



塑膠件的結構設計:拔模斜度篇(上) 
如果沒有拔模斜度,您會增加出現注塑成型問題的機會。這可能會不必要地增加生產成本和交貨時間。
8347 6 2
結構攻城獅 ??? 3年前
注塑模調機工藝.
(2).降低注塑壓力。(3).減少螺桿向前時間。(4).增加射嘴溫度或用一個獨立的溫度控制器給射嘴加熱。(5).增加冷卻時間,但更好的辦法是使用有較小注口的注口 套代替原本的注口套。(6).矯正注口套與射嘴的配合面。(7).適當擴大流道的拔出斜度。塑件翹曲變形一﹐注塑件缺陷的特征 注塑件形狀與模腔相似但卻是模腔形狀的扭曲版本。
2274 1
模具論壇 ??? 4年前
塑膠件的結構設計:拔模斜度篇(下) 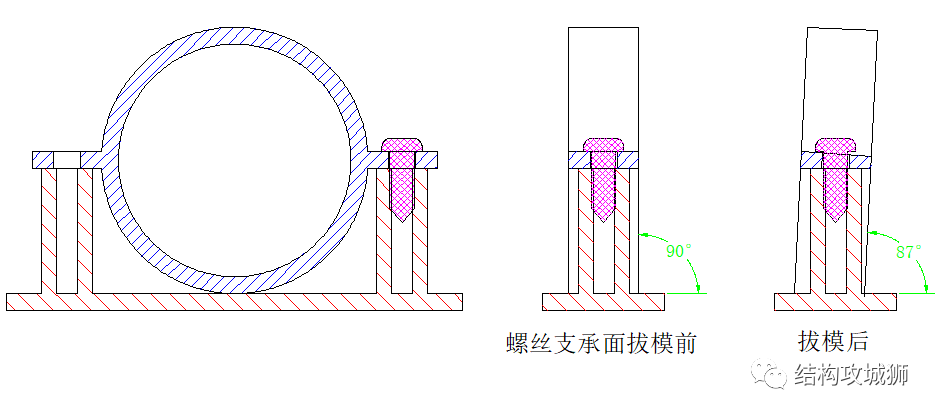
注塑過程就是先將模芯放到模具內,然后合上外模(FIG.9),完成注塑,注塑成型后先將金屬內芯抽出,金屬內芯抽出后,金屬套筒有了向內彈性變形的空間,金屬套筒會向內收縮(FIG. 12),金屬套筒外壁與塑膠件內壁形成一定程度的脫離,金屬套筒便很容易從塑膠件內壁抽出。
5963 5 1
結構攻城獅 ??? 3年前
UG NX拔模怎么用?UG NX三維征--拔模 
選擇要拔模的面,即我們要改的面,輸入拔模角度。 當然,如果我們需要對多個面進行拔模,并且每個面的拔模角度都有所不同的話,可以使用“添加新集”,以此選擇要拔模的面和角度即可。 2.
3751
張偉一 ??? 3年前
UG關于草圖拉深和旋轉命令,草圖的默認設置,UG拔模等筆記 
拔模,可以讓拉深的幾何體向上削尖.削尖的值在角度參數量設置.就是拔模縮小的角度.如果數值是負數,則會向外擴大.拔模從截面,在多個選項下,打開如下圖的列表,可以對不同的各個面設置拔模的角度.
3098 8 1
張偉一 ??? 3年前
從此告別單一注塑,多模腔技術引領未來! 
多模腔注塑成型應用多模腔注塑成型廣為業界應用,該成型技術具有提高生產效率與降低生產成本的優點,然而注塑成型過程中,常因模具加工、組裝精度不佳或熔體在流道的流變特性,制程參數設置穩健與否與環境干擾等因素影響,出現熔體在各模腔充填不平衡現象,導致短射、翹曲、收縮等缺陷,在生產高精密度的產品受到極大限制,造成產品良率降低與產品開發時間增加等問題。
2818 3 1
ACMT協會 ??? 2年前
注塑機開合模控制需要注意的問題 
如果某臺注塑機合模時連桿很輕松地伸直,或“差一點點”未能伸直,或幾副連桿中有一副未完全伸直,注塑時就會出現脹模,制件就會出現飛邊或其它毛病。
2315 1
高分 ??? 4年前
空間曲線偏置拔模的技巧 
2完成橢圓的繪制后,選擇插入/派生曲線/偏置,選擇曲線為拔模,設置拔模高度和角度,如圖所示。 3如果將高度設為負值,則方向相反。如果將拔模角度設為負值,曲線反向偏置。 4選擇通過曲線組,選取兩曲線,就可生成圓錐臺。材料著色后如圖。
2730
張偉一 ??? 3年前
固體推進劑comsol拔模仿真?
comsol怎么仿真固體推進劑不同拔模速率下摩擦力和溫度分布場,求大佬們指教一二
2081 1 1
用戶_56015 ??? 1年前
注塑模具試模行為規范
注塑模具試模行為規范一、前言當我們接到一副新模具需打樣試模時,我們總是渴望能早一些試出一個結果且禱求過程順利以免浪費工時并造成困擾。但在此我們必須提醒二點.第一、模具設計師及制造技師有時也會發生錯誤,在我們試模時若不提高警覺,可能會因小的錯誤而產生大的損害。第二、試模的結果是要保證以后生產的順利。
2141
模具論壇 ??? 4年前
Creo 答疑提問-拔模處理 
先移除(隱含)圓角,拔模完成之后,再倒圓角。
1140
蝰蛇設計 ??? 1年前
干貨收藏!四大考量、五大訣竅 助力提升模具設計 
制造商的規格表雖然有助于確定最小拔模角度,但這也受到零件表面紋理的影響。在某一點上,更多紋理(咬花)的注塑部件需要更大的拔模角度。3、移動分型線需要拔模角度產品設計師在兩個垂直面的直角交叉處確定分型線是很普遍的。但如果其中一個面是外觀面,而模具中出現任何多余料,則可能會損壞外觀表面。為了避免出現這種損壞情況,最好將分型線移到相鄰的非外觀面上。
2121
UG模具設計材料 ??? 4年前
模具干貨:做設計的五大去圓角拔模方法,越用越喜歡! 

模具干貨:做設計的五大去圓角拔模方法,越用越喜歡!本視頻全部根據工廠實戰經驗錄制,貼近工作實際,學習咨詢,草圖,軟件,工程圖或者你想要多學習資料可以加老師VX:KKLS1206免費領取
1196
騎豬的豬販子 ??? 5年前
長玻纖增強PP注塑工藝講解 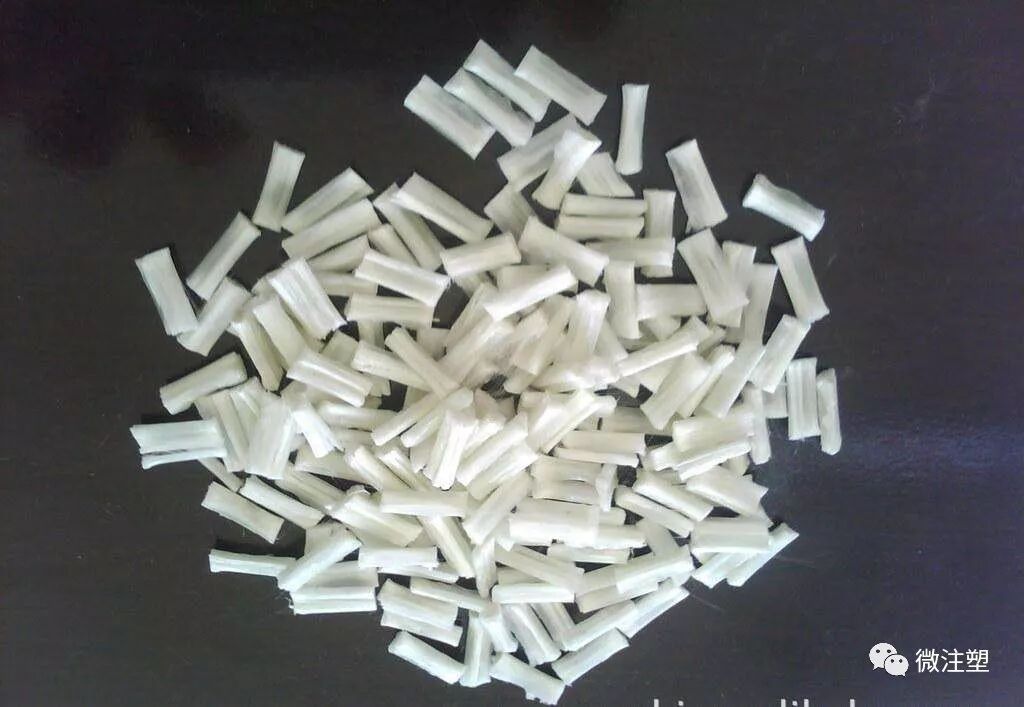
玻纖增強注塑的表現纖維和基材之間良好的粘合,對於部件的機械特性十分關鍵。與直接加工模塑料和長玻纖粒料相比,GMT可提供更高的強度和沖擊強度。由於纖維和纖維長絲能很好地粘固,長絲分布均勻,從而形成針刺氈結構,具有多種優勢。但是,與直接注射或通過長纖維粒料注射的模塑料相比,如果壓塑過程中流徑過長,上述優勢就不復存在。
2528
鑄造工程師 ??? 3年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
按外形分有;立式的、臥式的、《這兩種最常用的》按注塑量分為:超小型注塑機、小型注塑機、中型注塑機、大型注塑機、超大型注塑機。也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等(歡迎關注汽車工藝師微信auto1950)。75、鎖模力和撐模力之間有何關系?注塑機的鎖模力要大于撐模力,否則模具會模內壓力撐開。76、公母模的定位方式有哪些?
3098 3 3
Im智能注塑 ??? 3年前
設計88問,太全面了,果斷收藏!
70、曲面能否拔模?組能否拔模?面組能否替換?曲面不可以拔模,組面可以拔模,面組可以替換。71、第一角法與第三角法的區別?①、凡將物體置放第一象限內,以{視點}(觀察者)→(物體)→(投影面)關系而投影視圖的畫法,即稱為第一角法,亦稱第一象限法。
2260 2
UG模具設計材料 ??? 3年前
UG NX注塑模具設計教程之2D排位實例講解 
收縮就會產生包緊力)拔模以減膠為主。產品厚度分析產品膠位盡量平均一個厚度,在做設計前一定要檢查此項,如膠厚不平均產品成型后就會出現縮水痕。后期很艱對其修改。分型線確定產品分型線一定是產品的最大輪廓線,開模后一定要保證產品留要后模側(因注塑機頂出系統在后模側)。
9193
張偉一 ??? 3年前
【T0 量產之科學化試模?】 
另外是由于注塑速度差異所引起的缺陷,注射速度的控制,對于解決噴流痕和外觀流痕等問題至關重要。模具試模驗證過程 注塑成型加工制程中試模工作是模具制作完成后與開始注塑成型生產前的一項十分重要的驗證工作。模具試模驗證程序是優化新制模具以較適化成型加工條件來有效地生產所需塑件產品的過程。此工序成為注塑成型加工制程中穩定與效率生產最重要的生產步驟。
6302 1
ACMT協會 ??? 2年前
保險杠內分型模具開合模過程注意事項 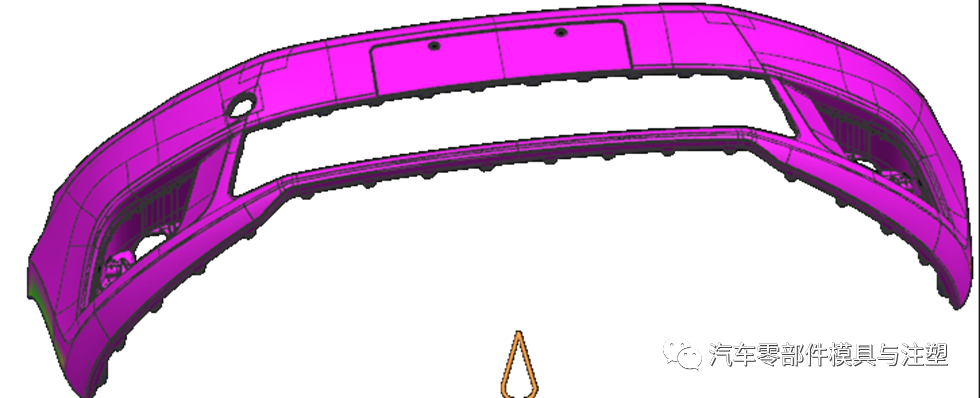
(以防止產品被小斜頂拉回位,導致無法取下產品)文章來源:汽車零部件模具與注塑
2259
芝能汽車 ??? 3年前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
使用高光注塑技術就可以很好地解決此問題。高光注塑的工藝原理:在合模前及合模過程中對模具進行加溫、合模完成后,溫度達到設定條件即進行注射。注射過程中模具繼續維持高溫,這樣可以使膠料注射時在模具內保持很好的流動性。注射完成,在保壓冷卻時,則對模具進行降溫處理,又可以大大縮短制品的冷卻時間,從而提高生產效率。蒸汽無痕高光注塑技術目前在國內尚屬于一項先進的生產工藝。
2726
Im智能注塑 ??? 3年前
20條/頁 
 17
17 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
