



【讓隱形應力無所遁形—1】注塑件總是莫名翹曲、開裂?元兇可能就是它——看不見的“內應力” 
這些看似不同的問題,其根源往往指向同一個內部因素——塑料制品內部的殘留應力。它是在注塑成型過程中,由于不均勻的冷卻、收縮、分子取向等因素“凍結”在產品內部的內部力量。這種應力肉眼無法看見,傳統檢測往往只能等到問題最終爆發(開裂、變形)后才能事后分析,導致調試周期長、廢品率高、質量風險大。
1334
ACMT協會 ??? 4月前
考慮應力釋放的Abaqus隧道開挖模擬 

隧道開挖完成后圍巖應力釋放逐漸釋放,圍巖應力釋放是一個隨時間發展的動態過程。本課程基于abaqus6.14軟件,復現了圍巖應力釋放階段(包括管片拼裝前和管片拼裝后)的隧道開挖建模全過程。提供了所有的cad obd inp文件,可供新手學習。
3872 1
巖土菜鳥 ??? 2年前
從注塑到裝車——應力雙折射儀如何護航車載透明件全流程質量? 
注塑成型品:儀表注塑成型蓋板PC蓋板3. 鏡頭:
2410
國高材高分子材料產業創新中心 ??? 1年前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
在較低的注塑溫度下,PC/ABS材料的流動性差,注塑出的產品有較大的內應力,在粗化過程中應力釋放,導致產品表面的刻蝕不均勻,進而導致電鍍產品外觀不良,以及電鍍結合力差的狀況產生。 而較高的注塑溫度,可以降低產品的注塑殘留內應力,從而提高材料的電鍍性能。
2117
Im智能注塑 ??? 3年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
比熱容(Cp)決定了材料在加熱或冷卻過程中吸收或釋放熱量的能力。高比熱容的材料在注塑成型過程中溫度變化較慢,有助于保持溫度均勻,減少內應力和制品缺陷。例如,PC/ABS材料的比熱容對其加工特性和產品性能有重要影響,高比熱容有助于注塑成型時保持溫度均勻,降低內應力,提高制品質量。國高材分析測試中心激光閃射導熱儀比熱容與熱導率(K)共同影響材料的冷卻速率。
2715 1 1
國高材高分子材料產業創新中心 ??? 8月前
Moldflow短纖維注塑成型(包括纖維張量取向和初始應力)如何導入到LS Dyna(Ansys也可)中?
之前發過一個帖子 可能不夠詳細我后續求證過目前的LSPP不再支持Moldflow 數據傳輸到 LS-DYNA,我也曾試圖借助Workbench的 Injection Molding Data,但是LS-DYNA 系統不支持從注塑數據系統導入的初始應力對象,我不清楚有什么樣的方法可以把模流生成纖維張量取向和初始應力導入到Ls Dyna中,或許專業免費的網格映射軟件或者Moldex3d?
2620 2
Levitating_5176 ??? 1年前
注塑模調機工藝.
模塑件上的尖角冷卻最快,比其它部件更早硬化,接近模塑件中心處的厚的部分離型腔冷卻面最遠,成為模塑件上最后釋放熱量的部分,邊角處的材料固化后,隨著接近制件中心處的熔體冷卻,模塑件仍會繼續收縮,尖角之間的平面只能得到單側冷卻,其強度沒有尖角處材料的強度高。制件中心處塑料材料的冷卻收縮,將部分冷卻的與冷卻程度較大的尖角間相對較弱的表面向內拉。這樣,在注塑件表面上產生了凹痕。
2275 1
模具論壇 ??? 4年前
擴展有限元(XFEM)二維裂紋能量釋放率、三維裂紋應力強度因子、裂紋疲勞擴展計算 
基于ABAQUS,采用擴展有限元方法,計算二維裂紋能量釋放率、三維裂紋應力強度因子,以及裂紋疲勞擴展速率等力學行為
3341 2 54
張柏楠 ??? 5年前
長玻纖增強PP注塑工藝講解 
相比之下,注塑配混機在沒有纖維的前提下熔融純基材。纖維在基材熔融後才加入,因此,承受的機械應力較小。這一方法對纖維的損害與注塑機熔融相比較小,纖維的平均長度增大。采用注塑配混機可將無接頭粗紗(不是切斷的線材)直接混入熔體中。雖然螺桿旋轉會將粗紗攪斷為較短的碎片,但是,纖維的最終長度相對較長。
2529
鑄造工程師 ??? 3年前
注塑成型過程中如何防止塑料熔體破裂? 
在此過程中,熔料將發生急劇的應力變化從而產生應變,因注射速度極快,所受到的應力特別大,遠遠大于熔料的應變能力,導致熔體破裂。
2979
Im智能注塑 ??? 4年前
射膠速度分段與注塑制品質量的關系
總之,大多數注塑缺陷可以通過調整注塑速度得到解決,所以調整注塑工藝的技巧就是合理的設置射膠速度及其分段。
2228 1
高分 ??? 4年前
注塑人要收藏的注塑生產不良缺陷原因
②成型操作方面:A、注射壓力過高,流體方向和垂直流向方向分子取向相差較大,塑膠力圖恢復原有的卷曲狀態,所以流體流動方向上的收縮大于垂直流動方向上的收縮B、熔體溫度過高;C、保壓壓力過高:保壓壓力高時,塑料中的內壓力過高,在脫模后內應力的釋放使塑膠件產生翹曲變形;D、熔體流速太慢;E、回火溫度過高或時間太長。③原材料方面:PP/PA料容易變形。
3276
Im智能注塑 ??? 3年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
所以注塑模具溫度高的時候塑料成分就更貼近注塑模具表面,填充會更好,亮度和光澤都會更高。但是注塑模具溫度也不能太高,太高容易粘模,還會在塑件局部地方出現明顯的亮斑。而注塑模具溫度太低,也會造成塑件抱模太緊,脫模的時候容易拉傷塑件,特別是塑件表面的花紋。 多段注塑可以解決位置上的問題,比如產品進膠時有氣紋的話可以采取分段注塑的方式。
2642
Im智能注塑 ??? 4年前
塑料窗體填充Moldflow分析及應用 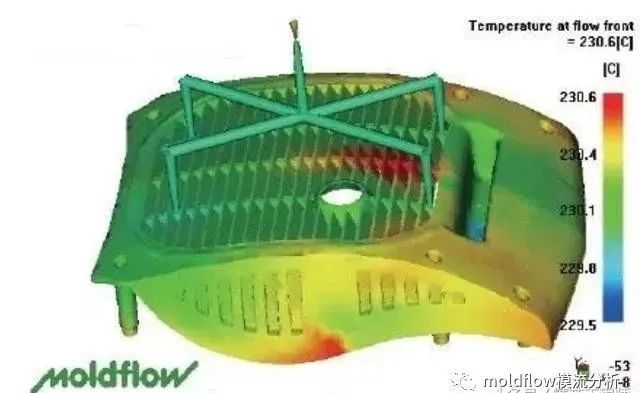
由圖6體積剪切速率可知,對于這個方案,體積剪切速率根本不存在問題,萬一真有可能會產生降解的話,我們則可以通過降低注塑速率和增加澆口的尺寸來解決這個問題。后經過在實踐中的運用,證明該方案體積剪切速率不高,材料未發生降解。 墻壁剪切應力分析 圖7的結果顯示了在填充階段墻壁剪切應力的分布。除了極小部分區域,大部分區域的值是可以接受的。
2672
鑄造工程師 ??? 2年前
LS-DYNA人工智能多尺度計算技術及其在注塑成型復合材料領域的應用 
手機蓋板用注塑成型的短纖維增強熱塑性塑料制造,手機模型裝配了PCB印刷線路板、電池、屏幕和一些接合件。使用Moldex3D軟件完成成型仿真以得到纖維取向和體積分數的分布數據,然后使用LS-PrePost將Moldex3D網格上的纖維分布數據映射到LS-DYNA有限元網格模型。根據LS-DYNA動力學仿真結果,可以清楚地看到應力波如何在注塑成型的蓋板中傳播,并傳播到手機內的不同組件。
5235 7 1
Ansys中國 ??? 2年前
應變測量基礎 | 什么是實驗應力分析 
殘余應力和熱應力對材料的影響與加載應力相似,其降低了材料的承載能力。因此,只有對殘余應力進行定量和定性分析,才能充分確定結構件操作是否安全的問題。在殘余應力分析時,只有將這些應力“釋放”,才能測定這些應力,并測量材料在非應力狀態下的彈性松弛程度。應力的釋放可以通過多種方式進行,如鉆孔法或環芯法等。
3242
HBK測試與測量 ??? 3年前
注塑成型工藝對產品性能有何影響? 
塑料材料在生活中所占比例越來越高,而對于其質量的要求也越來越高,注塑成型作為重要的生產手段,對技術的提高也越來越迫切,而注塑成型制品的影響因素較多,下面介紹各個工藝參數對于制品性能的影響: 注塑條件及影響 成型過程中,精密的成型機械、合理的模具設計和優良的材料性能只有在合理的成型工藝設置下才能體現出來另一方面,成型機械、模具設計和材料性能的缺陷有時可通過合適的成型工藝設置來彌補
3244
Im智能注塑 ??? 3年前
LS-DYNA人工智能多尺度計算技術及其在注塑成型復合材料領域的應用
手機蓋板用注塑成型的短纖維增強熱塑性塑料制造,手機模型裝配了PCB印刷線路板、電池、屏幕和一些接合件。使用Moldex3D軟件完成成型仿真以得到纖維取向和體積分數的分布數據,然后使用LS-PrePost將Moldex3D網格上的纖維分布數據映射到LS-DYNA有限元網格模型。根據LS-DYNA動力學仿真結果,可以清楚地看到應力波如何在注塑成型的蓋板中傳播,并傳播到手機內的不同組件。
3915 1
仿真客 ??? 2年前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
容易造成制品打不滿,燒焦,內應力大等各種缺陷。
2728
Im智能注塑 ??? 3年前
溫度、壓力、速度,這些注塑工藝怎么調? 
然而這只是個低數值,而且應當作為一個很粗略的經驗值,因為,一旦注塑件有任何的深度,那么側壁便必須考慮。背壓這是螺桿后退前所須要產生及超越的壓力,采用高背壓雖有利于色料散布均勻及塑料熔化,但卻同時延長了中螺桿回位時間,減低填充塑料所含纖維的長度,并增加了注塑機的應力;故背壓越低越好,在任何情況下都不能超過注塑機注塑壓力(最高定額)的20%。
2359 1
高分 ??? 4年前
20條/頁 
 25
25 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
