



設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
而且利用專業的鈑金沖壓工藝仿真可以對已經存在沖壓缺陷問題的工藝進行分析軟件虛擬試錯。
4797 4
海克斯康設計與仿真 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
而且利用專業的鈑金沖壓工藝仿真可以對已經存在沖壓缺陷問題的工藝進行分析軟件虛擬試錯。
3806 1 1
仿真客 ??? 3年前
五金沖壓加工常見的外觀缺陷 
五金沖壓件生產廠家,在日常的沖壓生產過程中,沖壓件的外觀會出現一些缺陷。沖壓件所需的沖壓工序不同,產生的外觀缺陷也各有不同。今天小編就為大家介紹下常用到的幾種沖壓工序常見的外觀缺陷。 1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點。
2104
東一金屬 ??? 3年前
三坐標測量機橋式穩定結構高效檢測汽車沖壓件缺陷 
對于汽車沖壓件缺陷的檢測,一般用檢具、鋼直尺、塞尺及面差表等測量器具,就可以對沖壓件的料邊尺寸、型面尺寸、孔徑及孔位等進行測量,同時結合產品的數模,可確認沖壓件的尺寸狀況。但這種人工測量如檢驗員的測量手法、裝夾順序等人為操作會對測量結果有一定的影響。而利用三坐標觸發、掃描和非接觸式探測系統,能準確測量零件的孔位、型面尺寸等,完成各種汽車零部件幾何量測量與品質控制。
2071
深圳市中圖儀器股份有限公司 ??? 3年前
沖壓拉伸件的缺陷及其預防措施 
材料的回彈造成產品不合格減少回彈的措施:◆ 選用彈性模數大屈服點小的力學性能較穩定的沖壓材料;◆ 增加校正工序,采用校正彎曲代替自由彎曲;◆ 彎曲前材料要進行退火,使冷作硬化材料預先軟化后再彎曲成形;◆ 若在沖壓過程中發生形狀變形而難以消除;則應更換或修整凸模與凹模的斜度,并且使凸凹模間隙等于最小料厚。
1929
模具設計UG編程教學 ??? 3年前
干貨 | 端子電鍍知識 
多孔性和基材的缺陷,如包含物、疊層、沖壓痕跡、沖壓不正確的清洗、不正確的潤滑等也有一定的關系。b.磨損端子電鍍表面的磨損,也會造成基材暴露。電鍍表面的磨損或壽命取決于表面處理的兩種特性:摩擦系數和硬度。硬度增加,摩擦系數減少,表面處理的壽命會提高。電鍍金通常為硬金,含有變硬的活化劑,其中Co(鈷)是最常見的硬化劑,能提高金的耐磨損性。
2615
線束專家 ??? 4年前
二次拉延消除發蓋外板滑移線缺陷 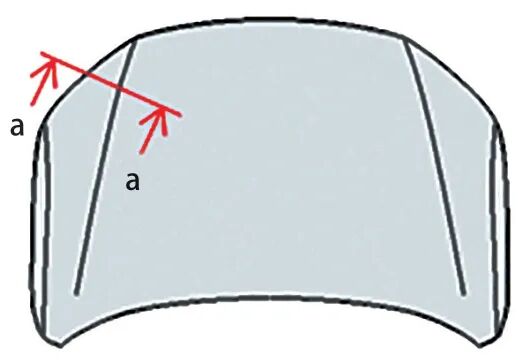
文/邢巍,梁峰源,蔡健·廣州廣汽荻原模具沖壓有限公司汽車市場競爭日益激烈,為了迎合消費者的審美需求,汽車外覆蓋件的產品造型設計多通過棱線來凸顯不同的視覺美觀效果。由于產品存在尖銳凸出的棱線,滑移線缺陷已經成為沖壓制造過程中常見的外觀缺陷。當滑移線缺陷問題遺留到模具制造現場,由于現有工藝的局限性,現場能消除滑移線缺陷的手段就非常有限,并且耗時長效果不大,甚至會影響整個模具開發的進度。
2851 1 2
金屬加工前沿 ??? 3年前
沖壓質量模板匹配視覺檢測技術應用 
圖2 視覺監測凸凹點缺陷硬件布置方案 系統的硬件部署要在現有沖壓線上增加,并盡可能減少對現有生產線的改造,故沿用了現有沖壓線的自動化方案(機械臂、傳送皮帶),在此基礎上通過在零件傳送路徑上布置8組攝像頭和LED光源(俯視、前視、后視、側視各2 組),實現對在線零件的圖像采集,如圖3 所示。
2224
FMMM ??? 4年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求 
為了減輕或消除表面缺陷也可以運用歐式壓合。圖 3 歐式壓合包邊工藝 鋁合金沖壓板材輥邊特點 鋁件壓合設備的底模和鑲塊,用 800~1200# 的砂紙,定期對底模和鑲塊進行拋光保養,保證表面不會有鋁屑。鋁件輥邊造成缺陷的各種原因 鋁件輥邊造成缺陷的各種原因,如表 2 所示。
2447 5
金屬加工前沿 ??? 3年前
大眾汽車線束端子壓接標準解析 
缺陷絕緣:壓接過程中避免設備破壞導線結構 2)電線末端 電線末端在壓接后允許出頭最大1mm。插接功能,鎖功能和螺絲功能的端子出頭處不影響其功能。當搭鐵端子時,電線末端不要達到螺絲表面處。 當使用完全密封的插接端子時,不允許有出頭。當只是插接端子時,允許出頭0.4mm。 導線和絕緣壓接管間的絕緣末端可見。
2949
線束專家 ??? 4年前
VW60330-2013大眾端子壓接標準解讀 
缺陷絕緣:壓接過程中避免設備破壞導線結構 2)電線末端 電線末端在壓接后允許出頭最大1mm。插接功能,鎖功能和螺絲功能的端子出頭處不影響其功能。當搭鐵端子時,電線末端不要達到螺絲表面處。 當使用完全密封的插接端子時,不允許有出頭。當只是插接端子時,允許出頭0.4mm。 導線和絕緣壓接管間的絕緣末端可見。
2459
線束專家 ??? 4年前
為什么說鋁沖壓和液壓成型工藝是未來發展趨勢 
檢驗人員要能準確、高效的判斷產品缺陷,返修人員要快速的修復產品缺陷,該兩類人員雖然是沖壓輔助工種,但也是鋁合金生產交付過程至關重要的,占整個沖壓人員約50%。其余操作人員和模具維修人員相較于鋼板生產可以正常配備。壓力機為沖壓生產的關鍵設備,機器人為自動傳輸的設備。目前自動化生產線為新建沖壓標配,但部分工廠還使用人工上下料的原有舊設備。鋁合金對于壓力機的要求來說,主要體現在第一臺。
2233
機械學霸 ??? 3年前
不銹鋼壓力容器封頭研究
1.4減薄超標缺陷及產生原因分析對于沖壓封頭,封頭底部受到模具壓力和摩擦力,壁厚減薄最小;直邊段上部受到壓邊圈的壓應力大于圓滑過渡區延伸的拉應力,厚度增加;圓滑過渡區在拉伸應力和模具壓力共同作用下,壁厚減薄最大。對于旋壓封頭,壓鼓過程中,坯料受到壓鼓頭的不斷捶打,減薄量比沖壓封頭更大,壁厚均勻性較差。只要工藝控制得當,工藝減薄是可控的。
2313 1
化工設備人 ??? 4年前
側圍外板尾燈口暗坑優化方法研究 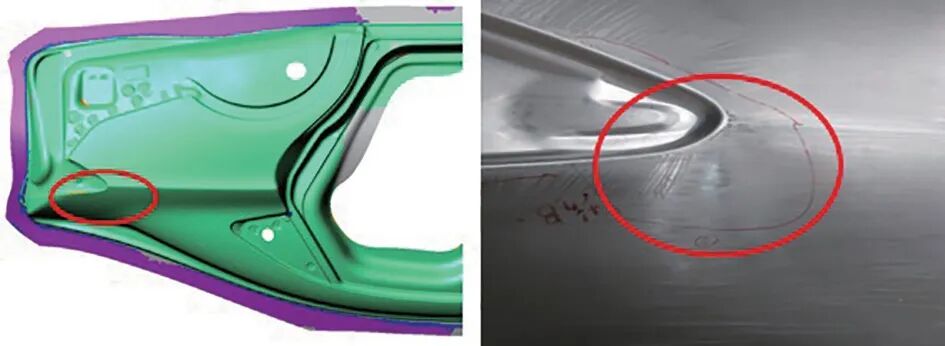
\\#廣告 文/賈文彬,盧智威,趙鋒,牛恒仁,賈曉峰·中國第一汽車集團有限公司 側圍外板尾燈口暗坑缺陷在車身覆蓋件缺陷中屬于一種工藝缺陷,暗坑缺陷嚴重程度取決于造型的復雜程度。隨著國內汽車多曲率的曲線造型設計不斷增加,特征角度變化越多,側圍外板尾燈口暗坑缺陷越嚴重,致使沖壓件表面質量降低,嚴重影響整車美觀度。
2029 1 1
金屬加工前沿 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結 
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質量應該是很重要的了,這里根據自己經驗的積累,對容易出現的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導致。 3、銹蝕:防護不當導致產品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5059 4
機械工程師 ??? 2年前
請問下沖壓模,什么情況下用鋁材做為上模座? 
LIAOYAO:在做沖壓模的年代沒完全搞懂用鋁合金的理,離開沖壓模后搞機械設備才更清楚其中的優缺點。很多在某行業里的技術,換個行業后只是知識,甚至是常識。靠經驗干活的人很少會跨行業去了解那些常識、知識。qhzeng:一般是用在端子模具,因為要打高速,重量要輕。
2250
模具論壇 ??? 4年前
熱沖壓成形模具設計要點
而且一旦按照不合理的冷卻管路進行模具加工,產生的制件質量缺陷絕無可能通過設備和工藝參數優化進行解決,其后果必然是導致模具報廢。 在熱成形工藝設計過程中,采用試錯法已完全不能滿足正常設計需求 ,熱沖壓成形FEA可實現的工藝缺陷的預判和進行工藝優化。
3440 1
金屬加工前沿 ??? 3年前
汽車沖壓生產車間工藝概述
四、各工序名稱及其代號沖壓車間生產的零件中,有一部分屬于覆蓋件,如:發動機罩外板、頂蓋、車門等。五、對覆蓋件的要求1. 尺寸和形狀應符合檢具和經過焊裝合件匹配的樣件。2. 表面質量好。外覆蓋件(尤其是轎車的外覆蓋件)表面不允許有波紋、皺紋、凹痕、劃傷、擦傷、壓痕等缺陷,棱線應清晰、平直、曲面應圓滑、過渡均勻。3. 剛性好。
2805 1
金屬加工前沿 ??? 3年前
不銹鋼壓力容器封頭研究
1.4減薄超標缺陷及產生原因分析對于沖壓封頭,封頭底部受到模具壓力和摩擦力,壁厚減薄最小;直邊段上部受到壓邊圈的壓應力大于圓滑過渡區延伸的拉應力,厚度增加;圓滑過渡區在拉伸應力和模具壓力共同作用下,壁厚減薄最大。對于旋壓封頭,壓鼓過程中,坯料受到壓鼓頭的不斷捶打,減薄量比沖壓封頭更大,壁厚均勻性較差。只要工藝控制得當,工藝減薄是可控的。
2618
化工設備人 ??? 4年前
鈑金件常用材料,表面處理及缺陷總結
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質量應該是很重要的了,這里根據自己經驗的積累,對容易出現的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導致。 3、銹蝕:防護不當導致產品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5054 4 1
機械工程師 ??? 2年前
20條/頁 
 8
8 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
