



細長條連桿零件材料熱處理及孔精加工過程研究 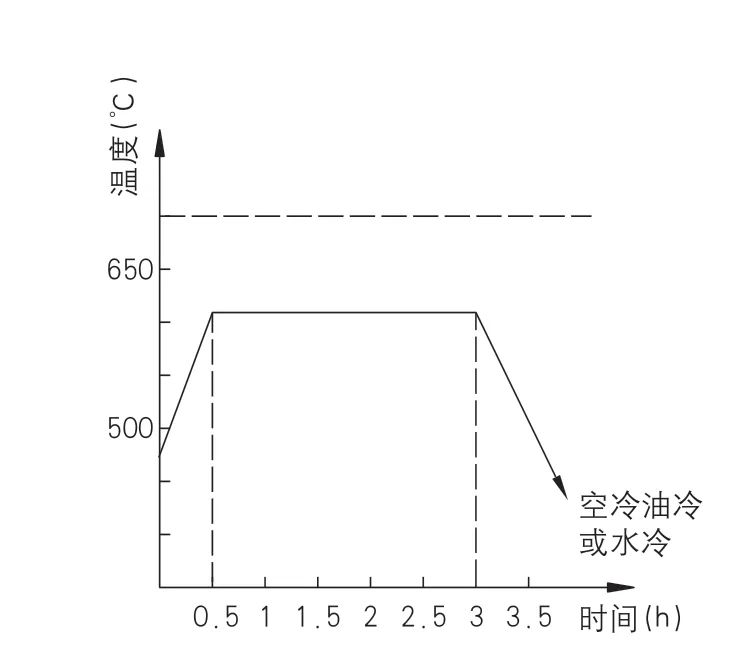
為防止零件變形,可通過在零件上增加壓塊或者用螺紋緊固來壓緊零件,減小變形。在零件上增加壓塊,壓塊過厚重,熱傳導減慢,影響零件加熱升溫至高溫回火溫度;若螺栓連接緊固,單次使用方便快捷,但是重復使用在高溫回火過程螺紋會拉長變形,熱處理次數增多后螺栓上螺紋會與螺紋孔內螺紋融合,無法實現較高利用率。
2843
金屬加工前沿 ??? 3年前
26種方法教你取出斷在孔里的絲錐! 
,中間灌電解液,導致工件向絲錐放電腐蝕,然后輔助尖嘴鉗等取出,對內孔傷害很小 4、拿鋼輥頂在絲錐裂口用小錘子慢慢敲,絲錐比較脆,最后敲成渣出來,或者更簡單,直接把斷絲錐的螺紋孔鉆爛活鏜爛,重新擴孔攻絲(方法有些野蠻,如果絲錐直徑太小也不好使,直徑太大,敲起來也挺累人的); 5、將斷絲錐所在的螺紋孔焊平,再磨平,重新鉆孔,雖然很難但是慢慢可以鉆進去(如果那個螺紋孔可以換位置的話,重新鉆孔攻絲的時候
2859
機械學霸 ??? 4年前
鉆頭斷在孔里了,不要慌,26種方法教你輕松取出! 
,導致工件向絲錐放電腐蝕,然后輔助尖嘴鉗等取出,對內孔傷害很小 4、拿鋼輥頂在絲錐裂口用小錘子慢慢敲,絲錐比較脆,最后敲成渣出來,或者更簡單,直接把斷絲錐的螺紋孔鉆爛活鏜爛,重新擴孔攻絲(方法有些野蠻,如果絲錐直徑太小也不好使,直徑太大,敲起來也挺累人的); 5、將斷絲錐所在的螺紋孔焊平,再磨平,重新鉆孔,雖然很難但是慢慢可以鉆進去(如果那個螺紋孔可以換位置的話,重新鉆孔攻絲的時候
2801
模具設計UG編程教學 ??? 3年前
絲錐、鉆頭斷在孔里了,如何搞定?
將斷絲錐所在的螺紋孔焊平,再磨平,重新鉆孔,雖然很難但是慢慢可以鉆進去(如果那個螺紋孔可以換位置的話,重新鉆孔攻絲的時候,建議還是換到原螺紋孔旁邊); 6. 在斷絲錐截面上鑿個一字槽,用螺絲刀反向擰起(那個一字槽很難鑿出來的,如果絲錐直徑小的話就更難了); 7.
2135
機械加工網 ??? 4年前
零件設計如何考慮結構工藝性 
螺紋退刀槽和砂輪越程槽的結構尺寸系列,可查表。 三、鉆孔結構 用鉆頭鉆出的盲孔,在底部有一個120°的錐角,鉆孔深度指的是圓柱部分的深度,不包括錐坑,如下圖a所示。
2169
機械學霸 ??? 4年前
LS-DYNA中的材料加工,制造過程及破壞分析-無網格SPG方法 
視頻中的案例展示了木頭鉆孔和拔出過程。 牙齒的drill鉆孔和植入,先打孔,然后植入,隨著螺紋的深入,接觸力逐步增加。 骨鉆過程模擬,通過壓縮和剪切實驗確定材料模型和損傷模型的參數。然后用同樣的材料參數做下面的測試,視頻分別展示了兩個案例,包含預制孔和不包含預制孔的鉆骨及拔出過程,得到最大拉出力。
3727 3
Ansys中國 ??? 3年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 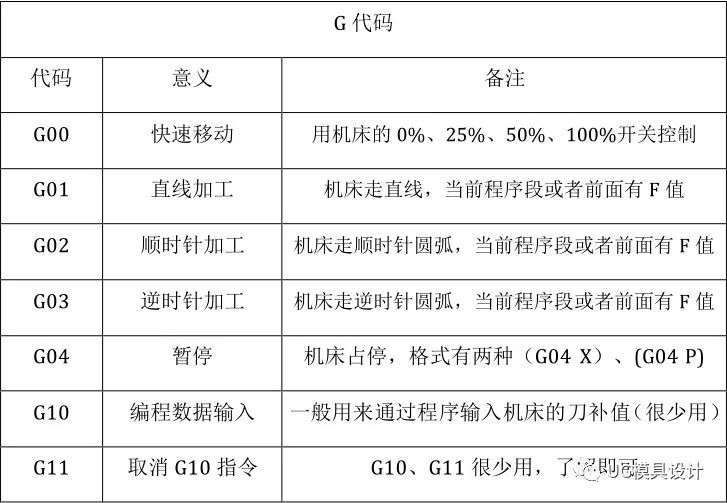
G81鉆孔加工循環指令格式為:G98 G81 X__ Y__ Z__ R__ F__ (X,Y為孔的位置、Z為孔的深度,F為進給速度,R為參考平面的高度) G83鉆孔加工循環指令格式為:G98 G83 X__ Y__ Z__ R__ Q__F__ (Q為深孔鉆每一次的鉆深,其他和G81一樣) G84右螺紋加工循環指令格式為:G98 G84 X__ Y__ Z__ R__ F__
2829
張偉一 ??? 3年前
零件設計如何考慮結構工藝性 
螺紋退刀槽和砂輪越程槽的結構尺寸系列,可查表。 三、鉆孔結構 用鉆頭鉆出的盲孔,在底部有一個120°的錐角,鉆孔深度指的是圓柱部分的深度,不包括錐坑,如下圖a所示。
2044
機械加工網 ??? 4年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2201 1
UG編程模具設計實戰 ??? 3年前
震驚:直徑僅為0.01毫米的鉆孔加工,是如何實現的!!! 
這家擅長小直徑且深孔的“鉆孔加工”。與放電加工和激光加工相比,鉆孔加工不會給工件帶來負擔,可以實現高精度、內表面整潔的開孔。不僅是0.03毫米的鉆孔加工,他們甚至完成過0.01 mm的超微孔加工,并達到10倍徑(深度是直徑的10倍,編者注)。
2208
模具設計UG編程教學 ??? 3年前
【專業知識】一文全懂——鋼絲螺套分類、應用、工藝和使用方法 
四、鋼絲螺套的安裝步驟 鋼絲螺套手動安裝過程 機械工程師提醒您在WiFi下觀看 1、鉆孔 使用表中所列的標準鉆頭鉆孔 , 鉆孔深度大于或等于鋼絲螺套安裝深度;注意不要將孔鉆成錐形 , 切屑不要掉入。鉆孔后锪孔不應超過 0.4 螺距深度 , 因為锪孔過大不利于鋼絲螺套的旋入。
4573 2 1
機械工程師 ??? 4年前
【專業知識】緊固件相關知識大匯總,掃盲專用 
化學錨栓的施工步驟如下: 1)根據工程設計要求,在基材(如混凝土)中相應位置鉆孔,孔徑、孔深及螺栓直徑應由專業技術人員或現場試驗確定。 2)用沖擊鉆或水鉆鉆孔。 3)用專用氣筒、毛刷或壓縮空氣機清理鉆孔中的灰塵,建議重復進行不少于3次,孔內不應有灰塵與明水。 4)保證螺栓表面潔凈、干燥、無油圬。
2635 2
機械工程師 ??? 4年前
鉗工的基礎操作知識與技能,都是干貨 
鋸、鉆孔、絞孔、攻螺紋、套螺紋等內容。
2716
機械加工網 ??? 4年前
【米思米機械設備知識分享】- 攻絲機原理是什么有哪些應用 
,攻絲機https://www.misumi.com.cn/seojingtai/gongsiji.html分為鉆孔攻絲機、擴孔攻絲機等。
2281
MISUMI米 ??? 3年前
UG加工編程 | 各個加工工序詳解 
孔加工操作子類型SPOT-FACING:锪孔,用于加工鉆孔位置的小平面。SPOT-DRILLING:中心鉆,用于加工中心孔。DRILLING:鉆孔,孔加工基本模板,用于加工普通孔。PECK-DRILLING:啄孔,用于深孔加工。BREAKCHIP-DRILLING:斷屑鉆,用于不易斷屑材料的孔加工。
3816 1
張偉一 ??? 3年前
有關攻絲技術我們不知道的那些事? 
定義 攻絲是用一定的扭矩將絲錐旋入要鉆的底孔中加工出內螺紋。? 要點 1)工件上螺紋底孔的孔口要倒角,通孔螺紋兩端都倒角。 2)工件夾位置要正確,盡量使螺紋孔中心線置于水平或豎直位置,使攻絲容易判斷絲錐軸線是否垂直于工件的平面。
2037
金屬加工前沿 ??? 4年前
【工藝知識】熱融緊固技術,擰螺絲的新境界,寶馬奔馳奧迪都在用 
FDS螺釘穿透材料時,大部分熱熔的鈑金件材料會流向鉆孔下部形成一個厚度1~3倍的金屬襯套,襯套內表面在FDS螺釘螺桿螺紋的作用下,形成嚙合螺紋并擰緊。整個加工過程只需1~6s,即可完成緊固的連接效果,扭矩可以達到15Nm。
3164 1
機械工程師 ??? 4年前
復雜深孔的高效加工方法! 
在深孔鉆削中1mm以下的小直徑孔采用硬質合金鉆加工而成,但對于15mm及以上的孔,一般采用焊接刃鉆頭,而對于25mm及以上的孔,則采用可轉位刀片鉆頭才能進行非常高效的鉆削。現代可轉位刀片技術和鉆管系統也為深孔加工提供了專用刀具的新可能性。 孔深超過10倍孔徑時,加工出的孔一般認為很深。孔深達300倍徑時就需要專門的技術,并采用單管或雙管系統才能進行鉆削。
2266
數控編程網 ??? 3年前
透徹!鉆井現場事故及復雜情況分析
23、套管事故casing trouble: 孔內套管因固定不牢或螺紋磨斷造成的下移和脫節的事故。24、測井工程事故: 指在施工全過程中,發生的除交通事故以外的所有事故。包含危險品丟失、操作失誤造成設備損壞、測井過程中的溢流、井噴(無論是否是有測井作業所誘發)等。
4822 1
化工設備人 ??? 3年前
【專業知識】機械設備中最常用的標準件——螺紋緊固件全知識點 
(2)雙頭螺柱:用于被連接零件之一較厚或不允許鉆成通孔的情況,兩端都有螺紋,旋入被連接零件螺紋孔內的一端稱為旋入端,與螺母連接的另一端稱為緊固端。 (3)螺釘:用于不經常拆卸和受力較小的連接中,按用途可分為連接螺釘和緊定螺釘。 下圖為連接螺釘的用法。 下圖為緊固螺釘的用法。
3703 1
機械工程師 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
