



凝固熱節和冒口系統設計 
由于模數僅僅是幾何量,因此模數的比較使設計任務更加簡單。金屬鑄造工程師可以設計具有更大模數的冒口,以確保正確地補料給零件,而無需考慮實際鑄造工藝的細節。冷卻和冒口系統設計中的應用由Flow Science China提供并討論了使用此功能對半汽輪機汽缸,如圖3,進行重力鑄造的冷卻和冒口系統設計。
2325
FLOW3D 流體仿真 ??? 1年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
2.3可優化設置冒口系統 圖5至圖8所示的鑄件澆注位置及分型面設置方案,因鑄件結構全部設置于下箱、及創造工藝條件將鑄件全部結構或鑄件重要結構設置于下箱,也為鑄件冒口系統的優化設計創造了基礎(工藝)條件,鑄件可很好地設計出壓邊冒口系統型式或其它類似于壓邊冒口之優化型式的頂冒口系統。
2475
鑄造工程師 ??? 4年前
重力鑄造:冒口數據庫(支持保溫、發熱冒口) 
冒口數據庫(支持保溫、發熱冒口)智能冒口已經形成了一整條設計鏈,包括:類型、位置和大小的確定、冒口位置的優化、冒口數據庫、手工冒口、冒口庫存管理。上一節我們講完了智能冒口的設計,主要在考慮材料、厚度、模數等因數下,自動計算冒口大小和位置。同時也介紹了冒口位置的優化功能。
2217
C3PChina ??? 4年前
鑄造中鑄件需要使用多大直徑的冒口?補縮怎么計算?教你4個簡單易學的計算方法 
今天,只簡要地講述一下冒口設計的基本要素。 冒口設計要根據不同的材料,不同尺寸,不同形狀,不同材質的特性進行設計。 首先,鑄造工藝不一樣,由此引申出的各類冒口的類型也是不一樣的,因而冒口尺寸計算的方法也是不一樣的。 簡單以材料分類 ,鑄鋼件采用的冒口計算方法有模數法、三次方程法、補縮液量法和比例法。
2585
鑄造工程師 ??? 4年前
Cast-Designerv7.6將自動進行到底,神秘按鈕一直按到底,冒口自動移動到最優位置 
【第三季,第7期】v7.6將自動進行到底神秘按鈕一直按到底,冒口自動移動到最優位置冒口的位置,大小設計,跟材料有關,跟鑄件本身的結構有關,跟補縮通道有關。傳統而言,需要豐富的設計經驗,查表,計算。如果希望有更好的質量,提高補縮效率,減少內部縮孔,還需要反復的模擬計算,并針對已有的方案,進行多次的修改。
1908 1
C3PChina ??? 4年前
重力鑄造:自動尋找最佳冒口位置 
自動尋找最佳冒口位置在新版本中,智能冒口設計又有了新的功能,冒口設計提高了智能判斷的能力,對于設置位置與大小更加智能和準確。1) 智能設計:在考慮了材料、厚度、模數等因數下,智能設計可自動提供冒口大小、高度,新版本中,提供了該冒口的安全系數,負數表示不足。通常我們建議安全系數在5%-10%左右。2) 自動選擇最佳位置。
1899
C3PChina ??? 4年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
船用汽輪機后汽缸下半鑄件的 鑄造工藝設計 戴月良(上海電氣 上重鑄鍛有限公司,上海 200245) 摘 要:船用汽輪機后汽缸下半鑄件結構復雜,質量要求高,有較高的生產難度。采用ProCAST 鑄造模擬軟件計算鑄件模數,根據模數計算設置冒口;模擬澆注過程,確保充型過程快速平穩;對鑄件凝固過程模擬優化,實現順序凝固,保證了鑄件致密度。
4455
我愛汽輪機仿真 ??? 2年前
全面講解鑄造工藝學通用冒口、實用冒口設計,收藏起來!

2834
鑄造工程師 ??? 4年前
大型鑄鋼件補縮3大常見問題,詳細探究各解決方案 
>>>> 2 通常補縮系統的設計方法 對于鑄鋼件補縮系統的設計計算,通常認為模數法最準確,首先冒口的模數需要滿足要求,其次計算 有效補縮距離,最后需要校核補縮液量。
3093 1 1
鑄造工程師 ??? 3年前
DfAM專欄 | 減重40%,間接制造大型機械臂設計案例 
這種螺旋狀的澆口設計無法用傳統模式制造) 為了確保在填充模具時不引入湍流,該團隊重新設計了澆注系統和冒口。他們使用了一個螺旋形的澆口,而不是一個向下的澆口。他們選擇了具有球形或半球形的冒口,而不是圓柱形的冒口。 這種優化的澆口和冒口的幾何形狀確保了熔融金屬的流動速度低于所需的閾值,并且熔融金屬會均勻地凝固。
2220
安世亞太 ??? 4年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
由于厚度最大位置處于圓環中上部為了補縮通道的暢通,以此方位設計澆注系統和補縮系統,鑄件外包絡盒尺寸為1484mmx1710mmx1710mm,為了保證金屬液澆注平穩對底部型砂沖擊小,同時利于夾渣氣的上浮,采用階梯式澆注系統。冒口設計需要添加補貼,以保證冒口補貼和鑄件組成的區域厚度,呈現由大至小的變化,方便金屬液的補縮,具體情況如圖 1b)所示。
4282 1
雙螺桿泵 ??? 2年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 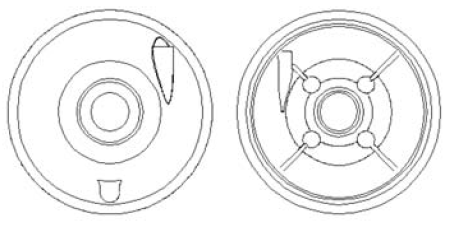
圖1 前蓋結構 圖2 前蓋初始工藝根據前蓋的結構特點,外圓法蘭盤直徑約450 mm,平均壁厚40 mm,存在厚大的環形熱節,因此工藝設計采用冒口加外冷鐵相結合的方式消除該位置熱節。兩個側冒口設計為60 mm×80 mm×70 mm的壓邊冒口,同時在砂芯內設置六塊外冷鐵進行激冷,消除法蘭環位置熱節,使整個法蘭環實現順序凝固。
4618
鑄造工程師 ??? 2年前
金屬的定向凝固、同時凝固、均衡凝固各有什么優缺陷? 
均衡凝固的優點:均衡凝固作為鑄件件工藝的設計原則,能有效地克服縮孔、縮松、氣孔、渣孔和裂紋等鑄造缺陷。與定凝固原則要求冒口晚于鑄件凝固相比,均衡凝固可使用尺寸較小的冒口,提高工藝成品率;由于冒口不放在熱節上,可以消除冒口根部的縮孔和縮松缺陷,減少鑄件廢品率。
3756 1
鑄造工程師 ??? 3年前
應用3D打印陶殼模鑄模技術控制鑄造工藝金屬凝固行為及其縮孔 
針對圖5c澆冒口處的殼模厚度進行加厚設計如圖 6所示,虛線以上為殼模加厚部位t1,虛線以下t0固定8 mm殼模厚度,厚薄比t1/t0設定為1~8,最后再轉成STL網格格式做真實模具的輸入,預測整體殼模不均厚設計對于鑄件質量的影響。
2821
FLOW3D 流體仿真 ??? 1年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 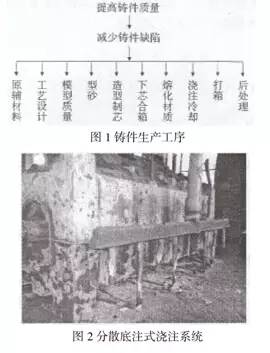
大型鑄件澆注系統設計及澆注需掌握的主要原則為分散底注(分層注人效果最好),快速澆注(多加出氣冒口),高溫澆注(加強芯子排氣)。1.分散底注式澆注圖2為分散底注式澆注系統圖。
2351 1
鑄造工程師 ??? 3年前
澆鑄時間如何確定?4種鑄件澆注方式對應鑄件類型全面解析 
大型鑄件澆注系統設計及澆注需掌握的主要原則為分散底注(分層注人效果最好),快速澆注(多加出氣冒口),高溫澆注(加強芯子排氣)。1.分散底注式澆注圖2為分散底注式澆注系統圖。
5036
鑄造工程師 ??? 4年前
改變鑄件澆注入水位置,能解決哪些問題?
1 前言鑄鋼件的澆注系統不像鑄鐵件那樣要充分考慮集渣、孕育等方面的功能,因而工藝人員對于鑄鋼件澆注系統的設計細節往往不太講究,特別是對于入水位置的選擇往往比較隨意。因此而造成了一系列的產品質量問題,甚至于面對這些質量問題工藝人員往往習慣性從鋼水質量、工藝補縮和操作方面去查找原因,耽誤質量問題的解決。韶鑄鑄鋼分廠在澆注系統設計方面走過不少彎路,也積累了不少解決該類問題的經驗。
2302 2 3
鑄造工程師 ??? 3年前
球墨鑄鐵經驗匯總:原材料選擇、熔煉工藝制定、溫度控制、爐前球化孕育處理
工藝設計上亦可考慮實現無冒口鑄造; 4)球鐵具有粥狀凝固的特點,冒口的有效補縮距離短,可多設置冒口,或冒口與冷鐵相配合等措施來消除縮孔、縮松。 鑒于上述特點,在設計鑄態鐵素體球鐵鑄造工藝時澆注系統一般采用半封閉或開放式。 5、開箱時間 不同的鑄件在鑄型中的冷卻速度是不同的。不同的開箱時間將得到不同的基體組織。
3381 4 2
鑄造工程師 ??? 3年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
產生原因: 鐵水中碳、硅含量過低,收縮大; 澆注速度太快、澆注溫度過高,使得液態收縮大; 澆注系統、冒口設計不當,無法實現順序凝固; 冒口太小,補縮不充分。
4431 1
鑄造工程師 ??? 4年前
原材料的選擇、熔煉工藝的制定、溫度的掌握,如何控制鑄態鐵素體球墨鑄鐵件質量?
工藝設計上亦可考慮實現無冒口鑄造; 4)球鐵具有粥狀凝固的特點,冒口的有效補縮距離短,可多設置冒口,或冒口與冷鐵相配合等措施來消除縮孔、縮松。 鑒于上述特點,在設計鑄態鐵素體球鐵鑄造工藝時澆注系統一般采用半封閉或開放式。 5、開箱時間 不同的鑄件在鑄型中的冷卻速度是不同的。不同的開箱時間將得到不同的基體組織。
2219 1 1
鑄造工程師 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
