



新能源汽車動力電池用雙組分聚氨酯灌封膠應用研究 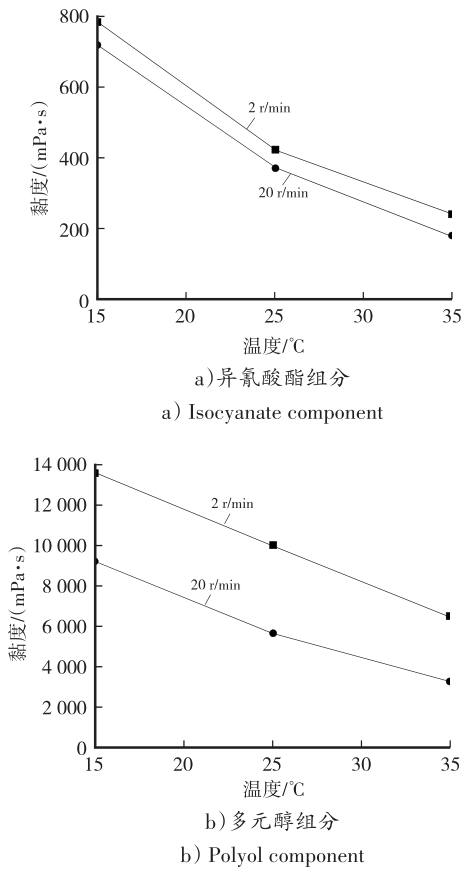
因而在?40~0℃區間和 25~60℃區間,雙組分聚氨酯灌封膠的剪切強度具有顯著差異。
2875 4
駕駛哥 ??? 3年前
Moldex3D模流分析之透過塑化分析掌握熔膠溫度 
加熱片與熔膠溫度關系 加熱片一般有多個不同設定,可依照材料對溫度的敏感度進行設定。在塑料尚未融化前,加熱片提供主要的熱量。此時塑料的溫度會低于加熱片的溫度。隨著塑料融化并進入螺桿后段,剪切熱逐漸增加,此時熔膠的溫度有可能高于加熱片溫度。
2011
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之透過塑化分析掌握熔膠溫度 
加熱片與熔膠溫度關系加熱片一般有多個不同設定,可依照材料對溫度的敏感度進行設定。在塑料尚未融化前,加熱片提供主要的熱量。此時塑料的溫度會低于加熱片的溫度。隨著塑料融化并進入螺桿后段,剪切熱逐漸增加,此時熔膠的溫度有可能高于加熱片溫度。
2022
Moldex3D 中國 ??? 3年前
汽車結構膠仿真模型MAT_169材料卡片的制作 
沿單元厚度方向的拉伸應力和剪切應力(即法向和切向)的應力-位移曲線如下圖所示。MAT169材料卡片的制作形式定義試驗驗證與生成 參數驗證:根據實際材料試驗數據(如準靜態拉伸、剪切試驗結果)輸入參數,確保TENMAX、SHRMAX等值符合實驗標定。
2706 1
國高材高分子材料產業創新中心 ??? 1年前
Moldex3D模流分析之塑化模擬 
充分的背壓能夠讓熔膠充分混和性質均勻,但太多的話會影響計量效率。-剪切應力 - 近螺桿測/近料管側 (Shear Stress – Screw/Barrel):與剪切率結果項類似,剪切應力是由熔膠在料管中被塑化推進時的剪切行為衍生的應力項。
2288
Moldex3D 中國 ??? 10月前
Moldex3D模流分析之塑化、纖維 
充分的背壓能夠讓熔膠充分混和性質均勻,但太多的話會影響計量效率。 -剪切應力 - 近螺桿測/近料管側 (Shear Stress – Screw/Barrel):與剪切率結果項類似,剪切應力是由熔膠在料管中被塑化推進時的剪切行為衍生的應力項。
2190
Moldex3D 中國 ??? 2年前
如何利用CAE檢測產品外觀問題 
加上熔膠在模穴內存在不同的散熱效果,分為了表皮層、剪切層和流動中心層,因此會存在熔膠中間速度快,兩側速度慢的「噴泉流動」(Fountain Flow)現象。圖5:剪切力的傳遞&噴泉流動圖了解這些原理后,我們就能知道:基于熔膠的「噴泉流動」行為,當剪切越劇烈時,熔膠的速度差異越大。而不同層流的速度、溫度存在的差異就會被放大,最終變成外觀上的缺陷。
2355
ACMT協會 ??? 2年前
Moldex3D模流分析之Plasticizing 
充分的背壓能夠讓熔膠充分混和性質均勻,但太多的話會影響計量效率。-剪切應力 - 近螺桿測/近料管側 (Shear Stress – Screw/Barrel):與剪切率結果項類似,剪切應力是由熔膠在料管中被塑化推進時的剪切行為衍生的應力項。
2363
Moldex3D 中國 ??? 1年前
模具澆口設計考量及最大剪切速率 
澆口尺寸大小及流道厚度尺寸都將會影響保壓作用階段的壓力傳遞能力及保壓效果;適當及有效的保壓作用,需在澆口尚有足夠的可流動通道或未完全固化前的時間內作用,才能有效將額外的塑料擠壓進入模穴內,藉以補償熔膠材料的冷卻收縮的體積變化。通常澆口的尺寸大小在設計原則上,如果是針對無填充劑(filler) 補強的塑料應用時,一般澆口厚度至少需要在產品厚度的一半以上( >1/2H )。
2954 1
型創科技2023 ??? 2年前
引述中科院劉維民院士團隊《Chemical Reviews》綜述:力學“協同方法學”如何指導光學膠研發 
平面剪切與簡單剪切測試用于量化材料在剪切力作用下的模量與強度,對于評估光學膠在界面錯動或層間應力下的可靠性至關重要。 這些基礎數據不僅是材料篩選與質控的依據,更是構建精準本構模型、進行有限元仿真的必備輸入。量化“非共價作用”的耗能效率:動態疲勞裂紋擴展測試綜述強調,非共價相互作用是分子工程的核心耗散機制。
1524
Endurica ??? 1月前
Moldex3D模流分析之雙料共射成型模塊 
本構方程式:由于塑料被視為是泛牛頓流體,應力張量可表示為:τ = -η (?u + ?uT)我們利用Cross 黏度模型加上Arrhenius溫度相關性來描述熔膠黏度。 其中 其中η 為剪切稀薄指數,η0 是零剪切速率黏度,τ* 決定由低剪切牛頓區至高剪切非牛頓指數關系區。
3745
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之雙料共射模擬成型教程 
本構方程式:由于塑料被視為是泛牛頓流體,應力張量可表示為:τ = -η (∇u + ∇uT) 我們利用Cross 黏度模型加上Arrhenius溫度相關性來描述熔膠黏度。其中其中η 為剪切稀薄指數,η0 是零剪切速率黏度,τ* 決定由低剪切牛頓區至高剪切非牛頓指數關系區。
2280 1
Moldex3D 中國 ??? 3年前
呂堅院士團隊:3D打印莫來石增強的碳化硅氣凝膠復合材料 
Al2O3/Cf/SiO2油墨的流變行為:(a) 儲能模量 (G') 和損耗模量(G'') 作為剪切應力的函數;(b) 粘度作為剪切速率的函數。(c)-(h) 具有復雜形狀的打印樣品展示。圖2. MR-SiC AC的DIW過程。(a)制備3D 打印MR-SiC AC 的流程圖。(b) 不同印刷孔形狀樣品燒結前后的照片。
2490
熱管理博覽會 ??? 2年前
Moldex3D模流分析之共射成型模組 
本構方程式:由于塑料被視為是泛牛頓流體,應力張量可表示為:τ = -η (?u + ?uT) 我們利用Cross 黏度模型加上Arrhenius溫度相關性來描述熔膠黏度。 其中 其中η 為剪切稀薄指數,η0 是零剪切速率黏度,τ* 決定由低剪切牛頓區至高剪切非牛頓指數關系區。
2183
Moldex3D 中國 ??? 2年前
“不容忽視的表面現象:塑膠射出后的浮纖問題詳解! 
射出產品表面浮纖之成射出充填時在產品靠近表面的高剪切區域,會因剪切升溫現象造成局部熔膠的黏度發生差異,接近產品表面熔膠黏度較低的區域,熔膠與纖維就容易發生滑動分離現象,纖維在此表面區域就容易逐漸累積,產生浮纖現象。
4755 1
型創科技2023 ??? 2年前
塑膠產品外觀白痕解決方向 
既然問題出現在充填階段,我們就需要了解一下熔膠在普通注塑下的流動行為。(圖2)這是熔膠在模穴內的流動,我們稱為噴泉流場。熔膠在模穴內分為三層:固化層、剪切層、中心流動層。由于塑膠加工溫度一般在230~320℃之間,而模溫在40~80℃之間,所以熔膠在接觸到模壁的時候會迅速冷卻,形成一層固化層。模溫越低,固化層越厚,那么熔膠的流動通道則越小,所需的射壓越大。
4026 2
型創科技2023 ??? 2年前
Moldex3D模流分析之競流效應預測 
功能? 預測3D噴泉流現象,慣性現象,剪切生熱效應等等? 預測縫合線/包封位置,除去或最小化此流動問題? 預測射出壓力及評估鎖模力之需求? 評估流道配置設計及類型,以達成流道平衡? 優化澆口位置與大小,避免產生縫合線并達到充填平衡? 優化充填階段的加工條件,如射出時間、熔膠溫度、螺桿速度數據…等等? 支持模擬多穴模具(Multi-mold)或成套制品模具(Family-mold
2267
Moldex3D 中國 ??? 10月前
Moldex3D模流分析之使用Moldex3D解決高精度唇形表面困難成型的問題 
圖三 原始產品的唇面缺陷圖四 澆口位置設計變更的分析結果:(a)澆口位置,(b)包封位置,(c)充填階段壓力結果其次,在解決產品的外觀缺陷部分,使用原始條件的情況下,因第一段的充填流率設定過快,導致熔膠通過截面積較小的澆口時,發生高剪切生熱與噴流現象。
2267
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之纖維排向進階分析 
顯示塑料當下的表層纖維配向分布情形一般而言此配向值因為靠近模壁高剪切流動區,因此被流場剪切配向的情形較為明顯。當融膠進入噴嘴,流道與閘口,高剪切應力很容易造成纖維斷裂。如需此結果項,請至計算參數的進階流動設定。平均纖維長度(依數量)在一空間區域內顯示的預測數值表示纖維斷裂后平均長度 (依照纖維的數量作為權重)。
2316
Moldex3D 中國 ??? 5月前
塑膠件的結構設計:超聲波焊接篇(中) 
如有溢膠產生,也是在產品內側產生,不會在產品外側殘留,保證外觀質量。階梯形配合結構對塑膠零件的公差要求寬松(相對于凹槽型和剪切型)缺點:焊接強度一般(比普通型高,但低于凹槽型和剪切型)可實現一般的水、氣密封效果,但無法承受較大的壓強。
8698 3
結構攻城獅 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
