



利用 ANSYS Workbench 模擬高斯熱源在圓柱表面螺旋線移動 
可以清晰地看到,在高斯熱源沿著螺旋線移動的過程中,溫度分布呈現(xiàn)出明顯的規(guī)律性。靠近熱源移動軌跡的區(qū)域溫度較高,形成了明顯的高溫帶,且隨著熱源的移動而動態(tài)變化。同時,熱流走向也表現(xiàn)出沿著螺旋線的趨勢,從熱源位置向周圍擴(kuò)散。 為了更直觀地展示結(jié)果,我們可以使用不同的顏色來表示不同的溫度范圍,從而形成清晰的溫度梯度圖。
4111 1 1
大龍貓?? ??? 1年前
ANSYS經(jīng)典中使用APDL語言施加移動高斯熱源 
那么現(xiàn)在我們生成了不動的熱源函數(shù),那么如何實現(xiàn)熱源函數(shù)的移動呢?有兩種方法,一種是定義一個隨時間變化的函數(shù),比如我們的熱源沿X方向移動,那么我就在上面的X項中插入一項V*Time,這樣這個熱源函數(shù)就會是一個隨X方向變化的熱源函數(shù)了。
4426 12 15
龍飛宇 ??? 3年前
Moving heat 高斯移動熱源插件及簡介 
Face:物體的“面”,移動的熱流將施加在其上;Path:移動熱源的路徑。可以是物體表面的任何邊緣;Start Point:移動熱源的“起點(diǎn)”。這是“路徑”的邊的兩個端點(diǎn)之一;Index:移動熱源的唯一id。
4544 4 10
mangugu ??? 4年前
Abaqus雙橢圓模型焊接移動熱源模擬 
3,焊接熱源采用雙橢圓模型[1],公式及圖像如下圖所示。該模型將焊接熱源假設(shè)為橢圓球形,并且前后兩部分可分別采用不同的橢圓表示。其中a,b,c分別代表橢圓球形x,y,z三個方向的特征長度,其數(shù)值根據(jù)焊接熔池的尺寸確定。本案例中采用a=4mm,b=4mm,熔池前半部分橢圓cf=2mm,后半部分cr=5mm。ff和fr為熱源前后兩部分所占輸入能量的比例,應(yīng)保證其和等于2,本案例中采用0.4和1.6。
3343 1
神經(jīng)蛙_CAE ??? 6月前
基于ANSYS Workbench2023R1 移動熱源插件 進(jìn)行螺旋移動熱源加載 

基于ANSYS Workbench2023R1 移動熱源插件 進(jìn)行螺旋移動熱源加載前兩個是熱源和熱應(yīng)力視頻第一章節(jié)是移動熱源,第二章節(jié)是移動熱源、瞬態(tài)結(jié)構(gòu)分析。附件為移動插件,應(yīng)用于2017版本之上。
112
北緯35 ??? 2年前
ANSYS中如何施加高斯移動熱源 
那么現(xiàn)在我們生成了不動的熱源函數(shù),那么如何實現(xiàn)熱源函數(shù)的移動呢?有兩種方法,一種是定義一個隨時間變化的函數(shù),比如我們的熱源沿X方向移動,那么我就在上面的X項中插入一項V*Time,這樣這個熱源函數(shù)就會是一個隨X方向變化的熱源函數(shù)了。
3187 12 1
龍飛宇 ??? 3年前
ABAQUS中橢圓形移動載荷DLOAD和UTRACLOAD子程序詳解:從定義到實現(xiàn) 
為了計算接觸斑內(nèi)的黏滑分布,首先采用Haines和Ollerton條帶理論將接觸斑劃分為若干個縱向條帶,對每個條帶使用Carter接觸理論(圖3)劃分黏著區(qū)和滑動區(qū)大小,進(jìn)而確定切向力大小分布。
4211 5 3
李時珍 ??? 1年前
焊接中的高斯熱源 
是因為熱源加載的面是板的上表面,其實已經(jīng)暗含z的坐標(biāo)就是固定的了,所施加的是一個xoy面內(nèi)熱源分布,所以與z坐標(biāo)無關(guān)。 那么接下來就是如何實現(xiàn)熱源移動的問題了,熱源移動肯定是與速度有關(guān),速度為0自然就是靜態(tài)的熱源分布,速度大于0才是一個移動的熱源,那么與速度有關(guān)就是等效地說與時間有關(guān),在ANSYS中時間{TIME}正好是一個變量,所以如何在公式中體現(xiàn)呢?
5479 3 7
刺殺泊松比 ??? 2年前
神筆馬良——Abaqus萬能熱源插件 
經(jīng)過多個實例驗證,該插件均順利按照指定的路徑、順序以及功率參數(shù)生成了預(yù)期的移動熱源。
5415 18 17
潤杰 ??? 5年前
重磅發(fā)布!Abaqus焊接仿真指南V2.0:從DFLUX子程序到FSW全流程詳解 
從基礎(chǔ)的熱源理論到復(fù)雜的FSW仿真,配合詳細(xì)的代碼注釋和操作流程,手把手帶你通關(guān)焊接仿真。?? 指南核心內(nèi)容搶先看這份指南涵蓋了焊接仿真的兩大核心路線:平板多道焊(TIG) 與 攪拌摩擦焊(FSW),包含以下精華板塊:1?? 焊接熱源模型全解析不清楚什么是高斯面熱源、高斯體熱源、雙橢球熱源?
2632 3
沐毅 ??? 4月前
Abaqus圓形激光溫度-位移耦合案例教學(xué) 
通過開發(fā)定制化子程序生成激光熱源,并結(jié)合溫度 - 位移耦合分析步,建立高精度有限元模型,最終實現(xiàn)對溫度場與應(yīng)力場的多物理場耦合求解與結(jié)果分析。
5130 16 12
Abaqus_JUN ??? 11月前
使用Abaqus進(jìn)行焊接模擬工程師指南V2.0 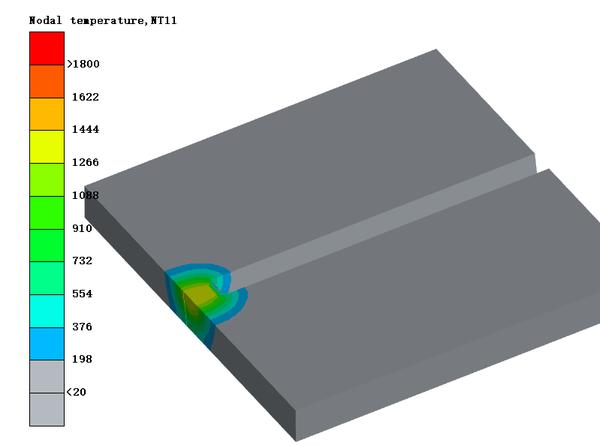
熱源路徑:焊接熱源隨時間移動,路徑復(fù)雜,不像普通傳熱固定在一個位置。計算效率:熱機(jī)耦合分析計算復(fù)雜,需要通過優(yōu)化網(wǎng)格和簡化算法提升效率。
3096 1
沐毅 ??? 1年前
焊接/鍵合殘余應(yīng)力與變形怎么算?Abaqus 熱-力順序耦合與 DFLUX 詳解
焊接/鍵合是強(qiáng)非線性、強(qiáng)非穩(wěn)態(tài)的多物理場過程:移動熱源瞬時把能量輸入到極小體積,熱擴(kuò)散與對流/輻射把能量帶走,材料在不同溫度區(qū)間內(nèi)經(jīng)歷彈性–塑性–循環(huán)硬化乃至回復(fù)。
3439 2
王詩兆 ??? 7月前
金屬增材制造數(shù)值模擬技術(shù)發(fā)展 
熱-力耦合法目前一般認(rèn)為金屬增材制造零件內(nèi)殘余應(yīng)力主要來源于3個方面,如圖4所示。一是溫度梯度,在加熱過程中,熔池邊界處的固體材料受熱向外膨脹,而由于溫度梯度的存在,上述膨脹受到周圍較低溫度材料的限制,從而在熔池邊界處的高溫固體材料內(nèi)產(chǎn)生壓應(yīng)力,隨著熱源的移動,之前形成的熔池快速冷卻、凝固,熔池材料產(chǎn)生收縮并受到周圍材料的限制,產(chǎn)生拉應(yīng)力。
5173 4
南極熊3D打印 ??? 2年前
鎂合金3D打印:金屬構(gòu)件輕量化發(fā)展的“未來之光” 
△鎂合金FSAM試樣中的缺陷(攪拌頭轉(zhuǎn)速為 1400 rpm、焊接速度為 102 mm/min)如上所述,微觀組織直接影響著試樣的性能,不同制造工藝的微觀組織存在較大的差異,下表為鎂合金增材制造不同工藝成形試樣的微觀組織(晶粒尺寸、相組成)對比。由下表可以發(fā)現(xiàn),由于鎂合金種類比較多,其成分相差較大,在增材制造后相組成各有不同。
2951 2
南極熊3D打印 ??? 3年前
ABAQUS利用腳本實現(xiàn)移動荷載與熱源 
ABAQUS利用腳本實現(xiàn)移動荷載與熱源,之前兩章節(jié)上的培訓(xùn)課,附件為三個腳本,分享DOR_CAE。
122
林慈楷 ??? 5年前
光纖激光尺實現(xiàn)納米級位置控制精度檢測 
光纖激光尺應(yīng)用驗證 PLR3000 系列光纖激光尺已在多個客戶端進(jìn)行精度驗證:用差分干涉(DI)探頭對高精度納米位移臺進(jìn)行閉環(huán)控制,在10mm行程內(nèi)任意位置實現(xiàn)納米級位置控制精度。
2246
深圳市中圖儀器股份有限公司 ??? 1年前
光纖激光尺實現(xiàn)納米級位置控制精度檢測
光纖激光尺應(yīng)用驗證 PLR3000 系列光纖激光尺已在多個客戶端進(jìn)行精度驗證:用差分干涉(DI)探頭對高精度納米位移臺進(jìn)行閉環(huán)控制,在10mm行程內(nèi)任意位置實現(xiàn)納米級位置控制精度。
2275
深圳市中圖儀器股份有限公司 ??? 1年前
汽車壓縮機(jī)熱害問題的CFD仿真優(yōu)化及試驗驗證 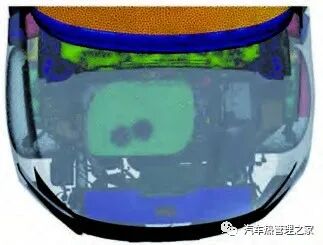
本文采用STARCCM+流體軟件,從熱輻射和空氣對流兩個角度,分析壓縮機(jī)熱害產(chǎn)生的原因,通過從增加前格柵開口增大進(jìn)入機(jī)艙的冷風(fēng)量、增大冷卻風(fēng)扇的尺寸和轉(zhuǎn)速以加大機(jī)艙內(nèi)冷風(fēng)的抽入量,移動壓縮機(jī)的布置位置,使它遠(yuǎn)離排氣管熱源,增加排氣管隔熱罩,隔絕排氣管對壓縮機(jī)的輻射,優(yōu)化上游排氣管隔熱罩,降低對經(jīng)過排氣管路空氣的加熱,從而減少對處于氣流下游位置壓縮機(jī)的加熱效果,改變排氣管隔熱罩材料提高其隔熱效果這幾個措施
3009 1
我愛汽輪機(jī)仿真 ??? 2年前
焊接熱過程種,都有哪些特點(diǎn)? 附焊接熱過程與熔池形態(tài)下載 
焊接熱過程比一般熱處理條件下的熱過程復(fù)雜得多,它具有如下四方面的主要特點(diǎn):a.焊接熱過程的局部集中性焊件在焊接時不是整體被加熱,而熱源只是加熱直接作用點(diǎn)附近的區(qū)域,加熱和冷卻極不均勻。b.焊接熱源的運(yùn)動性焊接過程中熱源相對于焊件是運(yùn)動的,焊件受熱的區(qū)域不斷變化。當(dāng)焊接熱源接近焊件某一點(diǎn)時,該點(diǎn)溫度迅速升高,而當(dāng)熱源逐漸遠(yuǎn)離時,該點(diǎn)又冷卻降溫。
1974
有限人生 ??? 3年前
20條/頁 
 63
63 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
