



Abaqus三維切削案例教學 
1、 引言本教學聚焦于金屬切削加工領域,通過 Abaqus 有限元分析軟件開展三維切削過程仿真建模實踐教學。
4353 17 7
Abaqus_JUN ??? 11月前
刀具銷售很少知道的立銑刀原理 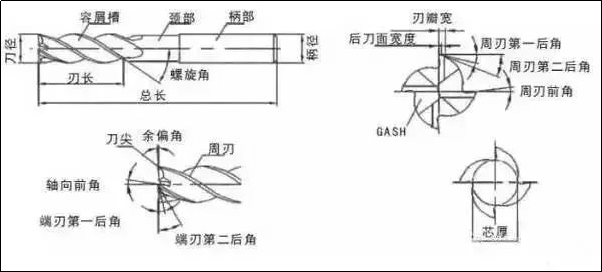
立銑刀的主切削刃在圓柱面上,端面上的切削刃是副切削刃。工作時不能沿著銑刀的軸向作進給運動。立銑刀可用于側面加工、槽加工、曲面加工等加工領域。對于各種加工形態,可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現在隨著涂層技術與刀具材料技術的進步,涂層硬質合金整體立銑刀與可轉位立銑刀逐漸普及,廣泛應用在模具加工、高硬度材料加工等領域。1.
2060
數控編程網 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
這時,應將第一次走刀的切削深度取大些,可占全部余量的2/3~3/4;而使第二次走刀的切削深度小些,以使精加工工序獲得較小的表面粗糙度參數值及較高的加工精度。 切削零件表層有硬皮的鑄、鍛件或不銹鋼等冷硬較嚴重的材料時,應使切削深度超過硬度或冷硬層,以避免切削刃在硬皮或冷硬層上切削。
1864 1
UG編程模具設計實戰 ??? 4年前
數控車床螺紋編程切削,這下秒懂了!
工件裝夾不牢工件本身的剛性不能承受車削時的切削力,因而產生過大的撓度,改變了車刀與工件的中心高度(工件被抬高了),形成切削深度突增,出現啃刀,此時應把工件裝夾牢固,可使用尾座頂尖等,以增加工件剛性。 普通螺紋的對刀方法有試切法對刀和對刀儀自動對刀,可以直接用刀具試切對刀,也可以用G50設置工件零點,用工件移設置工件零點進行對刀。
2063
數控編程網 ??? 4年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
由于本文研究目的是分析在不同的銑削參數下切削力和切削溫度的變化規律,同時考慮到刀具的主切削刃相對于工件小得多,因此在ABAQUS有限元分析中假設刀具是剛體,不考慮刀具變形和磨損,刀具的物理參數見表2。
4331 3 1
CAEer吳皓 ??? 2年前
CNC數控 | 車床螺紋編程切削 
工件裝夾不牢工件本身的剛性不能承受車削時的切削力,因而產生過大的撓度,改變了車刀與工件的中心高度(工件被抬高了),形成切削深度突增,出現啃刀,此時應把工件裝夾牢固,可使用尾座頂尖等,以增加工件剛性。 普通螺紋的對刀方法有試切法對刀和對刀儀自動對刀,可以直接用刀具試切對刀,也可以用G50設置工件零點,用工件移設置工件零點進行對刀。
2751
金屬加工前沿 ??? 4年前
【米思米機械設備知識分享】- 立銑刀和端銑刀種類區別有哪些 
立銑刀常用于銑鍵槽,凸臺,過中心刃的立銑刀還可以鉆孔,往上排屑。端銑刀圓盤外型,有三面刃也有上刀片的刀盤,切削速度快,吃刀深度小,走刀量小。剛性大,基本用于銑平面,大切削量,一般只能徑向進給,不能軸向鉆孔。 立銑刀使用要點如下:· 請確認被切削材料。· 請確認切削條件。
2238
MISUMI米 ??? 3年前
機械加工基本常識,不懂可不好干! 
這時,應將第一次走刀的切削深度取大些,可占全部余量的2/3~3/4;而使第二次走刀的切削深度小些,以使精加工工序獲得較小的表面粗糙度參數值及較高的加工精度。 切削零件表層有硬皮的鑄、鍛件或不銹鋼等冷硬較嚴重的材料時,應使切削深度超過硬度或冷硬層,以避免切削刃在硬皮或冷硬層上切削。
2020
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
這時,應將第一次走刀的切削深度取大些,可占全部余量的2/3~3/4;而使第二次走刀的切削深度小些,以使精加工工序獲得較小的表面粗糙度參數值及較高的加工精度。 切削零件表層有硬皮的鑄、鍛件或不銹鋼等冷硬較嚴重的材料時,應使切削深度超過硬度或冷硬層,以避免切削刃在硬皮或冷硬層上切削。
1919
模具設計UG編程教學 ??? 4年前
數控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
三、計算實際切削深度#32計算走刀次數的時候,小數部分取為整數了,如果按照#30來計算,那么會存在過切。每刀實際切深#32怎么計算出來呢?答案就是:總深度除以走刀次數就是實際切削深度。
3285
數控編程教學 ??? 4年前
機械加工后的毛刺怎么處理? 
雖然圖11b中的走刀路線比圖10a中的走刀路線略長,花費銑削時間略多,但由于不需要附加去毛刺工序,而采用圖10a需要大量的去毛刺時間(雖然圖中陰影部分即毛刺產生的部位并不是很多,但是實際去毛刺時必須走完毛刺所在的所有棱邊),因此綜合起來看,在控制毛刺方面,圖10b所示走刀路線優于圖10a所示路線。
2263
機械設計師 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
這時,應將第一次走刀的切削深度取大些,可占全部余量的2/3~3/4;而使第二次走刀的切削深度小些,以使精加工工序獲得較小的表面粗糙度參數值及較高的加工精度。 切削零件表層有硬皮的鑄、鍛件或不銹鋼等冷硬較嚴重的材料時,應使切削深度超過硬度或冷硬層,以避免切削刃在硬皮或冷硬層上切削。
1976
數控編程網 ??? 4年前
不銹鋼材料加工難點分析
加工硬化嚴重 奧氏體不銹鋼以及一些高溫合金不銹鋼均為奧氏體組織,切削時加工硬化傾向大,通常是普通碳素鋼的數倍,刀具在加工硬化區域內切削,使刀具壽命縮短。 3. 容易粘刀 無論是奧氏體不銹鋼還是馬氏體不銹鋼均存在加工時切屑強韌、切削溫度很高的特點。當強韌的切屑流經前刀面時,將產生粘結、熔焊等粘刀現象,影響加工零件表面粗糙度。 4.
2276
數控編程網 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。不過,在數控加工中都是高速銑削,可以克服這一難題。在減少背吃刀量的同時,只要相應地增大進給,提高機床的轉速,就可以降低切削力,同時保證加工效率。 4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。
2252
UG編程模具設計實戰 ??? 3年前
不銹鋼材料加工難點分析
加工硬化嚴重奧氏體不銹鋼以及一些高溫合金不銹鋼均為奧氏體組織,切削時加工硬化傾向大,通常是普通碳素鋼的數倍,刀具在加工硬化區域內切削,使刀具壽命縮短。3. 容易粘刀無論是奧氏體不銹鋼還是馬氏體不銹鋼均存在加工時切屑強韌、切削溫度很高的特點。當強韌的切屑流經前刀面時,將產生粘結、熔焊等粘刀現象,影響加工零件表面粗糙度。4.
2246
數控編程網 ??? 3年前
基于有限元軟件的刀具切削仿真應用 
后處理過程計算結果如下 本案例的后處理結果云圖可反映刀具切削過程中的應力變化。刀具與工件材料之間接觸區域的顏色較深,表示該區域的應力值較高,這是由于在切削過程中,工件受到擠壓和剪切力的作用,產生了應力集中現象。03 結論 作為國民經濟各工業部門的基礎配套產業,切削刀具對提高制造業效率起著不可替代的作用。
2836 1
神工坊(高性能仿真) ??? 2年前
走刀技巧,數控加工技能,不可不學! 
粗加工:逆銑較好,精加工:順銑較好 刀具材料韌性好、硬度低:較適應粗加工(大切削量加工) 刀具材料韌性差、硬度高:較適應精加工(小切削量加工) 學無止境,沒有最好,只有更好。
2646
模具設計UG編程教學 ??? 4年前
看德國工匠如何完爆細長軸車削!
隨著主偏角的增大,徑向切削力明顯減小,在不影響刀具強度的情況下應盡量增大主偏角。 主偏角Kr=90°(裝刀時裝成85°~88°),配磨副偏角Kr'=8°~100°,刀尖圓弧半徑γS=0.15~0.2mm,有利于減少徑向分力。 3)刃傾角(λs)傾角影響著車削過程中切屑的流向、刀尖的強度及3個切削分力的比例關系。
1932 2
機械加工網 ??? 3年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
由于本文研究目的是分析在不同的銑削參數下切削力和切削溫度的變化規律,同時考慮到刀具的主切削刃相對于工件小得多,因此在ABAQUS有限元分析中假設刀具是剛體,不考慮刀具變形和磨損,刀具的物理參數見表2。
4295 5
仿真客 ??? 2年前
切削液選購指南:新手如何正確挑選適配切削液 
在金屬加工領域,切削液是保障CNC加工精度、延長刀具壽命的核心工業耗材,但不少制造企業在選購和使用中常常陷入困境:加工鋁合金、不銹鋼、鑄鐵等多種材質時,不得不分槽換液,頻繁停工耽誤生產;普通切削液易變質發臭,換液周期短,每年采購和廢液處理成本居高不下;潤滑性能不足導致刀具磨損快,斷刀率高,工件光潔度不達標;泡沫多、異味重影響車間環境,甚至不符合環保要求。
2306
東莞市杉山潤滑油科技有限公司 ??? 1月前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
