



沖壓拉伸件的缺陷及其預防措施 
原因:毛坯與凸凹模中心不合或材料厚度不均勻,以及凹模圓角半徑和凸凹模間隙不均勻(凹模圓角半徑太大,在拉深的最后階段脫離了壓邊圈,使尚未越過圓角的材料壓邊圈壓不到起皺后被拉入凹模形成口緣褶皺措施:◆ 沖模重新定位,校正凹模圓角半徑和凸凹模間隙使其大小均勻后再投入生產(減少凹模圓角半徑或采用弧形壓邊圈裝置即可消除褶皺) 16錐形零件或半球形零件拉深時腰部起皺的原因及預防措施
1931
模具設計UG編程教學 ??? 4年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質、拉深的高度、拉深的階梯數以及拉深的直徑、料厚等條件決定了拉深件的工序數,不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩定性就需要增加工序數目,來確保沖壓件的質量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉移變形區等。
1900
模具設計UG編程教學 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質、拉深的高度、拉深的階梯數以及拉深的直徑、料厚等條件決定了拉深件的工序數,不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩定性就需要增加工序數目,來確保沖壓件的質量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉移變形區等。
2175
UG編程模具設計實戰 ??? 3年前
液壓成形,一種新的先進制造技術 
③抑制曲面零件起皺,由于成形板料下面的反向液壓作用消除了曲面零件等在凹模孔內的懸空區,使坯料緊貼凸模,并形成“凸梗”,減小了半球、錐形等復雜件拉深時的“懸空段”,有效控制了材料內皺等缺陷的發生。
3804 10 4
鑄造工程師 ??? 3年前
五金沖壓件加工廠經常用到的成形模 
五金沖壓件生產廠家在塑性成形工序常用到模具情況如下: 壓彎模、卷邊模、扭曲模常用于塑性成形工序的彎曲工序; 拉深模用于塑性成形工序的拉深工序; 起伏成形模、翻邊模、脹形模、縮口模、整形模、校平模用于塑性成形工序的成形工序; 用于五金沖壓生產的塑性成形工序的沖壓模具還有:壓印模、冷擠壓模、頂鐓模以及用于以后鉆孔定心的錐形凸模。
2111
東一金屬 ??? 2年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
9).在設計彎曲件的時候,要考慮折彎前材料展開長度(方向)是否有足夠的空間(兩片之間距離>t)拉伸件的沖壓工藝性1)拉深概念利用模具將平板毛坯沖壓成各種開口的空心零件,或將已制成的開口空心件壓制成其他形狀和尺寸空心件的一種沖壓加工方法。
5978 2
金屬加工前沿 ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
9、在拉深,擠壓工序中,由于模具間隙的原因,對材料的什么要求較嚴?對材料的厚度公差要求較嚴。10、沖裁時板料的分離過程大致可分為幾個階段?分別是?彈性變形、塑性變形、開裂分離。11、拉深系數越怎樣,材料拉深變形程度越大?拉深系數越小,材料拉深變形程度越大。12、什么叫冷沖壓?在常溫下進行的沖壓稱為冷沖壓。
1897
UG模具設計材料 ??? 4年前
沖壓模具常見工藝問題解決方法 
加料側切、改變沖壓方向、做預儲料、凸模高過壓邊圈、邊緣開裂可以開裂以外地方加一條帶狀封閉特征讓其拉住或拉斷來減緩開裂;常見機械手或單工序模具生產工過中,工序件或產品浮升運動時不穩定,又沒孔或做不了外形定位,改善方法: 可在浮動裝置上加磁鐵。
3242 3 1
金屬加工前沿 ??? 3年前
延長沖壓模具使用壽命的幾點措施 
1.沖壓生產工藝及模具設計 在實際生產中,影響模具工作的因素主要有沖壓材料表面質量差、公差大、材料性能不穩定以及表面有雜質,這些都會導致模具磨損加快。在拉深模中,影響模具沖壓載荷的大小以及黏著傾向的程度最重要的是被拉深板料的成形能力、厚度、材料的表面質量等。在生產模具中,由于整體式模具會存在凹凸角進而會造成應力集中現象導致模具炸裂。
2761 6 3
金屬加工前沿 ??? 3年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
對策原材料必須與規定的技術條件相符合;對于工藝規程中所規定的各個環節應全面的嚴格的遵守;所使用的壓力機和沖模等工裝設備,應保證在正常的工作狀態下工作;生產過程中建立起嚴格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產,同時加強巡檢,當發生意外時要及時處理;在沖壓過程中要保證模具腔內的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1969
模具設計UG編程教學 ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
二.沖壓工藝計劃規劃及最佳工藝設計1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
2009
UG編程模具設計實戰 ??? 3年前
沖壓模具設計前的規劃與步驟 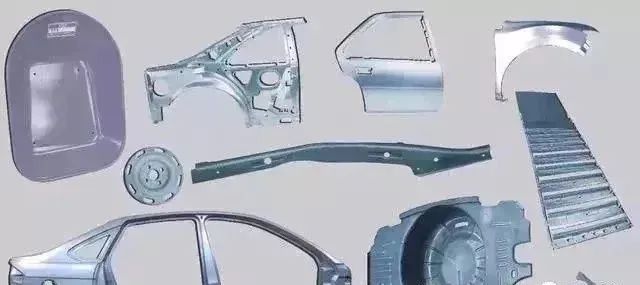
二.沖壓工藝計劃規劃及最佳工藝設計 1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。 2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。 3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
4402 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
4.沖裁件斷面的外表粗糙度要求是否過高。5.是否有足夠大的出產批量。假如零件的工藝性太差,應與規劃人員洽談,提出修正規劃的計劃。假如出產批量太小,應考慮選用其它的出產辦法進行加工。二.沖壓工藝計劃規劃及最佳工藝設計1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。
2189
模具設計UG編程教學 ??? 3年前
凸緣鍛件模具設計及工藝優化 
束學道針對焊接易導致零件產生變形降低加工精度的難題,提出了多工步整體熱旋成形零件方法,為帶凸緣深錐形薄壁回轉件的旋壓成形提供了理論基礎。 本文以容器凸緣件為例,設計鍛造凸緣的模具,同時利用Deform-3D 軟件對凸緣件進行了模擬,并對毛坯形狀進行了優化。模具設計 圖1 為凸緣件,此種凸緣件縱深較長(98mm),最薄處6.6mm,成形難度較大。
2637 1 1
FMMM ??? 4年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
4 結果驗證 基于幾何補償后的型面作為機加工數據用于模具制造,試制首件如圖9所示,使用三坐標測量儀測量其尺寸。結果表明:與產品數據相比,在全夾持的狀態下,首件尺寸符合率為85.2%,當模具狀態研配到與數值模擬邊界條件一致時,尺寸符合率可達96.5%,達到了前期預測的效果,說明幾何補償方式能有效地解決頂蓋這類大型外覆蓋件的回彈難題。
2972 1
keyong2025 ??? 3年前
二次拉延消除發蓋外板滑移線缺陷 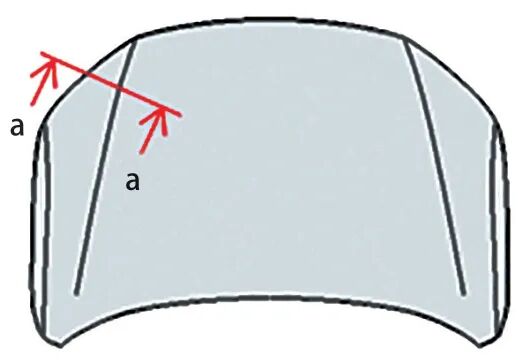
滑移線產生的機理滑移線是指在拉深過程中板料下表面與模具凸出的尖銳棱線造型接觸,在接觸壓力下材料在棱線處容易產生彎曲硬化,在板料下表面棱線R 角處產生印痕。隨著拉深的進行,棱線兩側的材料流動不均勻,這些印痕最終會滑出棱線R 角的一側,產生一條跟棱線差不多平行的帶狀印痕,稱為滑移線,在板件上打油石后更加明顯,可以直接目視發現。
2854 1 2
金屬加工前沿 ??? 3年前
汽車沖壓生產車間工藝概述
覆蓋件在成形過程中,材料應有足夠的塑性變形,以保證零件具有足夠的剛性。4. 良好的工藝性。覆蓋件應具有良好的沖壓工藝性能和焊接工藝性能,以降低沖壓和焊裝的生產成本。沖壓工藝性,主要是看各工序,特別是拉深工序能否順利進行、能否穩定生產。六、一般模具的組成1. 工作零件包括凸模和凹模等零件。2. 定位零件主要包括擋料銷、定位銷、側刃等零件。3.
2805 1
金屬加工前沿 ??? 3年前
塑膠件的結構設計:倒角篇 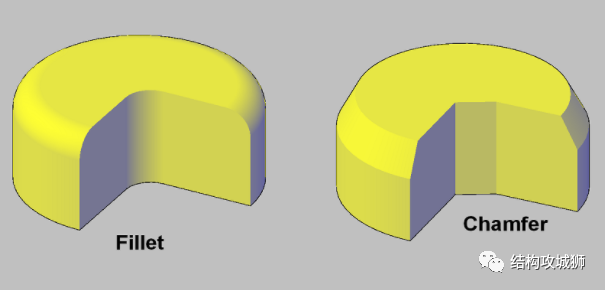
(尤其是耐應力開裂性差的聚碳酸酯材料,如果成型條件不當或塑膠件結構不合理,則會產生很大的內應力,特別容易產生應力開裂。)圖:應力集中系數與圓角的關系曲線4、便于模具加工、提高模具強度塑膠件上設計了圓角,模具的對應部位也呈圓角,這就增加了模具的堅固性,模具在淬火或使用時不致因應力集中而開裂,因而也增加了模具的強度。
9785 3
結構攻城獅 ??? 3年前
如何使用 COMSOL 模擬殘余應力 
因此,在板材的模具成型和拉深工藝中,我們需要一種各向異性,即板材在平面內是各向異性的,而在垂直方向的強度增加,也稱為橫向各向異性。 下圖是我們模擬的拉深工藝中使用的成型工具。成型工具:模具顯示為紅色,沖頭顯示為藍色,支架顯示為粉紅色,坯料顯示為灰色。 如上所述,仿真允許處理在執行這樣一個機械過程時需要考慮到的多種任務。
3294
仿真客 ??? 2年前
掌握拉伸系數、吃透參數,學會選材,拉伸模成功了一大半 
辦法有:調整壓邊圈的壓力、增加拉深筋、改變上下模鑲件的圓弧過度半徑、工件上切工藝口等。拉伸件總之是比較有技術含量的模具類型,不管是對設計、加工、組裝、還是調試都是一個挑戰,需要十分謹慎。 學無止境,沒有最好,只有更好。
2047
模具設計UG編程教學 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
