



澆鑄時(shí)間如何確定?4種鑄件澆注方式對(duì)應(yīng)鑄件類(lèi)型全面解析 
為壁厚系數(shù),與鑄件的壁厚有關(guān)(如表3所示)。表3系數(shù)SZ和鑄件壁厚的關(guān)系(3)依據(jù)生產(chǎn)實(shí)踐,對(duì)于質(zhì)量大于1000 kg的鑄鐵件,澆注時(shí)間可按下式計(jì)算:式中:t為澆注時(shí)間(s);G,為型內(nèi)金屬液總質(zhì)量,包括澆、冒口系統(tǒng)質(zhì)量(kg);S,為壁厚系數(shù),與鑄件的壁厚有關(guān)(如表4所示)。
5036
鑄造工程師 ??? 4年前
澆注工藝對(duì)減少鑄造缺陷有哪些作用 看實(shí)戰(zhàn)案例 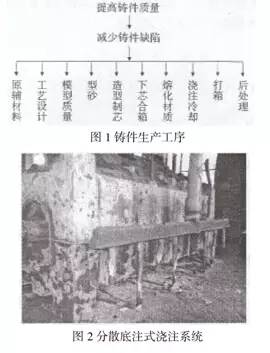
為壁厚系數(shù),與鑄件的壁厚有關(guān)(如表3所示)。表3系數(shù)SZ和鑄件壁厚的關(guān)系(3)依據(jù)生產(chǎn)實(shí)踐,對(duì)于質(zhì)量大于1000 kg的鑄鐵件,澆注時(shí)間可按下式計(jì)算:式中:t為澆注時(shí)間(s);G,為型內(nèi)金屬液總質(zhì)量,包括澆、冒口系統(tǒng)質(zhì)量(kg);S,為壁厚系數(shù),與鑄件的壁厚有關(guān)(如表4所示)。
2351 1
鑄造工程師 ??? 3年前
淺談重力鑄件模流分析 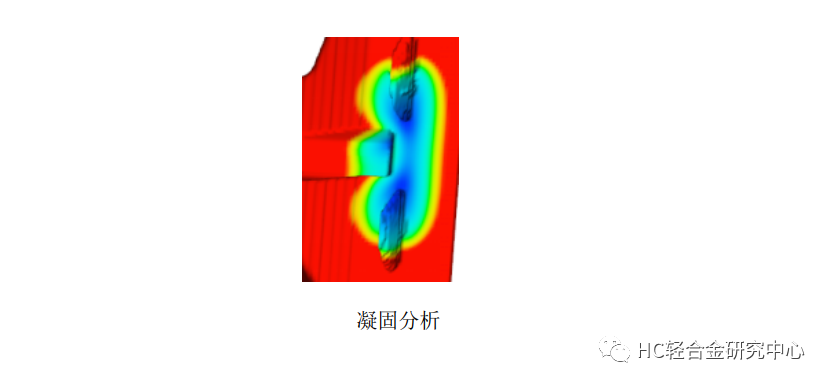
1、產(chǎn)品分析:1.1對(duì)支架毛坯數(shù)模進(jìn)行壁厚分析,產(chǎn)品最大壁厚30mm,最薄8mm,本產(chǎn)品整體壁厚較厚,薄壁區(qū)域位于三處螺栓安裝區(qū),壁厚差異大,因此在厚壁處易形成熱節(jié),造成產(chǎn)品形成集中的縮孔缺陷。1.2運(yùn)用模流軟件對(duì)產(chǎn)品進(jìn)行凝固分析。
4212 5 1
鑄造工程師 ??? 2年前
壁厚8mm,57.2kg鑄件制作全程,6項(xiàng)關(guān)鍵工藝一一剖析 
15分鐘?4)型殼焙燒:型殼焙燒使用燃?xì)獗簾隣t,焙燒溫度1120℃,焙燒時(shí)間1.5小時(shí)?由于型殼較重,使用傳統(tǒng)的叉殼裝爐和澆注不易實(shí)現(xiàn),試制時(shí)我們?cè)O(shè)計(jì)了型殼焙燒工裝(由50*50mm的鋼板焊接而成),與型殼一同裝爐以利于型殼的取放?裝殼和出殼均采用手動(dòng)叉車(chē)進(jìn)行(叉車(chē)的齒部預(yù)先使用耐火棉將其包裹,避免高溫受熱變形),見(jiàn)下圖:5)澆注:澆注過(guò)程采用轉(zhuǎn)包澆注,由于該產(chǎn)品整體壁厚只有
2121
鑄造工程師 ??? 3年前
消失模高品質(zhì)鑄件決定因素,從泡沫珠粒選擇等五個(gè)方面一一解析 
為了減少鑄件增碳,除了設(shè)計(jì)好澆注系統(tǒng)之外,還得控制好澆注工藝,依據(jù)鑄件確定合適澆注溫度,澆注速度不宜太快,過(guò)快了會(huì)增加增碳量,盡可能使其與模樣氣體熱解產(chǎn)物排出速度同步,高溫金屬液與模樣熱解產(chǎn)物接觸的時(shí)間是越短越好,使模樣盡快氣化,并將氣化產(chǎn)物排出型外或盡可能把殘留渣排至冒口和集渣口里。澆注結(jié)束后,根據(jù)鑄件壁厚及表面積大小規(guī)定合適的負(fù)壓及冷卻時(shí)間,避免鑄件長(zhǎng)時(shí)間在高溫下繼續(xù)增碳的傾向。
3123
鑄造工程師 ??? 4年前
船用汽輪機(jī)后汽缸下半鑄件的鑄造工藝設(shè)計(jì) 
根據(jù)后汽缸蝸殼主壁厚30 mm 查工藝手冊(cè)可知,合理的液面上升速度為不小于30~36 mm/s[2]。鑄件澆注過(guò)程模擬如圖3 所示,可以看出,整個(gè)澆注過(guò)程液面平穩(wěn),沒(méi)有冷隔、澆不足等缺陷。澆注過(guò)程耗時(shí)28 s,鑄件液面平均上升速度42.5 mm/s。
4455
我愛(ài)汽輪機(jī)仿真 ??? 2年前
鋁合金薄壁殼體低壓鑄造工藝方案設(shè)計(jì) 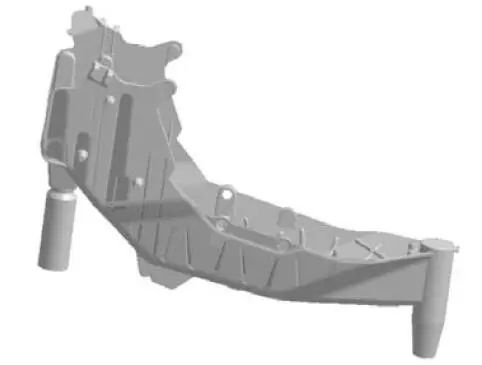
根據(jù)計(jì)算結(jié)果,優(yōu)化設(shè)計(jì)澆注系統(tǒng),再利用Design-expert軟件設(shè)計(jì)響應(yīng)面試驗(yàn),優(yōu)化鑄造工藝方案,最后進(jìn)行冷卻系統(tǒng)設(shè)計(jì)。最終獲得了成形質(zhì)量高且力學(xué)性能良好的鋁合金薄壁殼體鑄件。1 原工藝分析1.1 鑄件結(jié)構(gòu)與原始澆注系統(tǒng)本文研究對(duì)象為鋁合金薄壁殼體,鋁合金牌號(hào)為A356。其外觀如圖1所示,鑄件特征為形狀細(xì)而長(zhǎng),縱向高度差異大,壁厚較薄的異型鋁合金殼體。
3277
鑄造工程師 ??? 3年前
從5方面分析鑄件產(chǎn)生熱裂的原因及相應(yīng)解決辦法 
這樣有利于鑄件在熱裂危險(xiǎn)期的結(jié)殼強(qiáng)度提高。 c、當(dāng)遇到壁厚不均勻的鑄件,鋼水的澆注溫度取1540℃ .型殼的溫度在400-500℃左右,但必須嚴(yán)格執(zhí)行先快后慢的澆注方法。鑄件澆注后待鋼液凝固后,應(yīng)將壁厚部分的型殼先清除,讓這部分先冷卻,以達(dá)到鑄件收縮均勻之目的。
2525
鑄造工程師 ??? 4年前
改變鑄件澆注入水位置,能解決哪些問(wèn)題?
2 改進(jìn)澆注系統(tǒng)入水位置的幾則實(shí)例2.1 錨唇產(chǎn)品表面嚴(yán)重水紋的解決 錨唇產(chǎn)品是典型薄壁產(chǎn)品,壁厚一般為20~30mm,最大輪廓尺寸3500~4500mm,材質(zhì)GS-45。10年前我們的工藝在控制尺寸和產(chǎn)品壁厚方面很成功,但是澆口從內(nèi)圓冒口下切入,產(chǎn)品澆注出來(lái)后發(fā)現(xiàn)表面水紋特別嚴(yán)重,一道道的溝槽,砂孔也很多。
2302 2 3
鑄造工程師 ??? 3年前
鑄造中鑄件需要使用多大直徑的冒口?補(bǔ)縮怎么計(jì)算?教你4個(gè)簡(jiǎn)單易學(xué)的計(jì)算方法 
鑄造生產(chǎn)當(dāng)中,冒口的設(shè)計(jì)直接關(guān)系著鑄件的成品率與質(zhì)量。因此,許多鑄造廠都非常重視鑄件冒口的設(shè)計(jì)。所謂冒口,顧名思義就是鐵水澆注時(shí)冒上來(lái)的口,有兩個(gè)主要作用,一是澆注完成后熱液補(bǔ)縮,二是注湯時(shí),型腔內(nèi)快速排出氣體。
2585
鑄造工程師 ??? 4年前
離心鑄造工藝講解 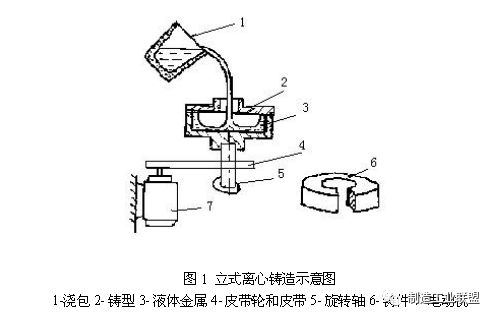
所以,鑄型轉(zhuǎn)速的選擇原則應(yīng)是在保證鑄件質(zhì)量的前提下,選取最小的數(shù)值 熔渣利用:為克服厚壁離心鑄件雙向凝固所引起的皮下縮孔缺陷,可在澆注時(shí)把造渣劑與金屬液一起澆入型內(nèi),熔渣覆蓋在鑄件內(nèi)表面上,阻止內(nèi)表面的散熱,創(chuàng)建由外向里的順序凝固條件,消除皮下縮孔。同時(shí),造渣劑還可起精煉金屬液的作用。 涂料使用:離心金屬型用涂料的組成與重力金屬型鑄造相似。
5716 4
鑄造工程師 ??? 2年前
球墨鑄鐵的3種熔煉澆注方案,附實(shí)驗(yàn)過(guò)程詳情 
通過(guò)設(shè)計(jì)小樣實(shí)驗(yàn),采用埃肯公司分析設(shè)備,研究化學(xué)成分、澆注溫度對(duì)壁厚為 180mm 的實(shí)體小樣產(chǎn)生石墨漂浮、縮松等缺陷的影響。進(jìn)而應(yīng)用于生產(chǎn)球墨鑄鐵厚壁件,獲得良好品質(zhì)的鑄件。 設(shè)備、材料準(zhǔn)備 自用高純生鐵,純凈低錳廢鋼,高鎂球化劑,75#FeSi 孕育劑;埃肯低鎂球化劑,孕育劑;1.5 噸中頻熔煉爐,500kg 球化包,500kg 中間包。
2898 5 2
鑄造工程師 ??? 3年前
大型混流式水輪機(jī)轉(zhuǎn)輪用鑄鋼件夾雜缺陷預(yù)測(cè)與工藝優(yōu)化 
1下環(huán)鑄造鋼件結(jié)構(gòu)及鑄造工藝分析1.1 下環(huán)鑄鋼件結(jié)構(gòu)及初始鑄造工藝 水輪機(jī)下環(huán)鑄鋼件如圖 1a)所示,其結(jié)構(gòu)看似簡(jiǎn)單,即一圓環(huán)狀結(jié)構(gòu),但其壁厚不均勻,最薄壁僅有71mm最厚部位處于中部偏上區(qū)域達(dá)163mm內(nèi)環(huán)半徑最小有 1525 mm,而外環(huán)半徑最大有1710mm,這種壁厚中間大兩端小的圓環(huán)結(jié)構(gòu)易產(chǎn)生縮孔縮松。
4281 1
雙螺桿泵 ??? 2年前
直列氣缸體立澆鑄造工藝設(shè)計(jì) 
工藝補(bǔ)正包括螺孔凸臺(tái)、油道壁厚、基本壁厚、涂料、拋丸補(bǔ)正,工藝補(bǔ)正量全部在工藝三維模型設(shè)計(jì)過(guò)程中設(shè)計(jì)完成,不允許在模具加工環(huán)節(jié)通過(guò)調(diào)整刀具加工保證,具體工藝補(bǔ)正量見(jiàn)表2。鑄造收縮率根據(jù)相似機(jī)型的劃線結(jié)果及加工后的成品毛坯凸臺(tái)偏差情況進(jìn)行計(jì)算確定,寬和高方向?yàn)?.8%,長(zhǎng)方向?yàn)?%(缸孔芯曲軸箱段0.5%)。
4338 3
鑄造工程師 ??? 2年前
基于自動(dòng)迭代法的鑄件變形補(bǔ)償技術(shù)的開(kāi)發(fā)與應(yīng)用 
鑄件在澆注過(guò)程中,液態(tài)金屬在凝固和冷卻過(guò)程中產(chǎn)生的熱應(yīng)力對(duì)鑄件的變形影響是非常大的。熱應(yīng)力使冷卻較慢的厚壁處受拉伸,冷卻較快的薄壁處或表面受壓縮,鑄件的壁厚差別越大,合金的線收縮率或彈性模量越大,熱應(yīng)力越大。定向凝固時(shí),由于鑄件各部分冷卻速度不一致,產(chǎn)生的熱應(yīng)力較大,鑄件就容易出現(xiàn)變形。在鑄造過(guò)程中,應(yīng)力通常包含熱應(yīng)力,機(jī)械應(yīng)力和相變應(yīng)力。對(duì)與鋁合金或鋁鎂合金,前兩種應(yīng)力占據(jù)的比分最大。
2385 5 4
C3PChina ??? 3年前
如何選定消失模鑄造工藝參數(shù)?探究消失模鑄造大口徑球墨鑄鐵管件生產(chǎn)關(guān)鍵 
澆注完畢的保壓時(shí)間控制在20-25分鐘;澆注完畢的真空度控制在-0.025~-0.030Mpa.出箱時(shí)間:120~150分鐘。如圖二大口徑球墨鑄鐵管件。 3、結(jié)論 按照以上工藝生產(chǎn)的大口徑球墨鑄鐵管件其外觀光潔,表面美觀,壁厚均勻,同時(shí)鑄件尺寸達(dá)到ISO2531標(biāo)準(zhǔn)和GB/T13295標(biāo)準(zhǔn)要求。
2700
鑄造工程師 ??? 4年前
內(nèi)澆道位置確定4大原則,10個(gè)常見(jiàn)注意事項(xiàng)匯總 
鑄件的凝固補(bǔ)縮方式與內(nèi)澆道的位置有很大關(guān)系,一般要求內(nèi)澆道的開(kāi)設(shè)位置應(yīng)符合鑄件的凝固補(bǔ)縮方式,通常:1)要求同時(shí)凝固的鑄件,內(nèi)澆道應(yīng)開(kāi)設(shè)在鑄件薄壁處,并且要數(shù)量多,分散布置,使金屬液快速均勻地充滿型腔,避免內(nèi)澆道附近的砂型局部過(guò)熱。2)要求定向凝固的鑄件,內(nèi)澆道應(yīng)開(kāi)設(shè)在鑄件厚壁處。
2397
鑄造工程師 ??? 4年前
技術(shù)精華匯總:確定內(nèi)澆道位置的4個(gè)原則,10個(gè)常見(jiàn)注意問(wèn)題 
鑄件的凝固補(bǔ)縮方式與內(nèi)澆道的位置有很大關(guān)系,一般要求內(nèi)澆道的開(kāi)設(shè)位置應(yīng)符合鑄件的凝固補(bǔ)縮方式,通常:1)要求同時(shí)凝固的鑄件,內(nèi)澆道應(yīng)開(kāi)設(shè)在鑄件薄壁處,并且要數(shù)量多,分散布置,使金屬液快速均勻地充滿型腔,避免內(nèi)澆道附近的砂型局部過(guò)熱。2)要求定向凝固的鑄件,內(nèi)澆道應(yīng)開(kāi)設(shè)在鑄件厚壁處。
2348
鑄造工程師 ??? 4年前
知識(shí)篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
除了這方面原因,炭黑的產(chǎn)生還與澆注溫度和澆注系統(tǒng)及澆注工藝、消失模涂料性能、砂型的緊實(shí)度和透氣性,真空泵抽氣操作等皆有很大的關(guān)系,以下是影響鑄件產(chǎn)生炭黑缺陷的具體原因分析:(1)由于白模材料EPS本身的C/H質(zhì)量比為92/8,其本身不含O元素,碳元素含量高,因此,EPS的白模容易產(chǎn)生炭黑。(2)消失模涂料性能和質(zhì)量欠佳,沒(méi)有達(dá)到充分排氣。
4894 4 1
鑄造工程師 ??? 2年前
鑄造環(huán)節(jié)控制要點(diǎn)匯總:碾砂、造型、熔煉、澆注、清理、檢查 
(2)合理的工藝:操作者要嚴(yán)格按工藝過(guò)程進(jìn)行操作,歷求鑄件結(jié)構(gòu)使模樣制造簡(jiǎn)單方便,使分型面數(shù)目少,具有拔模斜度,砂芯數(shù)量要少,有合理的壁厚,連接處要有過(guò)渡。選擇合理的澆注系統(tǒng),使鑄件順序凝固,以得到組織均勻的鑄件。 (3)合箱:合箱是一個(gè)不可忽視的重要環(huán)節(jié),鑄型表面的浮砂要清理干凈,按印記對(duì)合,注意錯(cuò)箱量,是減少鑄件偏箱的重要手段。
2571
鑄造工程師 ??? 4年前
20條/頁(yè) 
 10
10 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
