



UG加工環境與加工術語,工藝安排,加工初始設置 
刀具沿水平XY方向切削,然后沿Z軸方向運動,進入下一個水平切削層,即所謂的2.5軸加工。在同一個切削區間,刀具使終沿著相同的邊界切削,即每一個水平切削層的刀具路徑相同,因此平面銑只能加工出直壁平底零件(側壁垂直于底面)。平面銑通常采用平底端銑刀。
2934
張偉一 ??? 3年前
用UG和Mastercam之心得、功能比較、技巧,考慮清楚這八點 
4、一個絕招:曲面挖槽時,在螺旋下刀參數欄中,將“followboundary”打上勾。這個功能也許用到的人不多。可作用卻是大大的好。它可以令刀具下到工件的最深處,且環繞式下刀,而不是直插!不過也要防止踩刀。UG的挖槽開粗:1、即cavitymill。很多人都反映UG的開粗加工,抬刀太多。
3524
模具設計UG編程教學 ??? 4年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
十四、工序導航器配置 十五、加工首選項設置技巧十六、用戶默認設置加工模塊十七、視圖動畫速度設置十八、視圖動畫速度設置十九、UG編程一般流程文章來源:UG經驗技巧
5018
張偉一 ??? 3年前
生產制造 | WORKNC 2025新功能:解鎖更高效率與更優加工質量 
新功能二全局粗加工-增強型螺旋型腔銑?WORKNC 2025版本為全局粗加工開發了新的型腔加工,基于按零件偏移優化了閉合到零件的鏈接以減少縮回。全切削寬度受到限制,允許更高的切削條件并延長刀具壽命。此功能對機器動力學的要求低于波形銑,額外的解決方案,讓用戶可以充分靈活地根據其環境(刀具、材料、零件、機器等)選擇最合適的銑削模式。
2429 1 1
海克斯康設計與仿真 ??? 9月前
UG編程教程入門UG加工模塊工具條功能詳解
十四、工序導航器配置 十五、加工首選項設置技巧十六、用戶默認設置加工模塊十七、視圖動畫速度設置十八、視圖動畫速度設置十九、UG編程一般流程文章來源:UG經驗技巧
2648
張偉一 ??? 3年前
大型船舶螺旋槳生產技術再突破!螺旋槳關鍵工序數控加工 
要想精確控制螺旋槳葉上的進給方向,必須采用流線驅動的辦法。所謂流線驅動,就是用軟件默認的曲面流線或者人為繪制的曲線來控制進給方向。如果軟件默認的進給路徑滿足設計要求,編程員就沒必要繪制曲線。選取正確的切削區域后,驅動曲線選擇方法采用“自動”生成,如圖6所示,正俯視圖下的軟件默認流線仍然和理想狀態相差甚遠。
3236 1
海工 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
如果你感覺遇到了瓶頸,想往模具設計或者編程發展聯系我 掃描二維碼添加老師微信,備注“模具設計或者UG編程” 微信:CHFX002 QQ:487209997 轉發點贊本文可獲得學習資料分享哦,記得一定要加我
2503
模具設計UG編程教學 ??? 3年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 
7.粗加工:逆銑較好,精加工:順銑較好。 8.刀具材料韌性好、硬度低:較適應粗加工(大切削量加工)。 9.刀具材料韌性差、硬度高:較適應精加工(小切削量加工)。 10. 白鋼刀轉速不可太快。 11.工件太高時,應分層用不同長度的刀開粗。 12.平面應用平底刀加工,少用球刀加工,以減少加工時間。
2829
張偉一 ??? 3年前
UG加工編程 | 各個加工工序詳解 
文章來源:UG數控編程
3814 1
張偉一 ??? 3年前
如何一句話證明你是機加工的! 
勒刀:因為擠壓變形,刀具塑變不能切削了,一般多指銑刀打刀:刀具崩裂,碎斷崴(瓦)刀:刀具扎入工件,使工件缺損拉荒:粗加工,東北開粗:粗加工,南方光:以提高表面光潔度為目的的精加工,衍生有光刀,光光刀:精加工刀具,一般指車床的彈簧精光刀光活:精加工工件表面,使之光潔度提高.
1911
模具設計UG編程教學 ??? 3年前
【UG自動編程】使用數控銑床的模具零件的編程與加工 
文章來源:UG數控編程
2142
張偉一 ??? 3年前
從3小時到3分鐘:EdgeCAM 如何重構數控編程流程
四、優缺點分析 優點: 高效自動化:特征識別和模板化編程大幅縮短編程時間。 多軸能力強:5軸加工策略成熟,適合航空航天等高精度領域。 兼容性廣:支持多種CAD格式和數控系統,減少數據轉換問題。 仿真可靠:碰撞檢測精度高,降低實際加工中的試錯成本。 缺點: 學習曲線較陡:高級功能(如5軸編程)需專業培訓才能熟練掌握。
2444
庭田科技 ??? 10月前
機械加工基本常識,不懂可不好干! 
如果你感覺遇到了瓶頸,想往模具設計或者編程發展聯系我 掃描二維碼添加老師微信,備注“模具設計或者UG編程” 微信:CHFX002 QQ:487209997 轉發點贊本文可獲得學習資料分享哦,記得一定要加我
2019
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
如果你感覺遇到了瓶頸,想往模具設計或者編程發展聯系我 掃描二維碼添加老師微信,備注“模具設計或者UG編程” 微信:CHFX002 QQ:487209997 轉發點贊本文可獲得學習資料分享哦,記得一定要加我!!
1919
模具設計UG編程教學 ??? 4年前
模具銅公(電極)的加工方法和注意事項! [行業技術] ![模具銅公(電極)的加工方法和注意事項! [行業技術]](https://img.jishulink.com/upload/202207/d26821b0e69246d5a0c4d3117092d8c0.png?image_process=resize,fw_294,fh_172,)
UG模具設計/UG編程在線教學汗水不會辜負你的努力如論多忙我們都要不斷的學習充實自己,實力是價值最直觀的體現學習什么時候都不晚,從現在開始。只要你想改變,永遠來得及學無止境,沒有最好,只有更好。
2213
模具設計UG編程教學 ??? 3年前
生產制造 | ALPHACAM 石材解決方案 
02鋸片開粗選用合適鋸片進行整體粗加工,去除多余材料。 03銑刀二次清角開粗選用合適銑刀進行二次開粗清角加工,便于后續精加工。 04聯動整體精加工整體一次性成型精加工,保證整體光潔性。
2688
海克斯康設計與仿真 ??? 7月前
節能燈UG/NX建模教程圖文 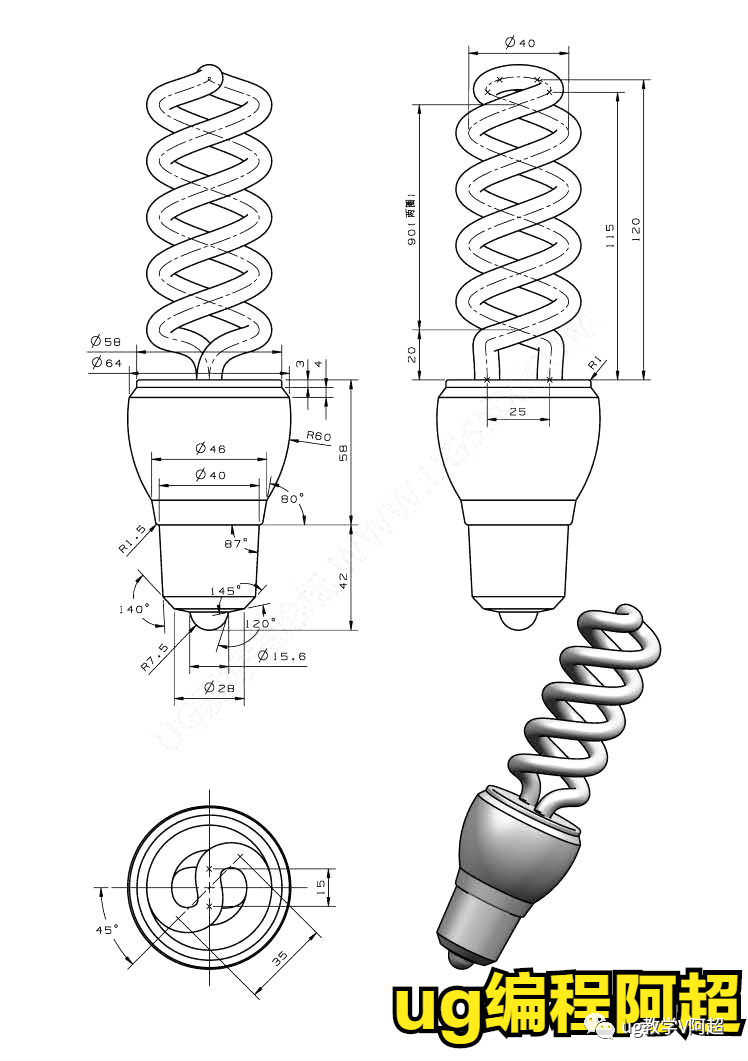
文章來源:UG編程設計學習分享
2515
張偉一 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
4、合理安排工序高速切削時,由于加工余量大以及斷續切削,因此銑削過程往往產生振動,影響加工精度和表面粗糙度。所以,數控高速切削加工工藝過程一般可分為:粗加工-半精加工-清角加工-精加工等工序。對于精度要求高的零件,有時需要進行二次半精加工,然后再進行精加工。粗加工之后,零件可以自然冷卻,消除粗加工產生的內應力,減小變形。粗加工之后留下的余量應大于變形量,一般為1~2mm。
2252
UG編程模具設計實戰 ??? 3年前
UG NX數控加工的參數設置大全,必看!
為了防止在開粗完成后工件會發生整體變形第三欄 拐角凸角1)RollAround:在凸角處生成刀軌以圓弧式進刀2)Extendand Trim:為直角3)延伸第四欄:連接1、切削順序1)標準:按照所指定的,把多個腔依次加工完成2)優化:當使用優化時,系統會根據最短的3D距來依次加工多個腔,(多采用優化)3)跟隨起點:跟隨所指定的切削區域起點來加工多個區域
3876
張偉一 ??? 3年前
走刀技巧,數控加工技能,不可不學! 
銅工開粗少用白鋼刀,多用飛刀或合金刀。 3. 工件太高時,應分層用不同長度的刀開粗。 4. 用大刀開粗后,應用小刀再清除余料,保證余量一致才光刀。 5. 平面應用平底刀加工,少用球刀加工,以減少加工時間。 6. 銅工清角時,先檢查角上R大小,再確定用多大的球刀。 7. 校表平面四邊角要鑼平。 8.
2645
模具設計UG編程教學 ??? 4年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
