



大眾汽車線束端子壓接標準解析 
卷曲截面縱向彎曲角度向下或向下最大不允許超過5°,卷曲截面旋轉到端子最大允許5° 4)導線壓接尺寸 在壓接范圍內端子材料的厚度根據零件圖紙,對于壓接尺寸應設置限制。如果實際尺寸與圖紙規定的標準有偏差,也應在圖紙規定的范圍內。 規定的壓接尺寸應該是有約束力的,并且由線束制造商制定。 1. 壓接高度 不是根據壓接工裝調整尺寸。
2951
線束專家 ??? 4年前
汽車線束壓接技術要求 
汽車線束壓接技術要求
1676
線束專家 ??? 3年前
Abaqus基礎教程14--電氣壓接仿真 
導讀很多電氣工程師在高度非線性過程中隱式分析通常會有收斂的問題,此時采用顯式分析不失為一種很好的替代方案,如果是使用顯式方法進行準靜態的分析,還必須要注意到能量的問題,確保分析過程符合準靜態的過程,以下通過一個導線壓接的仿真來演示如何在Abaqus中進行準靜態分析。
2297
宇喜科技 SOLIDWORKS 市場部 ??? 2年前
汽車線束制造過程中的工藝防錯 
2 切線壓接工序的防錯設計(MES系統防錯) 切線壓接工序是汽車線束制造中自動化程度最高的工序,國內絕大部分的線束工廠都采用自動化的切線壓接設備進行操作,因此切線壓接工序是制造錯誤出現幾率較低的一個工序,通常出現的制造錯誤是導線、端子、防水栓物料使用錯誤,導線長度錯誤,以及壓接模具用錯導致壓接標準不正確,導致半成品返修或報廢。
2518
線束專家 ??? 4年前
談談線束壓接點,導線打卡點的設計與注意事項 
圖 U型端子壓接圖 U型端子壓接標準 USCAR標準是專門的接插件標準,USCAR 21是端子壓接性能規范,對汽車線束端子壓接工藝進行了全面的定義,為行業規范提供了重要參考。 U型端子壓接優缺點 這種方式的優點是操作方便,效率髙,導電性能較好,壓接設備和U型端子都比較便宜; 缺點在于和超聲波焊接相比需要使用壓接材料,增加重量。
4244
線束工程師 ??? 4年前
AnsysWB-采用通用接觸的線纜壓接仿真 
在該示例中,多股導線通過一種稱為壓接的機械變形工藝與電氣端子(連接器)連接在一起。連接器的U形部分(握持部分)由一個堅硬的沖頭折疊環繞在導線上,形成一個B形壓接,從而在導線與電氣端子之間實現連接。 由于這種模型的復雜性,通過基于對偶的接觸方法來定義所有可能的接觸面將是一項困難且耗時的任務。通過使用通用接觸方法,接觸面會自動創建。
2431
AutoEuler ??? 5月前
線束失效模式之“端子退針”不良的有效預防措施 
端子壓接端子壓接是汽車線束生產過程中的關鍵環節,其主要工藝流程是將電氣系統和端子連接起來,運用機床工藝將端子和電路結合起來。端子壓接也是線束生產過程中造成端子退針的一個影響因素,“香蕉”端子是端子壓接過程中常出現的問題,系壓接模具問題導致端子過渡彎曲(圖9)。
2548 1
線束專家 ??? 3年前
談談線束端子退針的原因及整改措施 
端子壓接也是線束生產過程中造成端子退針的一個影響因素,“香蕉”端子是端子壓接過程中常出現的問題,系壓接模具問題導致端子過渡彎曲(圖9)。端子壓接彎曲裝配時輕則造成連接器的插拔力增大,重則造成公端子無法插入母端子的有效區域,出現端子退針,調節壓接設備上的限位銷可解決此類問題。
6200
線束工程師 ??? 4年前
線束失效模式之“端子退針”不良的有效預防措施 
端子壓接 端子壓接是汽車線束生產過程中的關鍵環節,其主要工藝流程是將電氣系統和端子連接起來,運用機床工藝將端子和電路結合起來。端子壓接也是線束生產過程中造成端子退針的一個影響因素,“香蕉”端子是端子壓接過程中常出現的問題,系壓接模具問題導致端子過渡彎曲(圖9)。
2404 1 1
線束專家 ??? 4年前
新能源汽車高壓線束的產品測試 
2.1.4高壓線束的屏蔽層拉脫力:該測試是因為高壓線束一般使用屏蔽線纜,其中的屏蔽層需要通過壓接環壓接后和接插件的金屬屏蔽區域進行有效接觸。為了確保線束裝配和后續使用中并不會出現線束的屏蔽脫落,導致汽車電干擾的情況發生。一般要求拉脫力要大于150牛頓。2.2線束電性能測試2.2.1最大電流承載能力:該測試是為了確定線束在開始發生過度熱降解和/或具有超額電阻之前能夠承受的最大試驗電流。
2809
線束專家 ??? 4年前
談談線束三維布置開發流程與設計要點 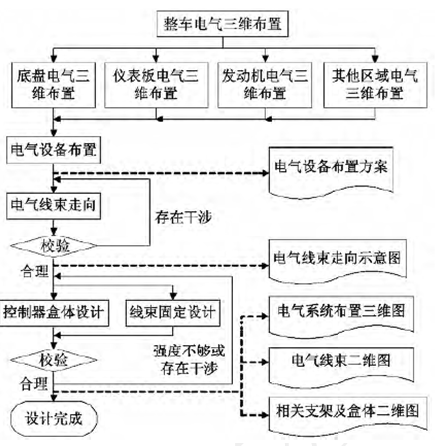
散漫說,整車線束布置設計是整車概念設計階段就需要完成的工作,主要借助虛擬樣機仿真軟件實現,如CATIA。線束三維布置設計的質量直接影響到樣車試制的品質,高效的三維布置可以減少試制過程出現的問題,保證整車線束開發時間匹配整車開發流程。本文主要介紹下汽車電氣系統三維布置流程及設計要點。以下為正文。汽車電氣系統三維布置按照下圖所示設計流程進行。
4599 4
汽車公社 ??? 2年前
汽車線束搭鐵設計策略 
另外,線束廠在生產線束時,一定要保證所有的搭鐵線壓接點壓接牢固,接觸可靠。布置在機艙內的線束搭鐵點,搭鐵線上要用帶膠的熱縮管處理。2.3 搭鐵端子設計搭鐵端子一般使用孔式端子,通過搭鐵螺栓或搭鐵螺母進行安裝固定。傳統圓形端子使用較為普遍,如圖3a所示。
3145
線束專家 ??? 4年前
談談線束防水設計,汽車干濕區如何劃分 
3.4 打卡點與端子壓接處的防水 處于濕區的線束,導線之間的打卡點須使用熱縮管進行保護,另外所有濕區處的搭鐵點須使用帶膠熱縮管進行保護。 3.5 過孔防水 線束過孔需使用相適應的橡膠件進行防水密封保護,兼顧到整車氣密性的要求,建議過盈量為1~2mm,對于孔大于40mm的,需進行翻邊設計,保證氣密性。
4317
線束工程師 ??? 4年前
汽車高壓線束的加速試驗設計與疲勞壽命評估 
汽車線束主要由接插件、塑料護套和電線等組成,插接件與電線壓接后安裝在塑料護套內,電線以線束捆扎、膠帶包裹構成,如圖1所示。電線束在整車中的作用是將電氣系統的電源信號和數據信號進行傳遞和交換,實現電氣系統的功能和要求[2]。
2211
線束專家 ??? 3年前
VW60330-2013大眾端子壓接標準解讀 
卷曲截面縱向彎曲角度向下或向下最大不允許超過5°,卷曲截面旋轉到端子最大允許5° 4)導線壓接尺寸 在壓接范圍內端子材料的厚度根據零件圖紙,對于壓接尺寸應設置限制。如果實際尺寸與圖紙規定的標準有偏差,也應在圖紙規定的范圍內。 規定的壓接尺寸應該是有約束力的,并且由線束制造商制定。 1. 壓接高度 不是根據壓接工裝調整尺寸。
2460
線束專家 ??? 4年前
汽車線束VAVE降本設計的十個思路探討 
2)膠帶、波紋管等包扎物的平臺化選型3)橡膠件的平臺化選型4)導線線徑,線色的平臺化選擇5)端子、接插件的平臺化,inline件的平臺化,設備端接插件的平臺化上面關于接插件的平臺化,對于線束組來說,大多數時候只能控制線束對接件,而零部件對插插接單靠我們自己是很控制的,畢竟線束是匹配對手件。因此,接插件的平臺化,需要從電器部門層面,甚至是院級層面去推動。
10052
線束工程師 ??? 4年前
防水線束工藝關鍵管控點 
線束設計過程 線徑的選擇和連接器要匹配,線徑不能大于或小于連接器規定的直徑。 生產過程 3.1、防水端子必須采用專用的壓接模具壓接,壓接后的端子必須符合相關技術要求。 3.2、焊點及接線點熱縮保護:線束打鐵點焊接時,必須采用熱縮套管進行保護。銅絲不得刺破熱縮管,熱縮管必須全部包裹銅絲。
2040 2 2
電子元器件超市 ??? 3年前
關于汽車線束密封防水措施的分析 
防水接插件可以在承受一定的水壓情況下保證接插件內部的機械性能及電氣性能。防水接插件及其配套器件如圖2所示。 首先,接插件上的橡膠圈可以保證線束接插件和用電器插頭之間的密封。其次,配套端子壓接時采用防水栓壓在導線絕緣皮外,防止液體從接插件孔位滲入。再者,盲栓則對接插件未使用的孔位進行堵塞用以防水。防水栓和盲栓須選擇和導線截面匹配的合適型號。防水栓和盲栓如圖3所示。
2450
隨風33 ??? 4年前
淺析汽車線束在超聲波焊接后的撕裂力 
3 結束語 目前,國內大多數線束廠家采用的壓接、錫焊等傳統連接方式存在諸多弊端,如導體壓接卷曲后接觸電阻較大,增加了助焊劑等輔助材料的使用,焊接過程還會產生煙霧及殘錫等,而超聲波導體焊接則有導電性能好、經濟高效、環保安全等優越性。
2521
線束專家 ??? 4年前
汽車線束的加速試驗設計與疲勞壽命評估 
本節在明確汽車線束所有已知或潛在失效模式及失效機理的基礎上,給出加速試驗設計所需的一些關鍵性技術細節,輔助完成汽車線束量化可靠性評價與壽命評估等工作內容。 汽車線束主要由銅制接插件、塑料護套和電線等組成,插接件與電線壓接后安裝在塑料護套內,電線以線束捆扎、膠帶包裹構成,如圖1 所示。電線束在整車中的作用是將電氣系統的電源信號和數據信號進行傳遞和交換,實現電氣系統的功能和要求。
2470 1
電子元器件超市 ??? 3年前
20條/頁 
 13
13 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
