



五金沖壓模具沖裁間隙與公差,對照 
2,未特別注明都指單邊間隙3,間隙值被括號括起來的值是指要在圖中畫出來的實際值如:∮10固定銷孔的間隙(.01)±0(雙面)繪圖的實際大小就應(yīng)該是10.01.
3036 1
模具設(shè)計UG編程教學(xué) ??? 4年前
關(guān)于五金沖壓模具間隙的選擇 
在五金沖壓件加工廠,加工五金沖壓件離不開沖壓模具,而模具間隙值的合理與否直接關(guān)系到沖壓件的質(zhì)量和沖壓模具的使用壽命。因此模具間隙值的設(shè)計選擇對于沖壓件生產(chǎn)廠家來說是一個非常重要的問題。下面就來看下沖壓件生產(chǎn)廠家通常是怎么選擇的。
2085
東一金屬 ??? 2年前
五金沖壓模具間隙實際選用情況說明 
在五金沖壓件加工廠,沖壓模具間隙的選擇需要根據(jù)沖壓件的尺寸與形狀、模具材料和加工方法以及沖壓方法、沖壓速度等因素來對模具的間隙值適當(dāng)進行增減。下面帶大家了解下。 在相同沖壓生產(chǎn)條件下,非圓形沖壓件比圓形沖壓件所選擇的模具間隙要大,沖孔比落料間隙大。 沖壓模具的凹模為直壁凹模時比錐口凹模時的間隙大。
2351
東一金屬 ??? 2年前
五金沖壓件生產(chǎn)廠家是怎樣來選擇模具間隙值的 
為了兼顧沖壓件的斷面質(zhì)量、保證沖壓件的尺寸精度、使模具具有較長的使用壽命、還能采用較小的沖壓力來加工,五金沖壓件生產(chǎn)廠家通常都是為模具選擇一個合理的間隙范圍值。因為模具間隙如果是一個固定的值不可能同時滿足這些要求。沖壓模具的這個合理的間隙范圍值的上限為最大合理間隙值,下限為最小合理間隙值。
2007
東一金屬 ??? 2年前
沖壓自動化改造模具要求 
沖壓自動化改造前,客戶需要配合現(xiàn)場進行改造,包括產(chǎn)品是否存在脫料情況、導(dǎo)柱檢查,工序是否需要翻轉(zhuǎn),了解模具高度。1)脫料檢查所有模具取放工件順暢無阻礙,沖壓完成后工件停留在下模面。異常情況為上模帶料,或工件在沖壓完成后出現(xiàn)不規(guī)則位移。
2189
金屬加工前沿 ??? 3年前
延長沖壓模具使用壽命的幾點措施 
必須保證模具的韌性、鋼度與強度,以確保冷沖壓模具在沖裁過程中模具的凸、凹模及其它結(jié)構(gòu)件不至于因受沖裁力影響而發(fā)生的變形、損壞或增加磨損程度。模具設(shè)計應(yīng)盡可能采用帶導(dǎo)向的模具設(shè)計,同時還應(yīng)考慮模具設(shè)計間隙,設(shè)計間隙過小或過大也會增加凸、凹模磨損程度,從而導(dǎo)致模具損壞,使用壽命降低。
2761 6 3
金屬加工前沿 ??? 3年前
汽車沖壓生產(chǎn)車間工藝概述
(3)模具導(dǎo)向結(jié)構(gòu)和導(dǎo)向精度的影響必要和可靠的導(dǎo)向,對于減小工作零件的磨損,避免凸凹模啃傷極為有效。(4)模具幾何參數(shù)的影響2. 凸凹模的形狀、間隙和圓角半徑不僅對沖壓件成形影響極大,而對模具的磨損影響也很大。(1)模具的材料的影響模具的材料性質(zhì)及熱處理質(zhì)量對模具壽命的影響是影響模具壽命諸因素中最重要的因素。
2805 1
金屬加工前沿 ??? 3年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學(xué)到老! 
從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質(zhì)量換取的。二、模具間隙的選擇 模具的間隙與所沖壓的材料的類型及厚度有關(guān)。不合理的間隙可以造成以下問題: (1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質(zhì)量差。
2179 1
模具設(shè)計UG編程教學(xué) ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質(zhì)量換取的。二、模具間隙的選擇模具的間隙與所沖壓的材料的類型及厚度有關(guān)。不合理的間隙可以造成以下問題:(1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質(zhì)量差。如果間隙偏小,雖然沖孔的質(zhì)量較好,但模具的磨損比較嚴(yán)重,大大降低模具的使用壽命,而且容易造成沖頭的折斷。
2379
模具設(shè)計UG編程教學(xué) ??? 4年前
沖壓模具設(shè)計師工藝篇:刀口沖裁間隙與尺寸公差縮放,速看 
都是我創(chuàng)作的動力,期待你的加入五金沖壓模具設(shè)計中,對于模具設(shè)計師來說,最重要的料帶工藝部分,以及刀口斷面質(zhì)量分析、尺寸公差縮放、工藝的排配等等。 學(xué)無止境,沒有最好,只有更好。
2067
模具設(shè)計UG編程教學(xué) ??? 4年前
級進模中卸料裝置和限位裝置如何設(shè)計 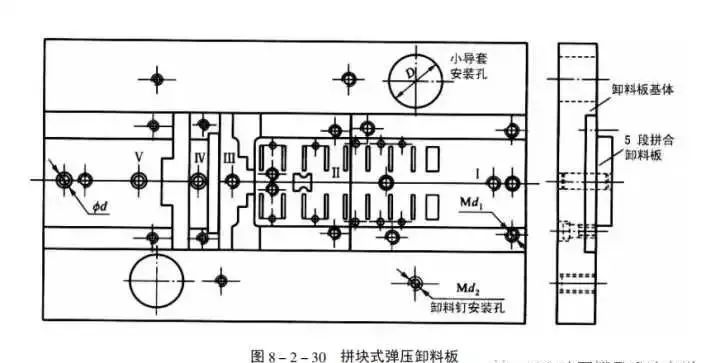
2.卸料板的導(dǎo)向形式 由于卸料板有保護小凸模的作用,要求卸料板有很高的運動精度,為此要在卸料板與上模座之間增設(shè)輔助導(dǎo)向零件一小導(dǎo)柱和小導(dǎo)套 ,如圖8-2-31所示。當(dāng)沖壓的材料比較薄,且模具的精度要求較高,工位數(shù)又較多時,應(yīng)選用滾珠式導(dǎo)柱導(dǎo)套。 3.卸料板的安裝形式 卸料板采用卸料螺釘?shù)跹b在上模。
4468
金屬加工前沿 ??? 2年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質(zhì)量換取的。二、模具間隙的選擇模具的間隙與所沖壓的材料的類型及厚度有關(guān)。不合理的間隙可以造成以下問題:(1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質(zhì)量差。如果間隙偏小,雖然沖孔的質(zhì)量較好,但模具的磨損比較嚴(yán)重,大大降低模具的使用壽命,而且容易造成沖頭的折斷。
2060
UG編程模具設(shè)計實戰(zhàn) ??? 4年前
五金沖壓件廠導(dǎo)柱式落料模的組成 
在五金沖壓件加工廠,不同的沖壓工序,使用不同的沖壓模具,模具不同,其結(jié)構(gòu)組成不同。今天就來介紹下落料工序使用的落料模的基本結(jié)構(gòu)組成。 導(dǎo)柱式落料模是常用的一種落料模,其基本結(jié)構(gòu)組件包括: 下模座、導(dǎo)柱、螺釘、凹模、導(dǎo)料板、導(dǎo)套、、上模座、固定板、銷釘、模柄、凸模、墊板、卸料螺釘、橡膠、卸料板、擋料銷、承料板。
2236
東一金屬 ??? 2年前
生產(chǎn)制造 | VISI沖壓模具標(biāo)準(zhǔn)件使用案例 
庫中有多種類型的標(biāo)準(zhǔn)件,例如固定類型、導(dǎo)向類型、頂出類型等;參數(shù)化的標(biāo)準(zhǔn)件可以根據(jù)工程師的需求更換參數(shù),例如直徑、間隙、配合長度等;可以調(diào)用一個模型的標(biāo)準(zhǔn)件,也可以調(diào)用一個功能的組件(包含多個零件);標(biāo)準(zhǔn)件調(diào)用后自帶標(biāo)準(zhǔn)件假體,可以一鍵生成標(biāo)準(zhǔn)件在模具零件中的安裝孔位。接下來選擇沖壓模具中常用的導(dǎo)正銷、脫料銷、浮升銷為例,為大家展示VISI沖壓模具標(biāo)準(zhǔn)件使用的奧秘。
3137
海克斯康設(shè)計與仿真 ??? 6月前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計 
配合間隙要大于常規(guī)間隙,以降低沖壓加工力.在小徑孔加工時,若采用常規(guī)間隙加工,則會使沖壓面拉長.同時亦是沖裁廢料留積凹模的原因.小孔沖裁最常見的問題,就是沖針容易斷,如果模具導(dǎo)向精度高,沖壓生產(chǎn)材料的表面硬度不高的話,相信使用上面的方法,還是很有保障的. 學(xué)無止境,沒有最好,只有更好。
2060
模具設(shè)計UG編程教學(xué) ??? 4年前
模具間隙選不好,那就是報廢的料 
都是我創(chuàng)作的動力,期待你的加入模具間隙的選擇模具的間隙與所沖壓的材料的類型及厚度有關(guān)。不合理的間隙可以造成以下問題:(1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質(zhì)量差。如果間隙偏小,雖然沖孔的質(zhì)量較好,但模具的磨損比較嚴(yán)重,大大降低模具的使用壽命,而且容易造成沖頭的折斷。(2)間隙過大或過小都容易在沖頭材料上產(chǎn)生粘連,從而造成沖壓時帶料。
2352
模具設(shè)計UG編程教學(xué) ??? 3年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計 
配合間隙要大于常規(guī)間隙,以降低沖壓加工力.在小徑孔加工時,若采用常規(guī)間隙加工,則會使沖壓面拉長.同時亦是沖裁廢料留積凹模的原因.小孔沖裁最常見的問題,就是沖針容易斷,如果模具導(dǎo)向精度高,沖壓生產(chǎn)材料的表面硬度不高的話,相信使用上面的方法,還是很有保障的.
1959
UG編程模具設(shè)計實戰(zhàn) ??? 4年前
沖壓模具精準(zhǔn)報價令人“頭痛”:模具精準(zhǔn)報價“內(nèi)幕”揭秘 
都是我創(chuàng)作的動力,期待你的加入冷沖壓因為其優(yōu)異的特性,完美的效率,在我們的日常生活的產(chǎn)品中非常常見,在機加工方面也是非常不錯的。因為,沖壓件可以不用經(jīng)過車、銑、磨等常規(guī)加工,更加方便快捷,而且能得到非常穩(wěn)定的產(chǎn)品。現(xiàn)在的模具行業(yè)不太樂觀,對于模具成本的控制,模具訂單的每一筆報價都非常小心。為了解決大家的疑惑,小編給大家總結(jié)一些常見的模具報價原則。
1930
模具設(shè)計UG編程教學(xué) ??? 3年前
汽車消聲器連結(jié)法蘭盤沖壓成形工藝參數(shù)優(yōu)化 
其中,內(nèi)孔的尺寸是Φ44.7mm, 采用圓孔翻邊沖壓的工藝進行加工。板料的內(nèi)孔預(yù)制尺寸依據(jù)文獻(xiàn)[5]的計算公式進行計算,得到預(yù)制內(nèi)孔徑為Φ22.187mm。沖壓模具的凸模直徑大小為Φ44.2mm, 凹模直徑的尺寸依據(jù)凸凹模間隙的大小來定,根據(jù)圖1所示的尺寸建立有限元模型,見圖2。
4618 6 1
金屬加工前沿 ??? 2年前
生產(chǎn)制造 | VISI高效實現(xiàn)沖壓連續(xù)模具沖頭設(shè)計 
沖壓連續(xù)模的沖頭是模具中的核心部件,其重要性體現(xiàn)在多個方面,直接影響生產(chǎn)效率、產(chǎn)品質(zhì)量、模具壽命和成本控制。沖頭在連續(xù)模中既是“執(zhí)行者”也是“消耗品”,其設(shè)計、制造和維護水平直接決定沖壓工藝的競爭力。海克斯康工業(yè)軟件VISI專門提供了用于沖頭設(shè)計的沖壓沖頭管理器。
2830 2 1
海克斯康設(shè)計與仿真 ??? 11月前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
