壁殼體三維模型圖2 初步澆注系統(tǒng)三維模型1.2 原澆注系統(tǒng)數(shù)值模擬結(jié)果分析數(shù)值模擬結(jié)果預(yù)測鑄件會產(chǎn)生如圖3所示的縮松、縮孔缺陷,通過分析得出,產(chǎn)生縮松、縮孔缺陷的原因可能有以下兩個:①鑄件中段以及右端某些位置離內(nèi)澆道的距離過遠導(dǎo)致補縮路徑過長,使鑄件難以得到補縮產(chǎn)生縮松、縮孔;②鑄件結(jié)構(gòu)上存在一些難以順序凝固的復(fù)雜結(jié)構(gòu)。
3276
鑄造工程師 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
