



機械設計中軸的知識點講解,趕快收藏! 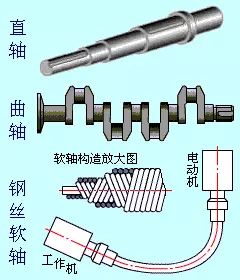
5、軸的維修5.1 軸彎曲變形的校正軸的變形過大時,可冷壓校正或局部火焰加熱校正。校正時的支承部位應正確,尤其應注意不要使階梯軸拐角處因校正而產生應力集中。▲軸彎曲變形的校正(左)和軸頸磨損的鑲套修復(右)5.2 軸頸磨損的修復通常先用磨削加工消除軸的幾何形狀誤差,然后金屬噴鍍或刷鍍,嚴重時可堆焊或鑲套修理,鑲套時套與軸為過盈配合。
3141 1 1
非標機械論壇 ??? 3年前
機械設計中軸的知識點講解,趕快收藏! 
5、軸的維修5.1 軸彎曲變形的校正軸的變形過大時,可冷壓校正或局部火焰加熱校正。校正時的支承部位應正確,尤其應注意不要使階梯軸拐角處因校正而產生應力集中。▲軸彎曲變形的校正(左)和軸頸磨損的鑲套修復(右)5.2 軸頸磨損的修復通常先用磨削加工消除軸的幾何形狀誤差,然后金屬噴鍍或刷鍍,嚴重時可堆焊或鑲套修理,鑲套時套與軸為過盈配合。
2941 3 1
非標機械論壇 ??? 3年前
有效防止精密鑄造蠟模變形?8種有效措施可收藏! 
為解決變形問題,經計算,專門制作了金屬支撐圈,見圖2雙點劃線所示,在閥套蠟模射出后,將金屬支撐圈插入,一并放入冷水中冷卻40min后取出。在采用金屬支撐圈并按工藝要求校正蠟模后,幾乎不用修蠟模,大大提高了修蠟模的工作效率。現批量生產中已按改進后工藝執行,取得了良好效果 2.采用開澆道根后粘澆道的措施DNl50法蘭盤結構見圖3,其結構對稱、壁厚均勻。
3128 9 6
鑄造工程師 ??? 3年前
關于鈑金折彎成型技術的12大問題
金屬板材的折彎是在金屬加工車間進行的。鈑金加工只是對金屬材料進行折彎、壓鉚、焊接等一系列處理的工藝。下面針對鈑金加工中折彎工藝來講述一下過程中可能遇到的問題和解決辦法。
2327
非標機械論壇 ??? 3年前
礦山廢石和尾礦成為新熱點,用途有哪些? 
某些金屬礦的尾礦,鐵的含量高,可以售給水泥廠用作鐵質校正原料;某些鐵礦的尾礦,既含有大量硅,也含有鐵,也可成為校正原料。
2384 1
礦山地質環境網 ??? 4年前
礦山廢石和尾礦成為新熱點,用途有哪些?
某些金屬礦的尾礦,鐵的含量高,可以售給水泥廠用作鐵質校正原料;某些鐵礦的尾礦,既含有大量硅,也含有鐵,也可成為校正原料。
2074
礦山地質環境網 ??? 4年前
Zemax案例 | 基于micro-LED的車載AR-HUD光路設計 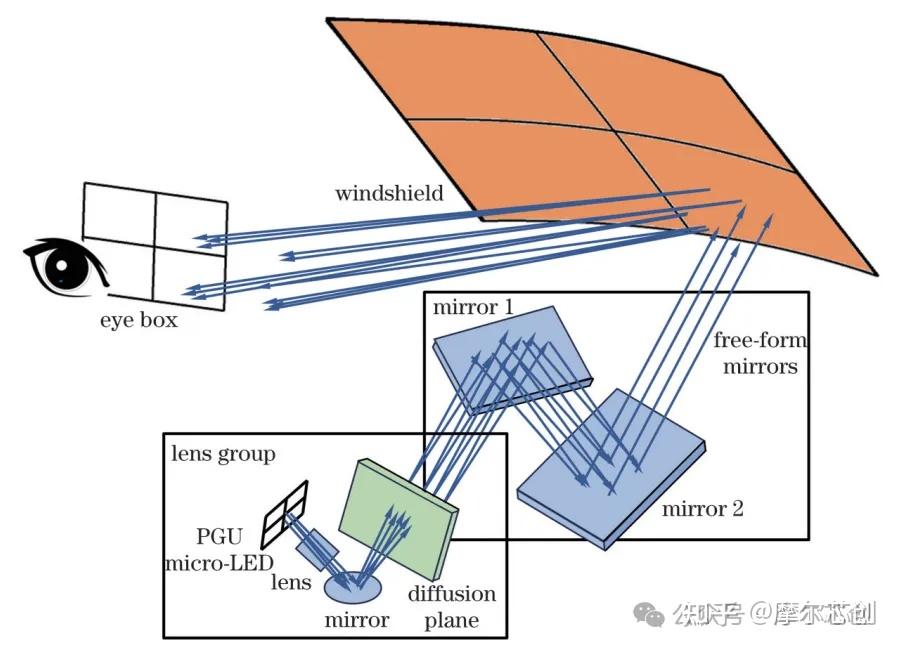
圖7 陽光倒灌示意圖1.濾光膜設計原理:F-P諧振器+金屬層,消除透射次峰濾光膜以法布里-珀羅(F-P)諧振器為基礎,采用“高折射率材料(TiO?)+低折射率材料(SiO?)”交替堆疊,同時加入Ag金屬層(抑制非目標波段光)與Al?O?附著層(提升金屬層黏附性),結構為(HL)NL(HL)N,(L=SiO?,H=TiO?)。
2338
摩爾芯創 ??? 4月前
Wabtec原奧林巴斯工業內窺鏡解決方案 
* 防油與畸變校正:特殊物鏡設計配合算法,實時校正魚眼畸變并自動排油,提供真實視覺反饋。 三維測量與建模 基于立體視覺原理,高端內窺鏡具備了精密測量能力。 * 超廣角立體測量:擴展了測量的視場角,使得在大空間內也能進行精準測量。
895
用戶_159024 ??? 28天前
數控機床分類大全 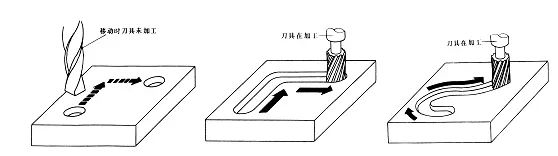
⑴ 金屬切削類 指采用車、銑、撞、鉸、鉆、磨、刨等各種切削工藝的數控機床。它又可被分為以下兩類。 ①普通型數控機床 如數控車床、數控銑床、數控磨床等。 ②加工中心 其主要特點是具有自動換刀機構的刀具庫,工件經一次。
4317 4
數控編程網 ??? 2年前
基于射出機的聚合物流變參數在線測試技術 
為了消除入口效應對聚合物黏度測量的影響,本流變儀采用公認的Bagley 校正。在一定的流體速率下選擇不同長度的毛細管,測量入口壓力降,并畫出壓力降與長徑比的關系圖。研究發現入口壓力降與長徑比的關系是線性的,但不是成正比的,可以使用截距法對剪切應力進行校正。由于其呈線性關系,故只需兩毛細管串聯就能實現校正。
3298 6 4
ACMT協會 ??? 2年前
機械加工基本常識,不懂你就OUT了! 
三)金屬切削基本知識 1、車削運動及形成的表面 車削運動:在切削過程中,為了切除多余的金屬,必需使工件和刀具作相對的切削運動,在車床上用車刀切除工件上多余金屬的運動稱為車削運動,可分為主運動和進給運動。 主運動:直接切除工件上的切削層,使之轉變為切屑,從而形成工件新表面的運動,稱主運動。切削時,工件的旋轉運動是主運動。
1864 1
UG編程模具設計實戰 ??? 4年前
機械加工基本常識,不懂可不好干! 
三、金屬切削基本知識1、車削運動及形成的表面車削運動:在切削過程中,為了切除多余的金屬,必需使工件和刀具作相對的切削運動,在車床上用車刀切除工件上多余金屬的運動稱為車削運動,可分為主運動和進給運動。 主運動:直接切除工件上的切削層,使之轉變為切屑,從而形成工件新表面的運動,稱主運動。切削時,工件的旋轉運動是主運動。
2019
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
三)金屬切削基本知識 1、車削運動及形成的表面 車削運動:在切削過程中,為了切除多余的金屬,必需使工件和刀具作相對的切削運動,在車床上用車刀切除工件上多余金屬的運動稱為車削運動,可分為主運動和進給運動。 主運動:直接切除工件上的切削層,使之轉變為切屑,從而形成工件新表面的運動,稱主運動。切削時,工件的旋轉運動是主運動。
1919
模具設計UG編程教學 ??? 4年前
車間設備維修知識2 
4.4.4 捻打法(冷直軸法) 捻打法就是在軸彎曲的凹下部用捻棒進行捻打振動,使凹處(纖維被壓縮而縮短的部分)的金屬分子間的內聚力減小而使金屬纖維延長,同時捻打處的軸表面金屬產生塑性變形,其中的纖維具有了殘余伸長,因而達到了直軸的目的。
2629
化工707 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
三)金屬切削基本知識 1、車削運動及形成的表面 車削運動:在切削過程中,為了切除多余的金屬,必需使工件和刀具作相對的切削運動,在車床上用車刀切除工件上多余金屬的運動稱為車削運動,可分為主運動和進給運動。 主運動:直接切除工件上的切削層,使之轉變為切屑,從而形成工件新表面的運動,稱主運動。切削時,工件的旋轉運動是主運動。
1975
數控編程網 ??? 4年前
沖壓拉伸件的缺陷及其預防措施 
當凸凹模硬度低時,其表面附有金屬廢屑后,也使得拉深工件表面產生拉痕,因此除了增加凸凹模表面的硬度外在拉深時還要時常檢查凸凹模表面即使清除其遺留下的金屬廢屑。F. 潤滑劑質量差,也會使拉深工件表面粗糙度加大,這時應使用適合于拉深工藝使用的潤滑劑,必要時應將潤滑劑過濾后再使用。以防止雜質混入而損傷工件表面。
1929
模具設計UG編程教學 ??? 3年前
變壓器空負載試驗測試介紹 
2、可自動進行波形畸變校正,溫度校正(提供簡單的溫度校正和附加損耗 分別校正兩種方式),電壓校正(非額定電壓下的空載試驗),電流校正(非額 定電流條件下的短路試驗),非常適合沒有做稍大容量變壓器短路試驗條件的單 位。 3、可測量三相電壓、三相電流、平均電壓、平均電流、兩相有功功率(因 采用兩功率表法,在此只顯示 A、C 兩相的功率)、總功率。
3300
電力變壓器視界 ??? 4年前
重塑現場檢測標準:Wabtec原奧林巴斯光譜儀解決方案 
</div><div contenteditable="false" width="100%">Vanta Max/Core系列(科研與勘探級): 專為地質勘探、環境監測和學術研究設計,該系列具備極低的檢出限(可達百萬分級別),支持復雜的基體校正算法,能夠在野外環境下獲得高保真的分析數據,是地質建模與礦體邊界判定的得力助手。
938
用戶_159024 ??? 13天前
汽車沖壓模具的回彈分析及案例 
另外,目前通用的解決板料沖壓回彈的工藝措施做法有如下面幾點:1、校正彎曲校正彎曲力將使沖壓力集中在彎曲變形區,迫使內層金屬受擠壓,被校正后,內外層都被伸長,卸載后擠壓兩區的回彈趨勢相抵可以減小回彈。2、熱處理在彎曲前進行退火,降低其硬度和屈服應力可減小回彈,同時也降低了彎曲力,彎曲后再淬硬。
3106
金屬加工前沿 ??? 3年前
從“工業之眼”到“智能平臺”:Evident原奧林巴斯便攜式工業內窺鏡的技術重構 
圖像處理算法 面對油污、高反光或極暗環境,設備集成了強大的圖像處理引擎,降噪技術有效提升了低照度下的信噪比;動態范圍擴展技術平衡了燃燒室或焊縫檢測中的明暗反差;特殊的物鏡設計配合算法,能實時校正魚眼畸變并自動排油,確保視覺反饋的真實性。
692
用戶_159024 ??? 5天前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
