



干貨!線切割加工單價常規計算方法! 
慢走絲加工割一刀0.03元/mm, 慢走絲加工割兩刀0.038元/mm, 慢走絲加工割三刀0.045元/mm,慢走絲加工割四刀0.055元/mm。在進行線切割報價的過程中,線切割加工多少錢一平方因為地區或者材料的不同也會有一定的差別。如果按照市場價進行報價的話,或多或少會出現一些誤差。所以為了準確進行報價,需要操作人員在固定的實踐中進行多方計算,得出科學準確的報價
4531 1 1
數控中國論壇 ??? 3年前
定位齒條注塑模具設計要點+3d 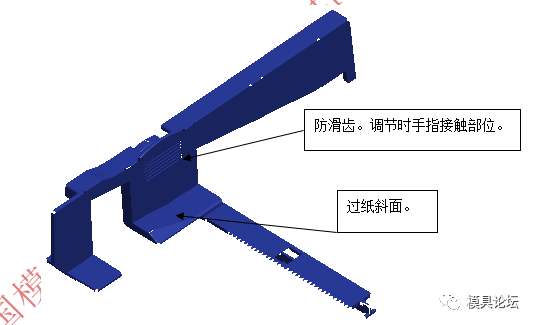
齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監測頂出系統及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。圖1 定位齒條產品圖 圖2 定位齒條模具圖 圖3 滑塊結構
2692
模具論壇 ??? 3年前
每天早上打開數控機床時有沒有必要熱機? 
工廠使用精密數控機床(加工中心、電火花、慢走絲等機床)進行高精密加工,你是否有這樣的經驗: 每天早上開機進行加工,首件的加工精度往往不夠好; 長假后開機加工的首批零件往往精度很不穩定,在高精度加工時失敗概率極高,尤其是位置精度。
1970
數控編程網 ??? 4年前
摩托羅拉手機后殼注射模具設計+3d 
13)線切割要采用慢走絲精密加工。14)頂針頭部高度要做平整。因此,對于手機模具來說,模胚最好是能采用富得巴精密模胚,模板的厚度公差為±0.02,長期保持精度不變。15)做好鑲件排氣。細小鑲件可以采用高速鋼SKH51加工,增加模具壽命。
2179
模具論壇 ??? 4年前
機械工程師800個設計工具,等你來獲取! 
數控車模擬精靈(CNCLatheElf) 6.0 設計計算器V1.0--公式計算器5.0 三菱PLC仿真軟件(GX Simulator 6)中文版 任意角度加工計算程序 1.0綠色免費版 歐姆定律計算器(Electronicalc)1.0綠色中文版 慢走絲工時計算軟件
2942 2 3
清風慕竹_2364 ??? 4年前

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
