



注塑機電器系統、油壓系統、鎖模部分、射膠部分保養注意點 
油壓系統的保養注塑機的液壓油溫度應保持在攝氏30-55度之間,如果油溫超過攝氏60度,便會出現以下問題:(1)液壓油因氧化而變質。(2)液壓油粘度減低而引致油泵損壞、漏油及壓力下降和整機效率降低。(3)加速油封老化的速度。(4)防止冷卻水漏入系統油箱,特別注意檢查冷油器內部是否有漏水。每6個月左右要把冷卻器清理內部一次。
2135 1
高分 ??? 4年前
注塑機遠程運維監控管理系統 
注塑機的產量現在達到世界上生產大國,這為我們的塑料工業的發展作出了巨大貢獻。注塑機遠程運維管理系統將物聯網技術和設備遠程智能維護服務有效結合,幫助企業降低運維成本、提升用戶粘性并幫助企業快速轉型升級。 注塑機通常由注射系統、合模系統、液壓傳動系統、電氣控制系統、潤滑系統、加熱及冷卻系統、安全監測系統等組成。
2293
Im智能注塑 ??? 4年前
注塑模調機工藝.
(12).增料斗喉區的冷卻量,或降低射料缸后區溫度。(13).用較大的注塑機。(14).適當升高模溫。(15).清理干凈模具內的防銹劑。(16).檢查或更換止退環。
2275 1
模具論壇 ??? 4年前
汽車內飾件軟皮注塑包覆工藝研究
澆注系統及冷卻系統的設計澆筑系統和冷卻系統的設計,涵蓋了澆筑系統、冷卻系統兩個方面,因此需要分別進行探究。澆注系統的設計方面。在設計澆筑系統的時候,采用一模兩腔的布方式,上飾板骨架模型的澆注系統;在熱流道與冷流道連接處設計了熱澆口作為閥澆口。冷卻系統的設計方面。對于上飾板骨架模型的冷卻系統設計,水管直徑、水管數目分別為10 mm、18條。
3107
Im智能注塑 ??? 3年前
你可能沒有留意的注塑工廠節能方法 
4、冷卻水系統良好維護:注塑廠的液壓油、模具、空壓機、中央空調等多采用水冷卻,水道上產生的水垢的導熱性能只有銅的約150分之一,嚴重阻礙熱交換,因此水冷系統需定期清洗、護理、殺菌。 5、設備盡可能滿負荷工作:選用合適的設備功率,減少大馬拉小車的情況。
2171 1
Im智能注塑 ??? 4年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
模具注塑成型是批量生產某些形狀復雜部件時用到的一種加工方法。具體原理指:將受熱融化的塑膠原材料由注塑機螺桿推進高壓射入塑膠模具的模腔,經冷卻固化后,得到塑膠成形產品。 塑膠模具由動模和定模兩部分組成,動模安裝在注射成型機的移動模板上,定模安裝在注射成型機的固定模板上。
2970
機械工程師 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
比熱容較高的材料需要更多熱量來改變溫度,因此冷卻時間較長,這在注塑成型中需要考慮以優化生產效率。此外,熔融溫度(Tm) 是半結晶聚合物(如PP、PA、POM、PBT)晶體結構熔融的溫度。對于結晶性材料,料筒溫度需高于熔點 10-30℃(如 PP 熔點 160-170℃,料筒溫度常設 180-230℃),以保證晶體完全熔融,獲得最佳的流動性和最終力學性能。
2714 1 1
國高材高分子材料產業創新中心 ??? 8月前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
要生產出高品質的高光制品,需要注塑機、模具、溫控設備、高光制品專用塑料、以及鍋爐、冷卻裝置等方面相配合。塑機的配置①鎖模機構剛性要好;由于整個生產過程中要不停地升溫和降溫。因此要求注塑機的鎖模機構必須剛性、強度要好、以確保鎖模力的準確與穩定。從而保證制品的表面質量。②選用大鎖模的注塑機:使用此工藝時由于無法再使用氣體輔助注射,因此生產制品所需要的鎖模力會比較大。
2727
Im智能注塑 ??? 3年前
如何將注塑成型缺陷分類? 
注塑及其工作過程 注塑機主要由合模系統、注射系統、加熱冷卻系統、液壓系統、潤滑系統、電控系統、安全保護與監測系統組成。注塑周期主要由閉模、注射座前移、注射保壓、預塑計量、冷卻、開模、頂出制品等程序組成。 注射成型加工過程是一個涉及材料、模具、注射機、成型工藝等多方面因素的復雜加工流程。
2610 1
高分 ??? 4年前
【T0 量產之科學化試模?】 
注塑成型加工周邊參數條件 - 烘料干燥筒容積估算;模溫機冷卻流體流量估算。
6303 1
ACMT協會 ??? 2年前
注塑成型工藝對產品性能有何影響? 
從而使得塑件致密,并對熔料因冷卻而產生的收縮進行補料,從而使塑件保持精確的形狀,獲得所需要的性能。注射的壓力主要由塑料的種類,注塑機的類型,模具的溫度,模具結構,塑件的壁厚來決定的,其中澆注系統的尺寸與結構對于注射壓力影響很大。
3242
Im智能注塑 ??? 3年前
注塑成型的影響因素丨模具溫度 
如果模具沒有保溫,流失到空氣和注塑機上的熱量可以很容易地與射料缸流失的一樣多。所以要將模具與機板隔熱,如果可能,將模具的表面隔熱。如果考慮用熱流道模具,嘗試減少熱道部分和冷卻了的注塑件之間的熱量交換。這樣的方法可以減少能量流失和預熱時間。
3108
模具論壇 ??? 4年前
基于Moldex3D可降解國際象棋的注塑仿真模擬 
熱流道能準確地控制塑料熔體的溫度,使熔體狀態均勻地流進模腔,并且熱流道注塑壓力損耗較低。另外,根據棋子結構特點,選擇針點澆口,可以在注射完成時使流道和澆口自動分離,澆口位置位于象棋底部,直徑為4~6 mm。圖3 流道和澆口設計 冷卻水路設計如圖4所示。冷卻水路設計為環形水路,直徑為8 mm。冷卻系統中用水作為冷卻液,水路溫度為40℃,流量為100 cm3/s。
4290 3
鑄造工程師 ??? 2年前
從此告別單一注塑,多模腔技術引領未來! 
圖5: 多模腔熔體流動平衡智慧控制模組在熔體流動波前( 時間差) 收斂曲線圖傳統注塑機的生產都是由經驗豐富成型者調整注塑成型參數,但環境、塑料變異與機臺磨耗老化等因素皆是難以掌控影響品質變異的要因。
2818 3 1
ACMT協會 ??? 2年前
UG NX注塑模具設計教程之2D排位實例講解 
進膠系統設計在設計進膠系統時要查閱注塑機資,需知道注塑機炮咀SR、定位環規格,唧咀SR要比炮咀SR大1-2個R,定位環要比注塑機上孔小單邊0.1mm,國內注塑機定位孔一般是直徑100,定位環直徑99.8。撐握潛進膠和打底進膠的設計原理和方法。一套模具同樣的產品不會做兩種進膠,但我們在學習時要學兩種進膠。
9195
張偉一 ??? 3年前
基于滾動轉子壓縮機微型制冷系統的研究進展分析 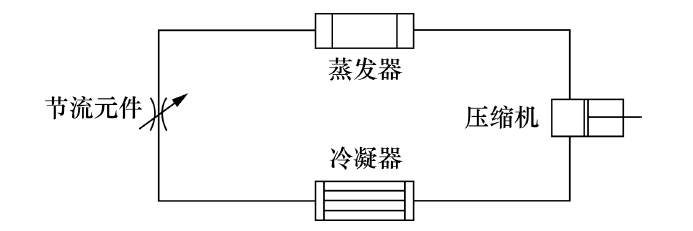
通過分析不難得出:1) 對于微型蒸氣壓縮式制冷系統,微型壓縮機結構的優化,零部件的設計,能量輸入輸出調節等是近年來的主要研究方向;2) 對于微型滾動轉子式壓縮機的優化,在整體結構上以及零部件上進行優化所需要求較高,牽扯領域多且復雜,但對于壓縮機技術的優化效果明顯。
2844
我愛汽輪機仿真 ??? 2年前
塑料窗體填充Moldflow分析及應用 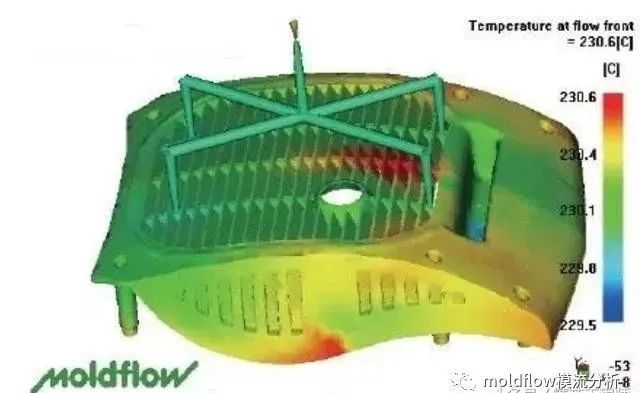
注塑成型周期是指完成一次注塑成型工藝過程所需要的時間,它包含注塑成型過程中的所有時間問題,直接關系到生產效率,主要包括注射時間、保壓冷卻時間和其它操作時間。在MPI系統中,對于注塑成型工藝的三大影響因素,以及它們之間的相互關系都有很好的表示和控制方法,在分析仿真過程中基本上能夠真實地表達。
2671
鑄造工程師 ??? 2年前
高壓比例閥是否需要冷卻機制?如何實現? 
在工業自動化、能源、冶金、注塑成型及重型機械等高要求應用場景中,高壓比例閥作為精準控制流體壓力與流量的核心元件,性能穩定性直接關系到整套系統的運行效率與安全性,然而在持續高負載、高頻率或高溫工況下,高壓比例閥是否需要配備冷卻機制?這一問題常被工程師們關注,今天諾冠(IMI Norgren)作為全球領先的流體控制解決方案提供商,為您深入解析高壓比例閥的熱管理需求及冷卻實現方式。
2276
埃邁諾冠氣動器材(上海)有限公司 ??? 3月前
玻纖增強尼龍外觀不良原因分析及優化方案? 
將客戶的注塑工藝與標準要求進行對比:從注塑工藝對比看,除了熔體溫度,其他條件都與標準有差異。而樣品光澤度測試結果具有明顯的時間規律,以上影響因素具有明顯時間規律的是模具溫度。改進方案:結合客戶沒有模溫機的現狀,采用洗機過程中用聚苯乙烯洗機料提前提高模具溫度的方法,洗機料充模20模,冷卻時間10s。
2303
國高材高分子材料產業創新中心 ??? 4年前
Moldex3D模流分析之以Moldex3D優化異型水路提高70%冷卻效率 
大綱在當今的制造業中,時間就是金錢;對塑料射出產業而言更是如此,許多廠商都希望能夠縮短射出制程中的冷卻時間,將成本降到最低,故冷卻系統的重要性不言而喻。本項目中,明志科技大學團隊利用Moldex3D來優化異型水路設計,以改善冷卻時間、溫度差異和產品變形問題。實驗結果顯示,相較于傳統水路,異型水路能夠帶來更好的效果,縮短70%的冷卻時間。
2185
Moldex3D 中國 ??? 3年前
20條/頁 
 137
137 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
