



鎳基高溫合金IN738激光選區(qū)熔化中預(yù)熱溫度對熔池演化的影響 | FLOW-3D AM 
二、研究方法 1.離散元方法構(gòu)建粉床模型(FLOW-3D -DEM)2.確定激光選區(qū)熔化的邊界條件,構(gòu)建熱流CFD模型(FLOW-3D -Weld)3.使用上述模型研究單道、多道熔池的溫度場和流動行為三、研究結(jié)果 - 單道熔池形貌仿真與實驗對比 熔池形態(tài)對比
2753
FLOW3D 流體仿真 ??? 1年前
利用激光選區(qū)熔化增材制造雙相難熔中熵合金NbMoTi 
Double-phase refractory medium entropy alloy NbMoTi via selective laser melting (SLM) additive manufacturing Yinan Chen a, Bo Li本篇論文介紹了利用激光選區(qū)熔化(SLM)技術(shù),成功制造出雙相難熔中熵合金NbMoTi。
2447
FLOW3D 流體仿真 ??? 1年前
COMSOL激光粉末床熔化的羽流仿真 
對于COMOSL的模擬主要集中在粉末熔化的熔池,相變等方面考慮,同時,附帶考慮了背景氣體。這里我們換一個是思路取思考,主要考慮反沖物質(zhì)(壓力)對背景氣體的影響,或說背景氣體對燒蝕形貌的影響。這里我們對空氣和材料都采用動網(wǎng)格的方式建模。主要采用的模塊:層流動網(wǎng)格+流體傳熱等模塊。目前,這個模型全球好像只發(fā)了兩篇SCI一區(qū),還有很大的擴展空間。
2302
李一鳴 ??? 4年前
激光熔化金屬模擬 

基于LS-DYNA ALE算法的金屬熔化模擬
566
樂創(chuàng)科技 ??? 1年前
電弧焊+激光熔覆混合金屬3D打印技術(shù),德國弗勞恩霍夫Collar Hybrid 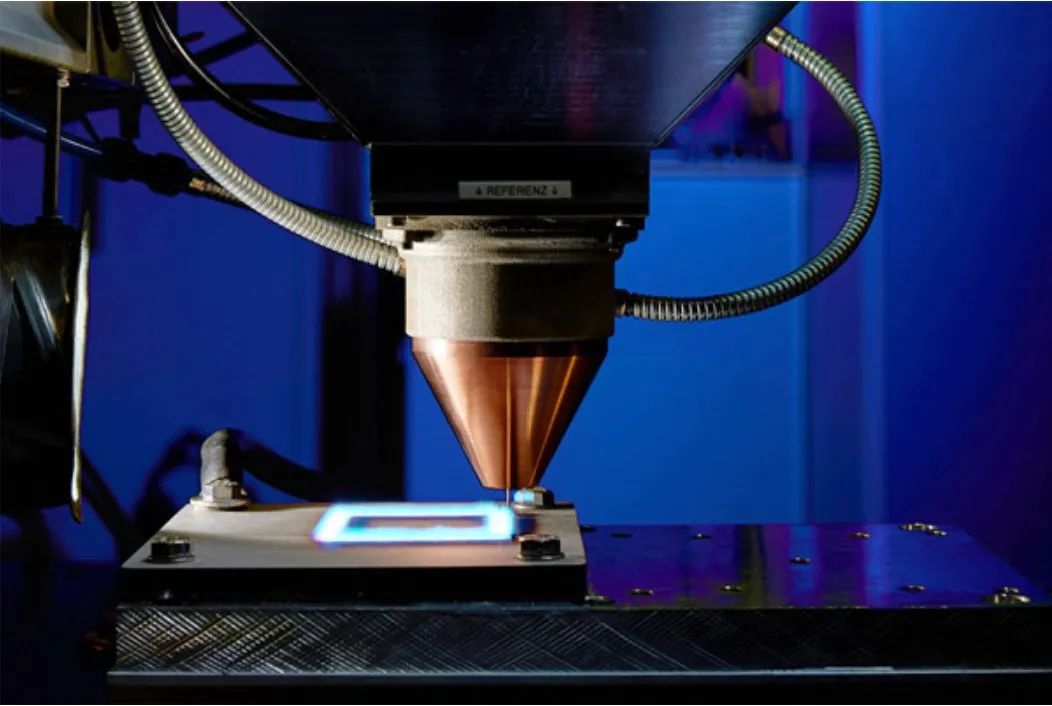
類似的構(gòu)建策略也適用于鋁或銅等材料,以往這樣的操作通常需要昂貴得多的藍色或綠色激光光束源。例如,如果使用電弧來粉碎鋁氧化物層,其熔化溫度為2200℃。但下面的鋁層由于只有660℃的熔化溫度,就可以用更低的綜合功率來進行焊接或加工。
2785
南極熊3D打印 ??? 3年前
【汽車工藝】汽車制造中多種焊接方法大總結(jié) 
四、汽車焊接新技術(shù)和新方向 激光焊接技術(shù) 激光焊是以聚焦的激光束作為能源轟擊焊件所產(chǎn)生的熱量進行焊接的一種高效精密的焊接方法。,焊接過程屬熱傳導(dǎo)型,即激光輻射加熱工件表面,表面熱量通過熱傳導(dǎo)向內(nèi)部擴散,通過控制激光脈沖的寬度、能量、峰值功率和重復(fù)頻率等參數(shù),使工件熔化,形成特定的熔池。由于其獨特的優(yōu)點,已成功應(yīng)用于微、小型零件的精密焊接中。
4178 2
芝能汽車 ??? 3年前
FLOW-3D 2025R1全新發(fā)布!全系列模塊技術(shù)升級 
用戶可以從三個新模板中的一個開始:粉末操作、激光熔化和粒子激光熔化。然后,用戶可以輕易地在工藝模擬的不同步驟之間切換,在 FLOW-3D AM 中保持完整的項目連續(xù)性。3)改進了接續(xù)模擬工作流程現(xiàn)在,所有粒子數(shù)據(jù)、材料和流體屬性都可以直接轉(zhuǎn)換為初始流體區(qū)域,以便接續(xù)模擬。用戶還可以在設(shè)置激光熔化模擬時,可視化鋪粉模擬生成的粉床。
3470 4 2
FLOW3D 流體仿真 ??? 1年前
激光深熔焊接的原理及主要工藝參數(shù)
其中熱傳導(dǎo)型激光焊接原理為:激光輻射加熱待加工表面,表面熱量通過熱傳導(dǎo)向內(nèi)部擴散,通過控制激光脈沖的寬度、能量、峰功率和重復(fù)頻率等激光參數(shù),使工件熔化,形成特定的熔池。 用于齒輪焊接和冶金薄板焊接用的激光焊接機主要涉及激光深熔焊接。下面重點介紹激光深熔焊接的原理。
3588 3
化工設(shè)備人 ??? 4年前
6種先進的焊接工藝技術(shù)!你了解幾種? 
1、激光焊接激光焊接:激光輻射加熱待加工表面,表面熱量通過熱傳導(dǎo)向內(nèi)部擴散,通過控制激光脈沖的寬度、能量、峰功率和重復(fù)頻率等激光參數(shù),使工件熔化,形成特定的熔池。▲對焊接件進行點焊固定▲進行連續(xù)激光焊接激光焊接可以采用連續(xù)或脈沖激光束加以實現(xiàn),激光焊接的原理可分為熱傳導(dǎo)型焊接和激光深熔焊接。
2830
金屬加工前沿 ??? 3年前
comsol激光熔覆仿真模型 
<p>comsol雙橢球熱源激光熔覆仿真模型。激光熔覆粉末沉積過程中,快速熔化凝固和不同比例粉末的導(dǎo)致了熔池中復(fù)雜的流動現(xiàn)象。以及熱行為對凝固組織和性能有顯著影響。通過三維數(shù)值模型來模擬在316L上激光熔覆過程中的傳熱、流體流動、凝固過程。僅提供模型,按需購買!
2318 1
不會做仿真 ??? 2年前
PCBA組合板角搭焊盤的激光焊接工藝選擇 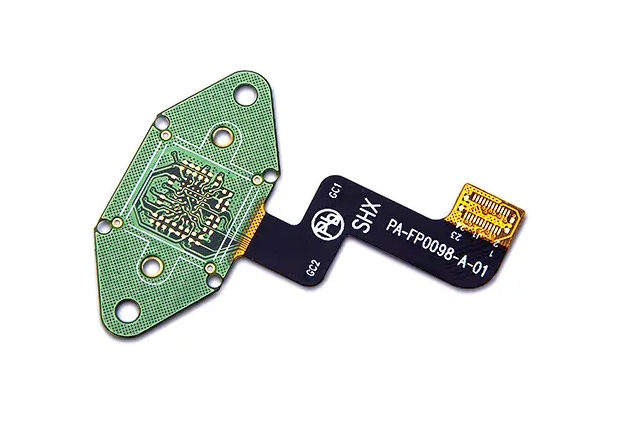
適合自動化 & 高密度PCB 角搭焊盤常存在微間隙,錫膏熔化后流動性更優(yōu),能充分填充不規(guī)則縫隙,錫膏通過預(yù)先涂覆,確保焊接一致性。而錫絲難以實現(xiàn)均勻潤濕。 3. 焊接可靠性更高 錫膏含助焊劑成分,潤濕性更好,熔化后能更均勻覆蓋焊盤,能有效降低氧化風(fēng)險,提高焊點強度。錫絲焊接在垂直角度可能因重力影響導(dǎo)致焊料流動不均。 4.
2189
紫宸激光 ??? 9月前
鎂合金3D打印:金屬構(gòu)件輕量化發(fā)展的“未來之光” 
△鎂合金增材制造不同工藝示意圖選區(qū)激光熔化技術(shù)選區(qū)激光熔化技術(shù)(SLM)采用激光作為熱源對金屬粉末逐層掃描來獲得設(shè)計的金屬零件,適用于制造小體積,結(jié)構(gòu)復(fù)雜,對精度要求較高的零件。激光能量密度較高,斑點中心溫度遠高于鎂合金沸點,在成形過程中常發(fā)生鎂合金蒸發(fā)和元素?zé)龘p。
2952 2
南極熊3D打印 ??? 3年前
金屬3D打印鎳單晶,加速航空發(fā)動機發(fā)展 
所有的IPF都是沿BD軸設(shè)置的新技術(shù)當用激光束照射金屬粉末原料時,它會熔化,形成固液界面。難以在界面附近沿相同方向生長晶粒,并防止由它們的凝固引起的應(yīng)變誘導(dǎo)缺陷的形成。發(fā)現(xiàn)該問題歸因于傳統(tǒng)高斯激光束的強度分布(即,激光束在光束的橫截面上具有鐘形強度),這導(dǎo)致形成由取向較小的晶粒組成的多晶許多晶界。
2283
南極熊3D打印 ??? 3年前
面向金屬增材制造的拓撲優(yōu)化設(shè)計研究進展 
3.1.1激光選區(qū)熔化技術(shù) 激光選區(qū)熔化( Selective Laser Melting, SLM )技術(shù)基于惰性氣體的工作環(huán)境(圖 5a ),使用激光高能束有選擇性的逐層熔化金屬粉末,實現(xiàn)復(fù)雜結(jié)構(gòu)“凈成形”制造。 SLM 技術(shù)粉末粒徑較小,分層層厚較薄,可實現(xiàn)粉末完全熔化與快速凝固。
4059
張偉一 ??? 2年前
全球8種高速金屬3D打印顛覆性工藝盤點 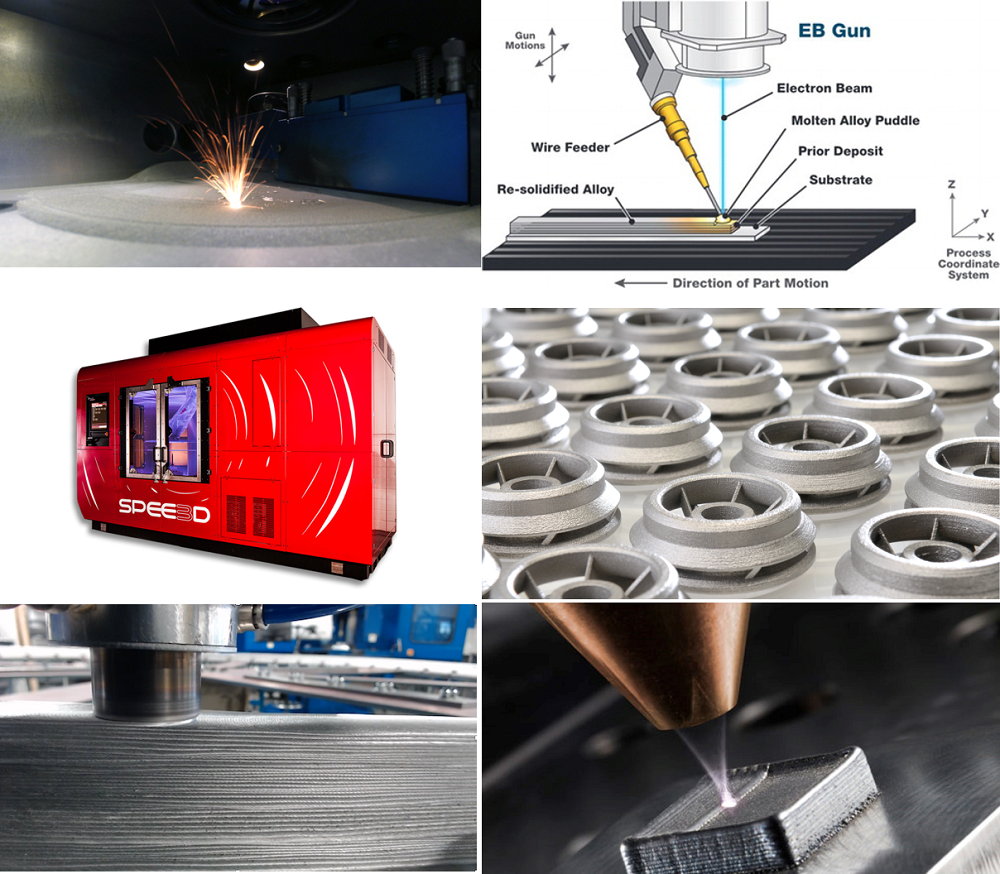
△Seurat 200萬個激光的“區(qū)域打印工藝”,可以打印金屬件在技術(shù)原理上,Seurat的這種新技術(shù)不是增加激光源的數(shù)量,而是使用一種全新的光束處理方法來增加每次的熔化量。常規(guī)的金屬增材制造系統(tǒng)的光斑直徑為100微米,對于單激光系統(tǒng),就是使用直徑100微米的激光進行掃描打印。
2620
南極熊3D打印 ??? 3年前
電子束金屬3D打印的發(fā)展,落后于激光粉床熔融技術(shù)了嗎? 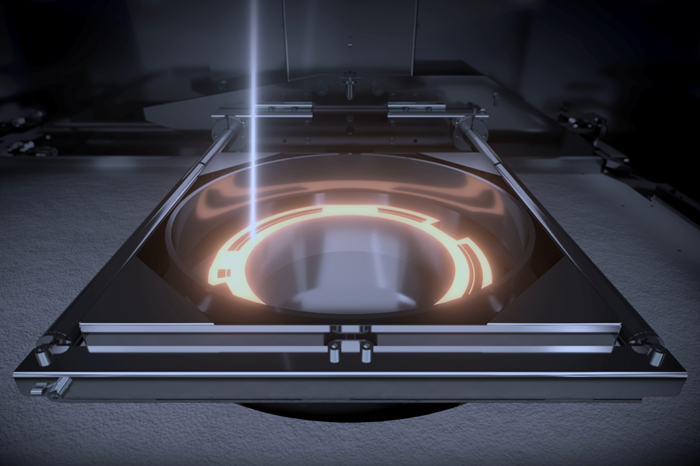
與LPBF技術(shù)相比,EB-PBF的核心優(yōu)勢在于它能夠熔化高溫、易裂和反射的合金。該技術(shù)主要針對于像鈦這樣的高價值、可焊接的金屬,以在醫(yī)療和航空航天市場占領(lǐng)高地。對于EB-PBF技術(shù),探索工藝參數(shù)需要進行大量培訓(xùn),并且研究界缺乏一個開放的機器平臺,這些不利因素遏制了其他材料的開發(fā),也使得EB-PBF成為鈦合金的專有代名詞。然而,這些都是可以解決的問題。
2906
南極熊3D打印 ??? 3年前
用于仿真和分析激光晶體封裝技術(shù)中誘導(dǎo)應(yīng)力的方法 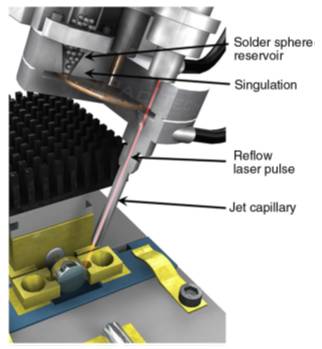
盡管這種技術(shù)保證了熱能的局部化和最小化輸入,使其適于連接玻璃或我們對激光晶體的研究案例,但仍必須分析誘導(dǎo)應(yīng)力防止可能的激光諧振器運行不當,引起激光的光束質(zhì)量或最終功率下降。圖1.球形的軟焊料合金從焊球存儲槽轉(zhuǎn)移到噴絲毛細孔,直到它們熔化并噴射到需要連接的部件為止。焊接裝置安裝在能夠以6個自由度焊接部件的機械臂上[2]。
2591
追光ing ??? 1年前
金屬板激光匙孔焊接中鈕扣孔缺陷的熔池分析 | FLOW-3D 
Wire Based Laser Metal Deposition (LMD) 基于激光熔覆技術(shù)的焊接加工技術(shù) 零件是通過使用激光束熔化金屬絲而制成,是一種近凈成形方法 通過優(yōu)化激光功率、送絲速度和送絲方向,可以實現(xiàn)工藝穩(wěn)定性金屬板激光匙孔焊接中鈕扣孔缺陷的熔池分析 Won-ik Cho, Peer Woizeschke
2656
FLOW3D 流體仿真 ??? 1年前
電機轉(zhuǎn)子薄板的先進材料-非晶態(tài)金屬:過去,現(xiàn)在和未來 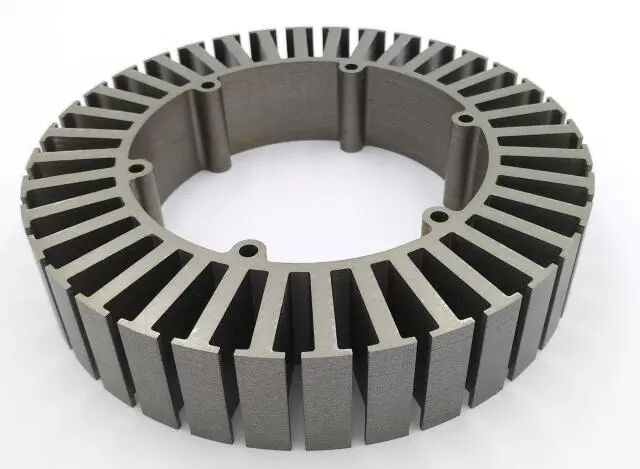
同樣,水刀和激光切割的功能和精度也有所提高,這增加了可以使用這些技術(shù)切割的速度和穿透距離。近年來,水刀和激光切割設(shè)備的成本也急劇下降,這樣的改進可能會導(dǎo)致將來的經(jīng)濟生產(chǎn)。激光切割已經(jīng)用于原型層壓板已有很多年了,通過熔化材料并使用氣體輔助工具來噴射熔化的材料來完成的。由于需要物理移動激光頭和氣體噴嘴,因此速度受到限制。
3053
材料科學(xué)與工程技術(shù) ??? 3年前
【工藝知識】 值得一看!表面熱處理的六大技術(shù) 
如加熱溫度高至使金屬表面熔化,則冷卻后可以獲得一層光滑的表面,這種操作稱為上光。激光加熱也可用于局部合金化處理,即對工件易磨損或需要耐熱的部位先鍍一層耐磨或耐熱金屬,或者涂覆一層含耐磨或耐熱金屬的涂料,然后用激光照射使其迅速熔化,形成耐磨或耐熱合金層。在需要耐熱的部位先鍍上一層鉻,然后用激光使之迅速熔化,形成硬的抗回火的含鉻耐熱表層,可以大大提高工件的使用壽命和耐熱性。
2584
機械工程師 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
