



機床測頭在雙主軸數控車床中的應用 
客戶背景 浙江某公司,主要生產氣動元件及線軌產品等,現場使用的是臺灣和日本生產的中型雙主軸斜床身數控車床,FANUC 0I MF-PLUS的數控系統,單機人工操作多臺設備。
2318
深圳市中圖儀器股份有限公司 ??? 1年前
CNC數控加工中心的分類方法 
負責在刀庫和數控加工中心的主軸之間傳遞刀具,將替換下來的數控刀具送回刀庫內,再將需要使用的刀具推送到主軸上。2-直接換刀方式。這種方式主要是指換刀過程由刀庫和主軸箱配合完成。這種情況下配置的刀庫一般是斗笠式的。直接換刀方式的換刀速度較慢、故障率較高,一般只在早期的機型上使用;3-轉塔頭換刀方式。轉塔頭是通過轉塔的旋轉,使需要的刀具移動到相應位置的換刀方式。
2599
2103707493 ??? 2年前
【米思米工業產品知識分享】- 數控機床操作入門知識大全 
2、數控裝置,數控機床的核心,包括硬件(印刷電路板、CRT顯示器、鍵盒、紙帶閱讀機等)以及相應的軟件,用于輸入數字化的零件程序,并完成輸入信息的存儲、數據的變換、插補運算以及實現各種控制功能。3、驅動裝置,數控機床執行機構的驅動部件,在數控裝置的控制下通過電氣或電液伺服系統實現主軸和進給驅。包括主軸驅動單元、進給單元、主軸電機及進給電機等。
2334
MISUMI米 ??? 3年前
切削力量與精度完美匹配|巨高精機PB110L數控臥式鏜銑床 
機床主軸回轉運動采用進口主軸調速電機驅動,經齒輪副傳動至銑軸,進而實現鏜軸和銑軸的回轉運動。3、系統:機床配置FANUC 數控系統,交流主軸伺服驅動單元、交流進給伺服驅動單元、交流主軸電機、交流伺服進給電機均為原裝進口,性能可靠優良。4、導軌:機床X、Y、Z軸均采用滾柱式直線導軌,多滑塊排布,能夠滿足多種切削方式剛性要求,高剛性、響應速度快。
2557
GUGAO巨高 ??? 2年前
巨高精機PB110L數控臥式鏜銑床——切削力量與精度完美匹配 
2、主軸:雙層嵌套式主軸,即銑軸和鏜軸,主軸軸承采用進口成組軸承,并經過支撐跨距的最優化設計,使主軸結構精度高和剛性好。機床主軸回轉運動采用進口主軸調速電機驅動,經齒輪副傳動至銑軸,進而實現鏜軸和銑軸的回轉運動。3、系統:機床配置FANUC 數控系統,交流主軸伺服驅動單元、交流進給伺服驅動單元、交流主軸電機、交流伺服進給電機均為原裝進口,性能可靠優良。
2304
GUGAO巨高 ??? 2年前
數控車床車外螺紋的最佳轉速是多少 
數控車床加工螺紋時,因其傳動鏈的改變,原則上其轉速只要能保證主軸每轉一周時,刀具沿主進給軸(多為Z軸)方向位移一個螺距即可,不應受到限制。
2468
數控編程網 ??? 4年前
每天早上打開數控機床時有沒有必要熱機? 
機床在長時間停止運行狀態下和熱平衡狀態下的加工精度差異較大,究其原因,是因為數控機床的主軸和各運動軸在運行一段時間后,其溫度相對維持在某一固定水平,且隨著加工時間的變化,數控機床的熱態精度趨于平穩,這就表明了加工前的主軸和運動部件預熱是非常有必要的。
1966
數控編程網 ??? 4年前
數控編程課堂:加工中心,你真的懂嗎?干貨們!一文詳解加工中心
(2)主軸部件。由主軸箱、主軸電動機、主軸和主軸軸承等零件組成。主軸的啟、停和變速等動作均由數控系統控制,并且通過裝在主軸上的刀具參與切削運動,是切削加工的功率輸出部件。是加工中心的關鍵部件,它決定加工中心的加工精度及穩定性。 (3)數控系統。
2263 1 1
數控編程教學 ??? 4年前
一種電機軸螺桿加工專用的數控銑床機械結構系統優化設計 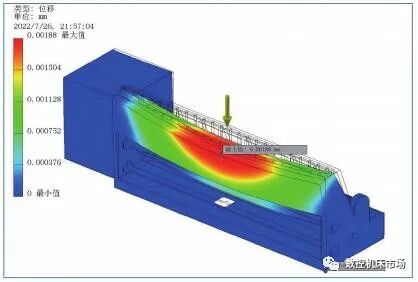
1)工件主軸傳動系統設計。由旋銑加工負載特性、轉速變化范圍、傳動裝置效率等條件,計算工件主軸電機的輸出功率并選型。在滿足零件加工范圍、不削弱剛度的條件下,根據電機輸出功率和主軸設計原則,初步確定主軸的懸伸量、支承跨距大小以及孔徑尺寸。研究系統所受載荷分布特征,合理選擇軸承類型并進行軸承壽命校核。
3914 1
張偉一 ??? 2年前
基于PERA SIM的機床主軸電機輻射聲場分析 
我國高端制造行業需要高速、高精、多軸聯動的高檔數控機床,《中國制造2025》戰略綱領中明確指出,至2025年中國機床數控化率將提升至60%以上。而高端產品的國產化率目前仍然低于10%,數控化率提升空間巨大。同時隨著下游產業的不斷升級發展,國產數控機床行業加速發展,尤其是高端數控機床需求旺盛,實現數控機床核心零部件技術的國產替代是行業亟待解決的瓶頸問題。
2962 2
聲學工程師小吳 ??? 2年前
案例賞析:典型智能數控加工中心案例 
M8.8配置為倒置車削加工中心,搭配倒置車削主軸和3個動力頭實現銑削功能,適合小型及異型零件的復合加工。 「 2. 終端-網絡-云平臺 」1)終端 i5智能數控系統不僅是機床運動控制器,同時還是工廠網絡的智能終端。
5042
機械發明愛好者 ??? 2年前
還不知道什么是機床主軸增速器?看了此文你就是專家了!
主軸增速器適用的機器類型:主軸增速器可以安裝在加工中心、數控車削中心、鏜銑床等機床上,氣動增速器(氣動主軸)和電動增速器還可以安裝在機器手上。主軸增速器使得普通加工中心進行高速銑削、雕刻加工及孔鉆削成為可能。安裝在加工中心上的主軸增速器可以像一把特殊功能的刀具一樣自動換刀。
2145 1
數控編程教學 ??? 3年前
數控加工中心加工螺紋的三種方法
實施挑扣加工法有以下幾個注意事項: 1.啟動主軸要有延時的時間,保證主軸達到額定的轉速; 2.手磨的螺紋刀具的刃磨不能對稱,不能采用反轉退刀,要用主軸定向刀具徑向移動,然后退刀; 3.刀桿必須精確要與刀槽位置保持一致,否則不能采用多刀桿加工,造成亂扣現象; 4.挑扣時壓注意不能一刀挑成,即使是很細的扣也不行,否則會造成掉牙,表面粗糙度差,應該分多刀進行挑扣;
2096
數控編程網 ??? 4年前
數控加工中心加工螺紋的三種方法
實施挑扣加工法有以下幾個注意事項: 1.啟動主軸要有延時的時間,保證主軸達到額定的轉速; 2.手磨的螺紋刀具的刃磨不能對稱,不能采用反轉退刀,要用主軸定向刀具徑向移動,然后退刀; 3.刀桿必須精確要與刀槽位置保持一致,否則不能采用多刀桿加工,造成亂扣現象; 4.挑扣時壓注意不能一刀挑成,即使是很細的扣也不行,否則會造成掉牙,表面粗糙度差,應該分多刀進行挑扣;
2129
機械加工網 ??? 4年前
CNC數控對刀7大訣竅,終身受用! 
7、專用對刀器對刀法傳統對刀方法有安全性差(如塞尺對刀,硬碰硬刀尖易撞壞)占用機時多(如試切需反復切量幾次),人為帶來的隨機性誤差大等缺點,已經適應不了數控加工的節奏,更不利于發揮數控機床的功能。用專用對刀器對刀有對刀精度高、效率高、安全性好等優點,把繁瑣的靠經驗保證的對刀工作簡單化了,保證了數控機床的高效高精度特點的發揮,已成為數控加工機上解決刀具對刀不可或缺的一種專用工具。
2688
機械加工網 ??? 4年前
常用數控機床系統,你都全會嗎? 
數控系統直接接入因特網,即可接受到小巨人機床有限公司提供的24小時網上在線維修服務。 9、華中數控 華中數控具有自主知識產權的數控裝置形成了高、中、低三個檔次的系列產品,研制了華中8型系列高檔數控系統新產品,已有數十臺套與列入國家重大專項的高檔數控機床配套應用;具有自主知識產權的伺服驅動和主軸驅動裝置性能指標達到國際先進水平。
2151 1
機械加工網 ??? 4年前
全球十大主流數控系統,其中就有中國制造! 
西班牙 發格 FAGOR是世界著名的數控系統、數顯表和光柵測量系統的專業制造商,成立于1972年。 CNC 8070高檔數控系統可以控制多達28個進給軸(聯動)、4個主軸、4個刀庫及4個執行通道。
1869
模具設計UG編程教學 ??? 4年前
車床車外螺紋的最佳轉速 
但數控車床加工螺紋時,會受到以下幾方面的影響:1)螺紋加工程序段中指令的螺距(導程)值,相當于以進給量(mm/r)表示的進給速度F,如果將機床的主軸轉速選擇過高,其換算后的進給速度(mm/min)則必定大大超過正常值;2)刀具在其位移的始/終,都將受到伺服驅動系統升/降頻率和數控裝置插補運算速度的約束,由于升/降頻特性滿足不了加工需要等原因,則可能因主進給運動產生出的“超前”和“
1969
機械加工網 ??? 4年前
玩轉這些,你的編程就入了門! 
3)數控系統中的基本功能代碼 (1)程序段序號:N10、N20… (2)準備功能:G00-G99 是使數控裝置作某種操作的功能。
1975
機械加工網 ??? 4年前
數控人都應該知道的計算公式!
但當然如果你的主軸是由昂貴的恒定扭力伺服電機驅動,那是最完美的選擇 車床可以達到的最小粗糙度,首要原因是主軸精度,按照最大粗糙度計算的方法,如果你的車床主軸跳動精度是0.002mm,也就是2微米跳動,那理論上是不可能加工出粗糙度會低于0.002毫米粗糙度(RY2.0)的工件,但這是最大可能值,一般平均下來算50%好了,粗糙度1.0的工件可以加工出!
2693
機械加工網 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
