



【T0 量產(chǎn)之科學(xué)化試模?】 
所以科學(xué)注塑成型加工試模,首先需了解注塑成型各個(gè)步驟工序的科學(xué)物理意義,注塑成型條件的設(shè)定與調(diào)整,都需依據(jù)科學(xué)化實(shí)驗(yàn)來(lái)設(shè)定,條件參數(shù)設(shè)定不可以只憑感覺(jué);依照科學(xué)化步驟實(shí)驗(yàn)逐步進(jìn)行成型參數(shù)調(diào)整,試模中每項(xiàng)參數(shù)的修改設(shè)定都有其背后的科學(xué)數(shù)據(jù)來(lái)支持。
6302 1
ACMT協(xié)會(huì) ??? 2年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
常見(jiàn)的科學(xué)試模方法常見(jiàn)的科學(xué)試模方法包含利用田口實(shí)驗(yàn)設(shè)計(jì)法(DOE) 來(lái)找出影響產(chǎn)品質(zhì)量的加工參數(shù)優(yōu)先級(jí)(如圖1),圖1:射出成型條件實(shí)驗(yàn)設(shè)計(jì)法(DOE)分析(Moldex3D)也可以利用短射實(shí)驗(yàn)來(lái)分段評(píng)定流道系統(tǒng)、澆口位置 與產(chǎn)品模穴的動(dòng)態(tài)壓力損失,也可以利用分段短射實(shí) 驗(yàn)觀察多模穴流動(dòng)的平衡性,適當(dāng)?shù)亩躺涑涮顚?shí)驗(yàn)也 可以確認(rèn)熔膠塑化行程與多段射出速度設(shè)定的切換位 置(如圖
3142 7 3
型創(chuàng)科技2023 ??? 2年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
常見(jiàn)的科學(xué)試模方法常見(jiàn)的科學(xué)試模方法包含利用田口實(shí)驗(yàn)設(shè)計(jì)法(DOE) 來(lái)找出影響產(chǎn)品質(zhì)量的加工參數(shù)優(yōu)先級(jí)(如圖1), 也可以利用短射實(shí)驗(yàn)來(lái)分段評(píng)定流道系統(tǒng)、澆口位置與產(chǎn)品模穴的動(dòng)態(tài)壓力損失,也可以利用分段短射實(shí) 驗(yàn)觀察多模穴流動(dòng)的平衡性,適當(dāng)?shù)亩躺涑涮顚?shí)驗(yàn)也可以確認(rèn)熔膠塑化行程與多段射出速度設(shè)定的切換位置(如圖2),同時(shí)也可以獲知射出壓力峰壓值的大小。
2183 1
ACMT協(xié)會(huì) ??? 2年前
Moldex3D科學(xué)試模之射出速度參數(shù) 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 射出速度驗(yàn)證在管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 射出速度驗(yàn)證 的項(xiàng)目:1.射出速度:輸入關(guān)于射出速度的值。2.射出時(shí)間:輸入關(guān)于射出時(shí)間的值。3.最大壓力值: 輸入關(guān)于最大壓力的值。
2106
Moldex3D 中國(guó) ??? 1年前
注塑模具試模行為規(guī)范
注塑模具試模行為規(guī)范一、前言當(dāng)我們接到一副新模具需打樣試模時(shí),我們總是渴望能早一些試出一個(gè)結(jié)果且禱求過(guò)程順利以免浪費(fèi)工時(shí)并造成困擾。但在此我們必須提醒二點(diǎn).第一、模具設(shè)計(jì)師及制造技師有時(shí)也會(huì)發(fā)生錯(cuò)誤,在我們試模時(shí)若不提高警覺(jué),可能會(huì)因小的錯(cuò)誤而產(chǎn)生大的損害。第二、試模的結(jié)果是要保證以后生產(chǎn)的順利。
2141
模具論壇 ??? 4年前
Moldex3D科學(xué)試模之短射記錄 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 短射驗(yàn)證在 管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 短射驗(yàn)證 的項(xiàng)目:1.+ 短射驗(yàn)證:點(diǎn)擊此按鈕以新增短射驗(yàn)證字段。注意:在點(diǎn)擊‘開(kāi)始記錄’之后,+ 短射驗(yàn)證 按鈕才會(huì)出現(xiàn)。2.試驗(yàn)?zāi)0澹涸谙吕x單中選擇一個(gè)模板名稱。
1609
Moldex3D 中國(guó) ??? 1年前
Moldex3D模流分析之科學(xué)試模射出速度驗(yàn)證 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 射出速度驗(yàn)證在管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 射出速度驗(yàn)證 的項(xiàng)目:1.射出速度: 輸入關(guān)于射出速度的值。2.射出時(shí)間: 輸入關(guān)于射出時(shí)間的值。3.最大壓力值: 輸入關(guān)于最大壓力的值。
2221
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之科學(xué)試模短射驗(yàn)證 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 短射驗(yàn)證在 管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 短射驗(yàn)證 的項(xiàng)目:1.+ 短射驗(yàn)證: 點(diǎn)擊此按鈕以新增短射驗(yàn)證字段。 注意:在點(diǎn)擊‘開(kāi)始記錄’之后,+ 短射驗(yàn)證 按鈕才會(huì)出現(xiàn)。2.試驗(yàn)?zāi)0澹?在下拉選單中選擇一個(gè)模板名稱。
2035
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之iSLM科學(xué)試模 (Scientific Molding) 
管理功能 > 項(xiàng)目 > 檢視 > 試模 > 更多 > 科學(xué)試模 -1 管理功能 > 項(xiàng)目 > 檢視 > 試模 > 更多 > 科學(xué)試模 -2在 管理功能 > 項(xiàng)目 > 檢視 > 試模 > 更多 > 科學(xué)試模 的項(xiàng)目:1.短射試驗(yàn): 此顯示該試模中關(guān)于短射的紀(jì)錄,并提供相對(duì)應(yīng)的圖片。
2229
Moldex3D 中國(guó) ??? 2年前
科學(xué)試模納入流程,輕松提升數(shù)據(jù)結(jié)果可視化 
圖1:科盛科技將「科學(xué)試模」導(dǎo)入至iSLM射出成型數(shù)據(jù)管理平臺(tái)之中 圖2:試模人員于現(xiàn)場(chǎng)將信息記錄于系統(tǒng)平臺(tái)上 科學(xué)試模方法 科學(xué)試模方法是利用科學(xué)化的方式根據(jù)機(jī)臺(tái)響應(yīng)及其他設(shè)備偵測(cè)數(shù)據(jù),再判斷、調(diào)整進(jìn)而得出該成型參數(shù)優(yōu)化過(guò)后的數(shù)據(jù)資料,以合理的設(shè)定技術(shù)推斷射出成型加工過(guò)程中各項(xiàng)參數(shù)的最佳化,目的是為了以科學(xué)系統(tǒng)化的方式改善生產(chǎn)制程及提高產(chǎn)品的生產(chǎn)質(zhì)量
2508
ACMT協(xié)會(huì) ??? 2年前
Moldex3D模流分析之科學(xué)試模保壓壓力驗(yàn)證 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 保壓壓力驗(yàn)證在 管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 保壓壓力驗(yàn)證 的項(xiàng)目:1.壓力: 輸入壓力值。2.缺陷紀(jì)錄: 選擇在該壓力值下,是否有缺陷。若勾選 有缺陷,該欄會(huì)顯示成 粉紅色;若勾選 無(wú)缺陷,則該欄會(huì)顯示成 綠色。
1984
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之科學(xué)試模澆口固化驗(yàn)證 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 澆口固化驗(yàn)證在 管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 澆口固化驗(yàn)證 的項(xiàng)目:1.+ 塑件重量: 點(diǎn)擊此按鈕以新增產(chǎn)品重量試驗(yàn)字段。 注意:請(qǐng)?zhí)貏e注意最多僅能新增 3 列。一旦產(chǎn)品重量試驗(yàn)字段達(dá)到 3 列,則 + 塑件重量按鈕不會(huì)再出現(xiàn)。
2104
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之科學(xué)試模鎖模力驗(yàn)證 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 鎖模力驗(yàn)證在管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 鎖模力驗(yàn)證的項(xiàng)目:1.+ 塑件重量: 點(diǎn)擊此按鈕以新增產(chǎn)品重量試驗(yàn)字段。 注意: 請(qǐng)?zhí)貏e注意最多僅能新增 3 列。一旦產(chǎn)品重量試驗(yàn)字段達(dá)到 3 列,則 + 塑件重量 按鈕不會(huì)再出現(xiàn)。
2088
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之科學(xué)試模冷卻時(shí)間驗(yàn)證 
管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 冷卻時(shí)間驗(yàn)證在 管理功能 > 試模 > 檢視 > 開(kāi)始試模/檢視 > 科學(xué)試模 > 冷卻時(shí)間驗(yàn)證 的項(xiàng)目:1.+ 關(guān)鍵尺寸: 點(diǎn)擊此按鈕以新增關(guān)鍵尺寸試驗(yàn)字段。 注意:請(qǐng)?zhí)貏e注意最多僅能新增3列。一旦關(guān)鍵尺寸試驗(yàn)字段達(dá)到 3 列,則 + 關(guān)鍵尺寸按鈕不會(huì)再出現(xiàn)。
1948
Moldex3D 中國(guó) ??? 2年前
新模具試模需要注意的問(wèn)題,你都知道嗎? 
新模具注塑成型之前或機(jī)臺(tái)更換其他模具生產(chǎn)時(shí),試模是必不可少的部分。試模結(jié)果結(jié)果的好壞將直接影響工廠的后續(xù)生產(chǎn)是否順暢。因此在試模過(guò)程中必須遵循合理的操作步驟和記錄試模過(guò)程中有用的技術(shù)參數(shù),以利于產(chǎn)品的批量生產(chǎn)。 了解模具的有關(guān)資料: 最好能取得模具的設(shè)計(jì)圖面,詳予分析,并約得模具技師參加試模。
2475
Im智能注塑 ??? 3年前
從此告別單一注塑,多模腔技術(shù)引領(lǐng)未來(lái)! 
多模腔熔體流動(dòng)平衡智慧控制技術(shù)■富強(qiáng)鑫集團(tuán)/ 林宗彥作者介紹林宗彥博士曾任財(cái)團(tuán)法人塑膠工業(yè)發(fā)展中心專任講師;現(xiàn)為富強(qiáng)鑫集團(tuán)技研體系經(jīng)理;研究專長(zhǎng)是注塑成型特殊制程與材料應(yīng)用/ 科學(xué)化成型技術(shù)( 量產(chǎn)技術(shù))/ 實(shí)驗(yàn)計(jì)劃法(DOE)/ 統(tǒng)計(jì)制程控制(SPC)/ 模腔訊號(hào)應(yīng)用技術(shù)/ 注塑成型領(lǐng)域異業(yè)技術(shù)整合。
2818 3 1
ACMT協(xié)會(huì) ??? 2年前
解決注塑模具成型難題,型創(chuàng)科技&ACMT技術(shù)平臺(tái)助您一臂之力! 
更多內(nèi)容歡迎進(jìn)入店鋪搜索可滑動(dòng)查閱 四、射出成型 ??射出制程的冷卻時(shí)間加工條件??模具澆口設(shè)計(jì)考量及最大剪切速率??決定多模穴射出件的流動(dòng)平衡性??塑膠射出的表面浮纖現(xiàn)象??射出加工螺桿技術(shù)數(shù)據(jù)??澆口固化時(shí)間??科學(xué)試模對(duì)于射出成型工藝的優(yōu)化??注塑成品精度與成型參數(shù)及模穴公差之關(guān)系
3125
ACMT協(xié)會(huì) ??? 2年前
塑料窗體填充Moldflow分析及應(yīng)用 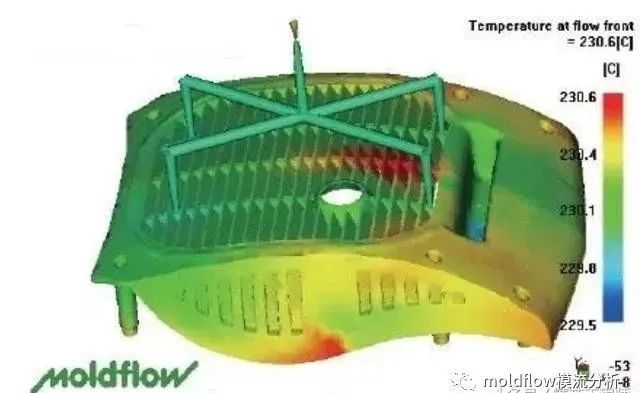
所以,在模具基本設(shè)計(jì)完成之后,可以通過(guò)注塑成型分析,發(fā)現(xiàn)設(shè)計(jì)中存在的缺陷,從而保證模具設(shè)計(jì)的合理性,提高模具的一次試模成功率,降低企業(yè)生產(chǎn)成本。
2669
鑄造工程師 ??? 2年前
鎖模力問(wèn)題解析與解決方案 
只有通過(guò)測(cè)量每根拉桿受力,才能清楚每根拉桿實(shí)際受力大小,以及四根拉桿是否均衡;如果拉桿受力不均衡,則會(huì)造成動(dòng)模與定模不平行,閉模后,出現(xiàn)合模縫隙,從而造成飛邊問(wèn)題。實(shí)際量測(cè)應(yīng)用因此,試模過(guò)程中出現(xiàn)飛邊現(xiàn)象,有 可能是鎖模力受力不均衡造成的,而不是鎖模力太小 的緣故,這個(gè)原因往往被忽視。
3382
ACMT協(xié)會(huì) ??? 2年前
鎖模力問(wèn)題解析與解決方案 
圖1: 實(shí)際量測(cè)應(yīng)用 對(duì)注塑制品與壓鑄制品生產(chǎn)商而言,試模第一步是檢測(cè)注塑機(jī)/ 壓鑄機(jī)每根拉桿受力是否均勻。只有通過(guò)測(cè)量每根拉桿受力,才能清楚每根拉桿實(shí)際受力大小,以及四根拉桿是否均衡;如果拉桿受力不均衡,則會(huì)造成動(dòng)模與定模不平行,閉模后,出現(xiàn)合模縫隙,從而造成飛邊問(wèn)題。因此,試模過(guò)程中出現(xiàn)飛邊現(xiàn)象,有可能是鎖模力受力不均衡造成的,而不是鎖模力太小的緣故,這個(gè)原因往往被忽視。
3469 2
型創(chuàng)科技2023 ??? 2年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
