Moldex3D模流分析之使用Moldex3D解決高精度唇形表面困難成型的問(wèn)題


作品大綱
本案例為電磁閥,主要用于自動(dòng)沖水小便斗,使用的成型材料為POM結(jié)晶性塑料,如圖一所示。產(chǎn)品本身有肉厚條件限制,且需符合尺寸精度。新鷹精器利用Moldex3D判斷最佳的澆口位置并優(yōu)化制程條件。最終實(shí)現(xiàn)以下的目標(biāo):(1)成型高精度的唇面,(2)無(wú)表面缺陷,(3)減少因產(chǎn)品不均勻厚度所產(chǎn)生的真空泡,如圖二所示。
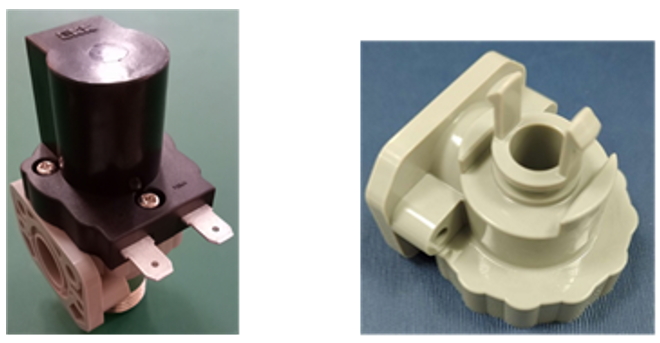
圖一 HCG小便斗電磁閥
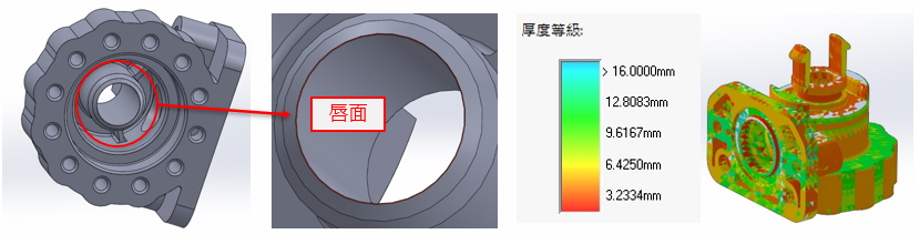
圖二 產(chǎn)品唇面位置與厚度范圍
挑戰(zhàn)
成型高精度唇型表面
要求外觀完美無(wú)缺陷
減少產(chǎn)品內(nèi)部真空泡
解決方案
新鷹精器導(dǎo)入Moldex3D模流分析,判斷最佳的澆口位置與優(yōu)化制程條件,成功改善產(chǎn)品的缺陷。
效益
優(yōu)化澆口位置減少包封缺陷的數(shù)量
成型高精度唇形表面,其生產(chǎn)良率高達(dá)98%
改善產(chǎn)品外觀缺陷,刻字圖案清晰可見(jiàn)
縮減40%的真空泡體積,增加其結(jié)構(gòu)強(qiáng)度
案例研究
本案例主要目的是解決小便池電磁閥的三項(xiàng)成型挑戰(zhàn),分別為高精度唇面尺寸、消除表面缺陷以及減少真空泡。
圖三為原始產(chǎn)品的唇面缺陷,不僅表面光澤度差且真圓度不佳,導(dǎo)致氣密泄漏,作動(dòng)時(shí)產(chǎn)生異音。因此新鷹精器團(tuán)隊(duì)使用Moldex3D重新設(shè)計(jì)澆口位置。澆口設(shè)計(jì)優(yōu)化后,不僅包封的數(shù)量明顯減少,更重要的是,唇面獲得較均勻的充填壓力,真圓度也達(dá)到R0.02 ~ R0.05 mm的要求,如圖四所示。
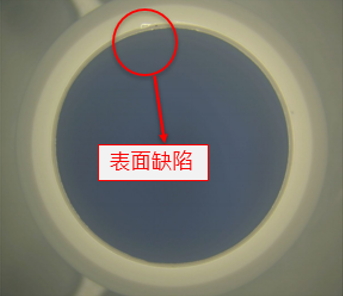
圖三 原始產(chǎn)品的唇面缺陷
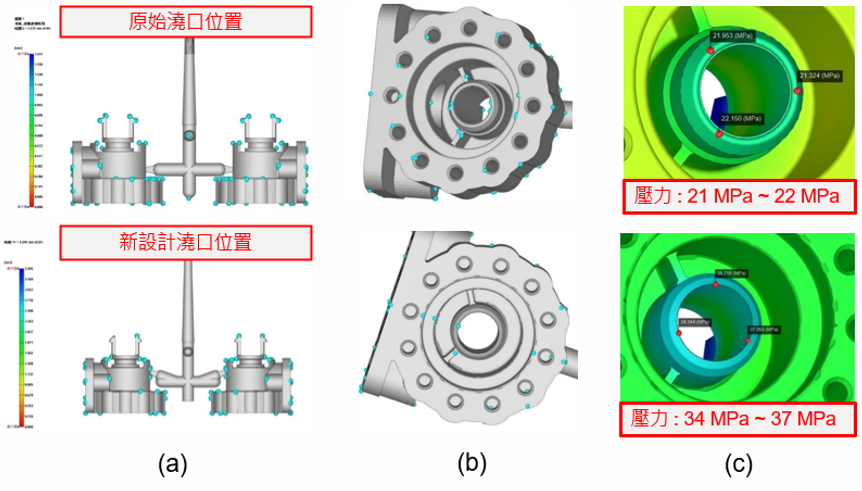
圖四 澆口位置設(shè)計(jì)變更的分析結(jié)果:(a)澆口位置,(b)包封位置,(c)充填階段壓力結(jié)果
其次,在解決產(chǎn)品的外觀缺陷部分,使用原始條件的情況下,因第一段的充填流率設(shè)定過(guò)快,導(dǎo)致熔膠通過(guò)截面積較小的澆口時(shí),發(fā)生高剪切生熱與噴流現(xiàn)象。因此調(diào)整熔膠進(jìn)入澆口時(shí)的充填流率,由40cm3/sec降低至15cm3/sec,熔膠緩慢地通過(guò)澆口,充填進(jìn)入模腔中,結(jié)果顯示噴流缺陷已明顯改善,如圖五所示。然而降低后的充填流率太過(guò)緩慢,導(dǎo)致熔膠溫度下降過(guò)快,容易發(fā)生流動(dòng)遲滯的現(xiàn)象,因此須再提高熔膠的充填流率。流率提高后,熔膠于產(chǎn)品肉薄處的溫度也隨之提高了7°C,由圖六(c)可發(fā)現(xiàn)產(chǎn)品表面更光滑,發(fā)生較少的滯流痕。
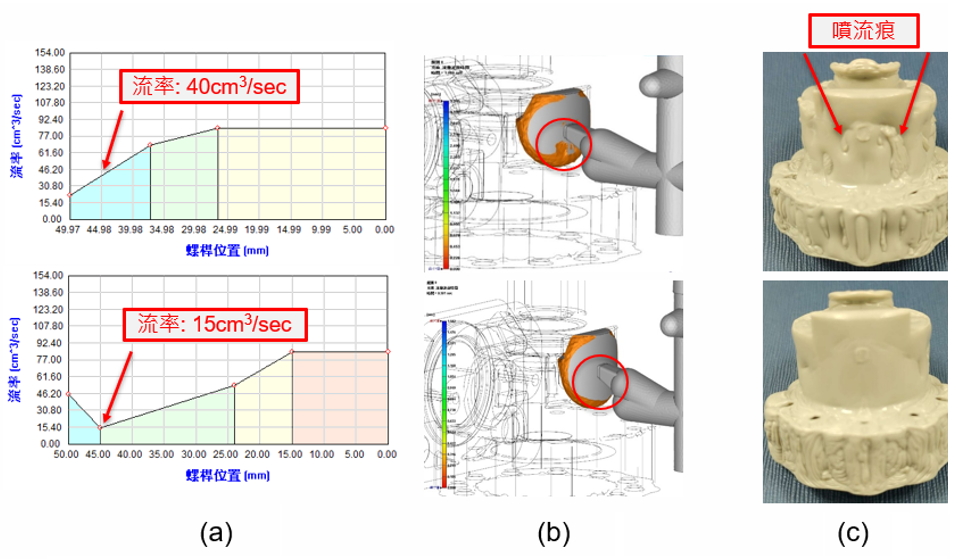
圖五 比較產(chǎn)品的噴流痕:(a)降低熔膠進(jìn)入澆口的充填流率,(b)改善流動(dòng)波前時(shí)間的結(jié)果,以及(c)實(shí)際產(chǎn)品的噴流痕減少。
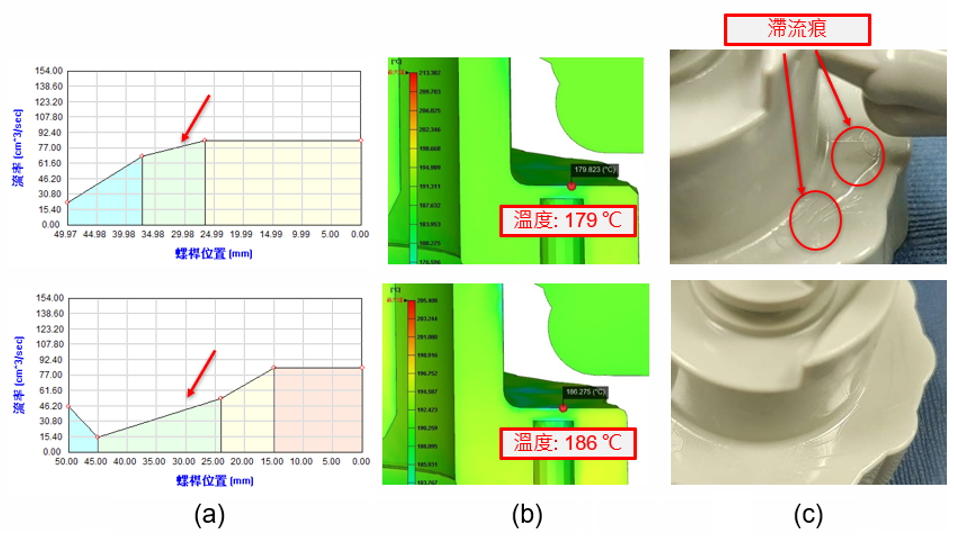
圖六 比較產(chǎn)品的滯留痕:(a)提高熔膠進(jìn)入模腔后的充填流率,(b)熔膠溫度增加7°C,以及(c)實(shí)際產(chǎn)品的滯留痕減少。
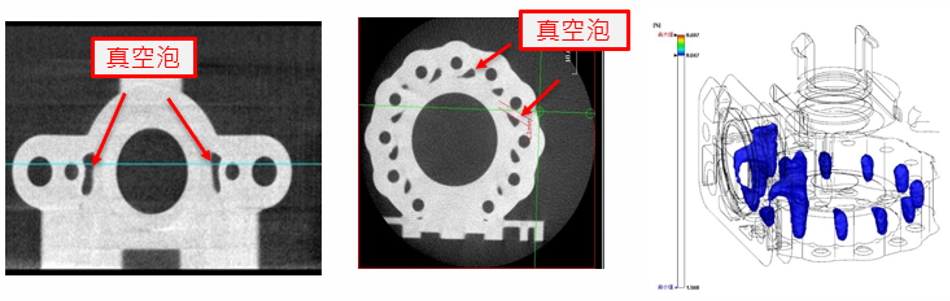
此外,因產(chǎn)品肉厚太厚和嚴(yán)重收縮所產(chǎn)生的真空泡問(wèn)題,也會(huì)影響產(chǎn)品的旋轉(zhuǎn)平衡度和結(jié)構(gòu)強(qiáng)度。圖八為透過(guò)X-ray顯示產(chǎn)品真空泡的橫截面結(jié)果,該真空泡位置符合體積收縮率上限9%的模擬結(jié)果。因此,優(yōu)化的成型條件的過(guò)程中,應(yīng)確保其體積收縮率小于9%,才能獲得較高強(qiáng)度的產(chǎn)品。
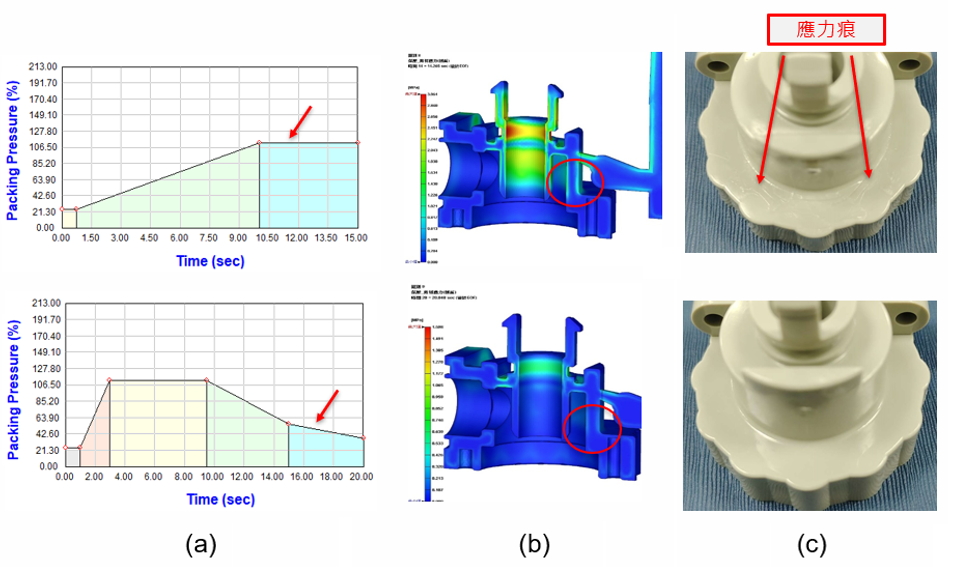
圖七 比較產(chǎn)品的應(yīng)力痕:(a)優(yōu)化后成型條件與最后一段的壓力釋放,(b)壓力設(shè)定修改后的產(chǎn)品具有較小的剪切應(yīng)力,以及(c)新的實(shí)際產(chǎn)品具有光滑的外觀。
此外,因產(chǎn)品肉厚太厚和嚴(yán)重收縮所產(chǎn)生的真空泡問(wèn)題,也會(huì)影響產(chǎn)品的旋轉(zhuǎn)平衡度和結(jié)構(gòu)強(qiáng)度。圖八為透過(guò)X-ray顯示產(chǎn)品真空泡的橫截面結(jié)果,該真空泡位置符合體積收縮率上限9%的模擬結(jié)果。因此,優(yōu)化的成型條件的過(guò)程中,應(yīng)確保其體積收縮率小于9%,才能獲得較高強(qiáng)度的產(chǎn)品。
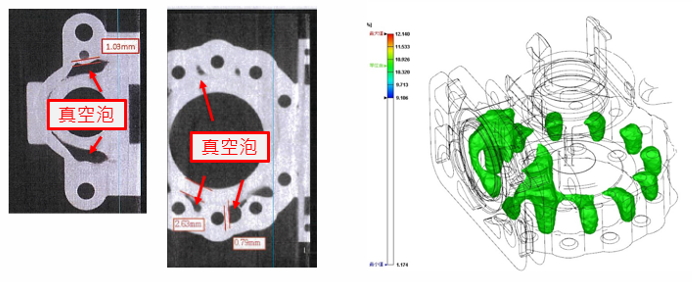
圖八 原始產(chǎn)品的X-ray掃描的真空泡結(jié)果(左圖)與體積收縮率9%以上的模擬結(jié)果(右圖)
在保壓時(shí)間設(shè)定部分,產(chǎn)品的澆口處在14秒時(shí)已完全固化。圖九為熔膠的分布情況,原始的保壓時(shí)間設(shè)定為20秒,這表示14秒后即無(wú)法釋放模腔內(nèi)的壓力。因此,在保壓壓力參數(shù)的最后階段多設(shè)置一緩沖段、釋放壓力的想法是不可行的。最后EKK團(tuán)隊(duì)將保壓時(shí)間設(shè)定為11秒,此時(shí)的澆口處仍有少量熔融狀態(tài),使產(chǎn)品具有連續(xù)的壓力補(bǔ)償,有效釋放應(yīng)力并減少收縮變形。
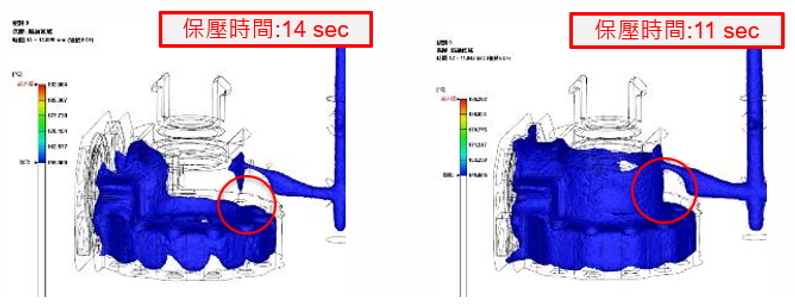
圖九 保壓階段的熔融區(qū)域結(jié)果,保壓時(shí)間14秒與保壓時(shí)間11秒,無(wú)設(shè)置壓力釋放段
最后,團(tuán)隊(duì)利用成型條件的優(yōu)化,不僅改善產(chǎn)品體積收縮,并且減少內(nèi)部真空泡,且仿真結(jié)果與實(shí)際產(chǎn)品的X-ray真空泡照片也十分相似(圖十)。
圖十 優(yōu)化后產(chǎn)品的X-ray掃描結(jié)果與保壓階段體積收縮率結(jié)果
結(jié)果
新鷹精器藉由Moldex3D的模流分析預(yù)判成品可能發(fā)生的問(wèn)題點(diǎn),掌握熔膠流動(dòng)的狀況,判斷最佳澆口位置,并利用保壓壓力與段數(shù)設(shè)定,改善產(chǎn)品的唇面精度和外觀缺陷痕問(wèn)題。也透過(guò)調(diào)整有效的保壓時(shí)間,減少產(chǎn)品的真空泡與增加結(jié)構(gòu)強(qiáng)度,仿真與現(xiàn)場(chǎng)優(yōu)化相輔相成,事半功倍。





















工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP




