



航空航天鋁合金材料發展方向及工藝處理 
鋁型材的生產工藝主要采用連續拉擠成型工藝以提高生產效率并進行一定的預應力取向,提高型材的力學性能。在鋁型材的擠壓過程中,多擠壓周期的連續擠壓方式中,相鄰2根擠壓坯料間會形成界面,使得該界面在型材中的延伸長度增加,因為橫向焊縫會大大影響鋁型材的使用壽命,導致疲勞壽命急劇下降。
4175 4
材料科學與工程技術 ??? 2年前
Simufact軟件在鋁型材擠壓模具設計數值模擬的應用 附simufact.additive 3下載 
運用Simufact軟件能夠快速地獲得擠壓過程的應力場、應變場、溫度場、速度場,求解結果能正確地反應實際情況。合理、科學的應用Simufac能夠有效地指導鋁型材擠壓工藝和模具設計,減少試模次數,對提高設計效率和質量、節省成本、提高經濟效益具有重要價值意義。 下載地址:simufact.additive 3 安裝教程
3011 1 1
人類使徒 ??? 4年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求 
鋁合金沖壓板件在焊接上的工藝要求 焊裝鋁合金車身過程中的主要工藝有電阻焊、CMT 冷過渡焊接、鎢極氬弧焊、鉚接、沖連及打磨拋光等。鋁合金板件無鉚連接工藝 鋁板件無鉚連接是通過壓力設備和專用模具將 2 層或多層金屬板件冷擠壓成型,然后形成一個具有一定抗拉和抗剪強度的內部鑲嵌連接點。連接板件厚度可以相同或不同,可以有膠粘層或者其他中間層,材質可以相同或不同。
2447 5
金屬加工前沿 ??? 3年前
汽車輕量化-鋁合金材料的技術應用及加工工藝整合 
日本已有相當部分的汽車鋁輪轂采用擠壓鑄造工藝生產,從澆注金屬液到取出鑄件整個過程都由計算機來控制,自動化程度非常高。目前世界各國都把擠壓鑄造作為汽車鋁輪圈生產的方向之一。 輥壓成形工藝 輥壓成形工藝是一種以若干滾輪轉動將材料送入,同時順次成形,獲得所需斷面產品的工藝。
3726 3 1
小花女王 ??? 4年前
一種車用攝像頭殼體冷擠壓成形工藝與模具設計 
產品及生產工藝產品信息材料使用工業純鋁,牌號1070A,純鋁塑性好,易于冷擠壓成形。產品長寬高尺寸為23mm×23mm×17.5mm,輪廓尺寸公差±0.05mm,體積2038mm3,重量5.5g。因冷擠壓后的產品尺寸和表面粗糙度滿足要求,故鍛后無CNC加工,產品圖如圖1所示。
2814 1
FMMM ??? 4年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
⑶擠壓工藝改進后的模擬結果。 擠壓工藝改進后,如圖8 改進工藝后最終成形的速度和流動應力圖所示,消除階梯形孔擠壓成形出現的塌陷現象。如圖9 改進后的最終成形的有效應變圖所示,大大減少了擠壓成形由于摩擦因素和金屬流動不均勻造成的縮孔現象,提高了成形零件的質量。
2985 4 3
FMMM ??? 4年前
為什么說鋁沖壓和液壓成型工藝是未來發展趨勢 
液壓成型、伺服成型還是鑄鋁擠壓成型等技術工藝,哪種方案最終能在產能、品質、成本中取得平衡,其或將成為鋁材(沖壓)成型工藝的主流。
2234
機械學霸 ??? 3年前
電動自行車電池外殼鋁型材擠壓模結構優化設計 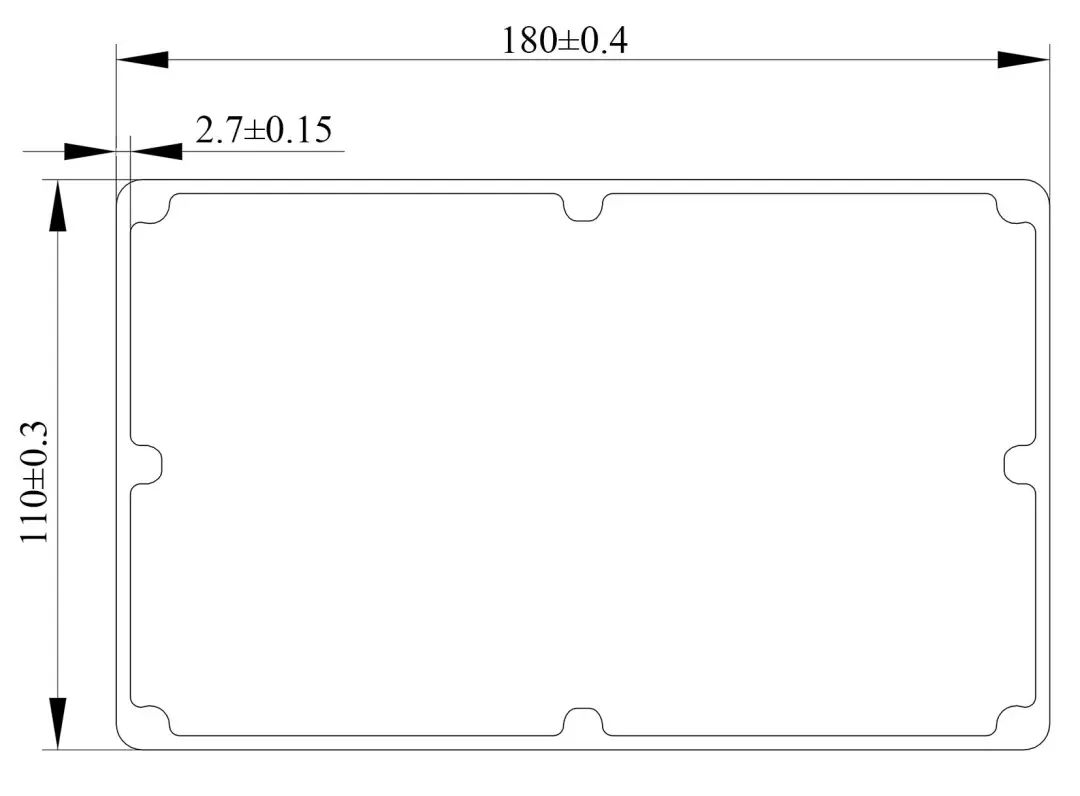
圖1 型材截面 圖2 初始上模結構 1.2 初始方案分析 模擬分析采用專用鋁型材熱擠壓模擬分析軟件Inspire,模擬分析和試模的工藝參數如表1所示。
4150 4
張偉一 ??? 3年前
壓鑄鋁汽車零部件自動化批量高效去毛刺打磨工藝技術方法 
如果您有以下鋁合金、鋅合金、鎂合金或銅合金壓鑄零部件拋光方面的問題需要專業技術支持,可以參考上述案例:鋁合金壓鑄汽車、摩托車變速箱殼體去毛刺、除飛邊、去批鋒工藝技術方法部件拋光工藝方法鋁合金壓鑄件自動化去毛刺壓鑄件去毛刺設備鋁合金毛刺怎么去除鋁合金表面毛刺怎么處理鋁合金汽車配件怎么去毛刺鋁合金鑄造毛邊打磨壓鑄鋁去毛刺方法壓鑄鋁件去毛刺最好方法
4622 7
jerrylu ??? 2年前
基于VPSC模擬FCC金屬等通道轉角擠壓(ECAE)工藝 
本文將介紹VPSC模擬FCC金屬等通道轉角擠壓(ECAE)工藝。等通道轉角擠壓是將多晶試樣壓入一個特別設計的模具中以實現大變形量的剪切變形工藝,主要通過變形過程中的近乎純剪切作用,使材料的晶粒得到細化, 從而材料的機械和物理性能得到顯著改善。等通道轉角擠壓是一種有效的制備超細晶材料的方法。
2346
320科技工作室 ??? 4年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 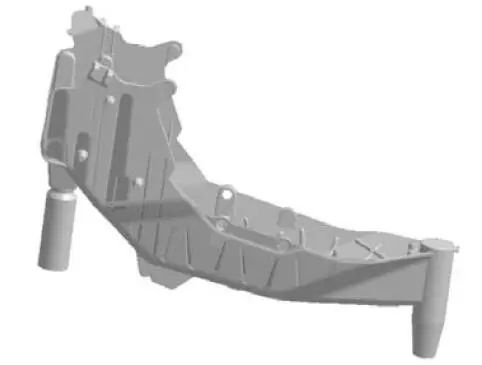
1 原工藝分析1.1 鑄件結構與原始澆注系統本文研究對象為鋁合金薄壁殼體,鋁合金牌號為A356。其外觀如圖1所示,鑄件特征為形狀細而長,縱向高度差異大,壁厚較薄的異型鋁合金殼體。鑄件尺寸為:733.5 mm×230.6 mm×495 mm;鑄件壁厚大多在6 mm,且存在大量加強筋和肋板,鑄件左側高度明顯高于右側,使得鑄件左側相比右側難以補縮。
3273
鑄造工程師 ??? 3年前
鋁機箱外殼定制: 制造工藝、材料特性、應用和優勢 
壓鑄在高壓下將熔融鋁注入鋼模,然后冷卻凝固,形成零件。3. 鈑金成型切割、彎曲、沖壓和焊接鋁板,形成所需的外殼形狀。 4. 擠壓將加熱的鋁材通過模具擠出,形成截面形狀一致的長條,然后根據需要進行切割和進一步加工。 5. 鑄造將熔化的鋁倒入模具,使其冷卻凝固,然后進行機加工和精加工。6.
2316
2103707493 ??? 1年前
激光雕刻(鐳雕)鋁合金相機鏡頭蓋去毛刺氧化皮鏡面研磨拋光工藝方法 
最后總結在這個案例中,我們展示了一個激光雕刻的鋁合金材質相機零部件外表面的自動化去毛刺刀紋氧化皮,實現鏡面研磨拋光的工藝過程。
3275
jerrylu ??? 2年前
沖壓件的冷擠壓工藝有什么優點 
在沖壓件加工廠,有時因著沖壓件形狀及性能要求的特殊性,要用到冷擠壓工藝。今天來介紹下冷擠壓工藝的優點。 先來了解下什么冷擠壓的概念。冷擠壓是在室溫將毛坯入入模具型腔,在強大壓力和一定速度作用下,迫使金屬從型腔內產生塑性變形擠得所需要的尺寸、形狀和力學性能的制件。冷擠壓加工可以在冷擠壓壓力機上進行,也可以在普通機械壓力機(沖床)、液壓機、摩擦壓力機或高速錘上進行。
2439
東一金屬 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
常見的鋁零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。一、減少鋁加工變形的工藝措施1、降低毛坯內應力采用自然或人工時效以及振動處理,均可部分消除毛坯的內應力。預先加工也是行之有效的工藝方法。對較大的毛坯,由于余量大,故加工后變形也大。
2252
UG編程模具設計實戰 ??? 3年前
基于DEFORM V11.0 星形套溫擠壓成形工藝分析 

過去的加工方法是采用模鍛工藝。? ? ? ? 該生產工藝存在著尺寸精度低、材料利用率低、效率低、成本高、質量也不易保證等缺點。溫擠壓成形性能介于冷擠壓和熱擠壓之間,既克服了冷擠壓變形抗力大的難題,又避免了熱加工的過熱、過燒、氧化、脫碳等缺點,所以欲采用溫擠壓先進制造技術制造星形套。
661 3
鄭彥博 ??? 5年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
常見的鋁零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。 一、減少鋁加工變形的工藝措施 1、降低毛坯內應力 采用自然或人工時效以及振動處理,均可部分消除毛坯的內應力。
2505
模具設計UG編程教學 ??? 3年前
擠壓鋁型材6061T6的Gissmo材料卡 
擠壓鋁型材6061T6材料,帶Gissmo失效,已標定已加密。售短期或長期使用期限。
2925 2 1
L.Gao ??? 3年前
abaqus準靜態載荷下薄壁鋁擠壓的漸進破壞分析 
abaqus準靜態載荷下薄壁鋁擠壓的漸進破壞分析
97
abaquser ??? 7年前
案例 | 汽車結構件減震塔的鋁合金壓鑄工藝優化 
最后采用該工藝實際生產出合格的鋁合金減震塔零件,成品率達到90%以上。若通過控制模具溫度等其他條件,成品率有望進一步提高。圖7 局部冷卻后得到的優質鑄件四、結論1. 設計、優化選出大型、復雜汽車結構件——鋁合金減震塔的壓鑄澆注系統及溢流和排氣系統。2.
2854 1
FLOW3D 流體仿真 ??? 1年前
20條/頁 
 39
39 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
