



【加工制造】圖文并茂——發動機的加工工藝與產線運作實例 
夾具工藝制定、產線上下料設計都屬于針對加工過程的管控,這樣才能保證整線的流暢運作,關于發動機及零部件整線的運作,這里分享東風-雪鐵龍的“明星”發動機產線實況給大家。
2645
機械工程師 ??? 4年前
Delfoi CUT 3D切割和精加工工藝離線編程軟件丨衡祖仿真 
Delfoi CUT是一款用于3D切割和精加工工藝的離線編程軟件,例如水射流切割、等離子切割、激光切割以及機械切割和去毛刺。
2027
仿真驅動設計 ??? 3年前
五菱丨同軸式電驅橋減速器的開發 
圖2 定軸齒輪同軸式減速器的結構設計 支撐差速器總成的左右軸承孔,均與殼體一體鑄造。在機加工時,可以實現殼體一次裝夾同時加工出各個孔位,從工藝上保證了差速器軸安裝位具有良好的尺寸精度和支撐剛度,有利于提升減速器NVH性能。 在圖上差速器左軸承的支承位使用了可拆卸的半圓軸承蓋,半圓軸承蓋采用兩個螺栓與殼體相連。
3927 1 1
EDC電驅未來 ??? 4年前
【機械設計】機械結構優化設計之裝配工藝設計注意事項,總結的夠全夠專! 
改進后(圖a')軸或軸套用卡在軸或軸套環形槽里的壓板固聯在機體上,壓板可用沖壓方法制造,機體上的螺紋孔可在切削加工車間加工 (9)盡可能使裝配時不需手工修配圖a是杠桿與導向葉輪連接用鍵,兩個半圓柱系分開加工,不能吻合得很好,裝配時須用手工修配。
3100 1
機械工程師 ??? 4年前
機加工的九大誤差,你是否遇到 
定位副制造不準確誤差只有在采用調整法加工時才會產生,在試切法加工中不會產生。 5、工藝系統受力變形產生的誤差 工件剛度:工藝系統中如果工件剛度相對于機床、刀具、夾具來說比較低,在切削力的作用下,工件由于剛度不足而引起的變形對機械加工誤差的影響就比較大。 刀具剛度:外圓車刀在加工表面法線(y)方向上的剛度很大,其變形可以忽略不計。
2122
模具設計UG編程教學 ??? 4年前
詳解機械加工容易出現的九大誤差! 
刀具剛度:外圓車刀在加工表面法線(y)方向上的剛度很大,其變形可以忽略不計。鏜直徑較小的內孔,刀桿剛度很差,刀桿受力變形對孔加工精度就有很大影響。 機床部件剛度:機床部件由許多零件組成,機床部件剛度迄今尚無合適的簡易計算方法,目前主要還是用實驗方法來測定機床部件剛度。
2143
非標機械論壇 ??? 4年前
技術篇 | 車載高壓屏蔽線纜的剝線工藝 
此外,幾乎所有連接器和電纜類型都需要一些工藝步驟,僅某些特定的連接器需要其他工藝步驟。根據特定連接器系列的數量,僅關鍵或常見步驟與通過人工操作繼續執行更簡單或不常見的步驟,自動化可能更有意義。但是,如果數量證明它是合理的,它都可以自動化。 目前,超過 97% 的高壓應用需要屏蔽電纜,無論是多芯電纜還是同軸電纜。
3773
線束專家 ??? 4年前
塑膠件的結構設計:分型面(線)篇 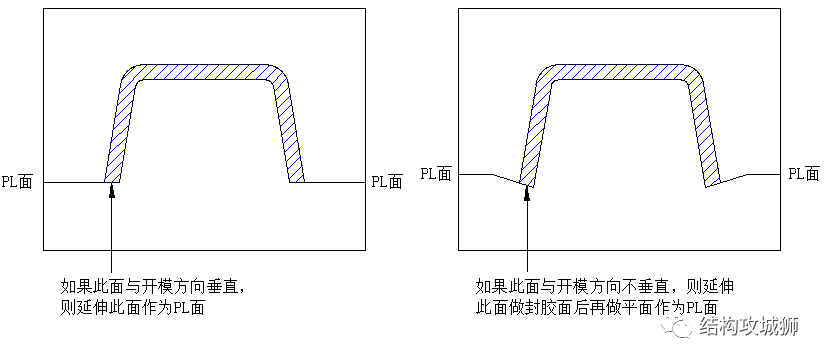
對于綜合分型面,在兩種分型面的轉角處,特別需要注意封膠面的平順化處理,避免形成尖點封膠,應選擇面封膠,這樣不但可以增加模具強度,塑膠件也不容易跑批鋒,同時平順化處理可以減少臺階和尖角的出現以便提高分型面加工工藝性,可直接NC加工而減少EDM加工。
11171 1
結構攻城獅 ??? 3年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
傳統鉆削工藝 傳統的鉆削加工主要有以下特點: 其一,在傳統的鉆孔過程中,主軸中心的線速度為0,即鉆頭中心不參與切削,工件的中心區域材料要完全依靠鉆機向下的推力將其擠出來去除,因而鉆頭所承受的Z向力很大,當加工鈦合金等難加工材料時,刀具的快速磨損失效也就在所難免了。
2303
機械工程師 ??? 4年前
加工工藝對緊壓圓形絞合導體直流電阻的影響 
導體作為電線電纜成本的主要耗材,是控制材料成本最重要的一個環節,本文通過對調整前后導體直流電阻、單位重量、截面等參數進行測量分析,就如何在加工工藝過程中合理控制,優化緊壓圓形絞合導體的工藝參數進行詳細闡述。
2749 1 1
電線電纜那些事 ??? 3年前
同軸送粉TIG熔覆過程數值模擬與試驗研究 
圖8 同軸送粉TIG熔覆表面單層單道熔覆層 圖9 實際電弧圖像 圖1 0 對應的電弧溫度場數值模擬結果 3.2.2 顯微組織焊接電流為130 A、送粉量為6 g/mm、SiC濃度為1.5%的工藝參數下熔覆層橫截面不同區域顯微組織如圖11所示。由圖11a可以看出,熔覆層內部組織均勻,無明顯缺陷,熔覆層與基體連接處結合良好,可以清晰地看到熔凝線。
2744 2
學時習 ??? 2年前
電線電纜分類詳細介紹 
電線電纜產品主要分為五大類 1、裸電線及裸導體制品 本類產品的主要特征是:純的導體金屬,無絕緣及護套層,如鋼芯鋁絞線、銅鋁匯流排、電力機車線等;加工工藝主要是壓力加工,如熔煉、壓延、拉制、絞合/緊壓絞合等;產品主要用在城郊、農村、用戶主線、開關柜等。
2319 1 1
電線電纜那些事 ??? 3年前
基于點云的球銑加工動態仿真 
現有加工制造仿真研究多注重于有限元分析、表面形貌仿真,得益于高性能計算機技術和軟件技術的發展,為研究切屑形成機理、切削力和加工表面微組織演變提供了支持[14,15,16]。文獻[17]研究加工尺度上的仿真算法,提高仿真效率;Altintas等[18]提出任意立銑刀或插刀幾何的通用建模方法,并設計虛擬銑削仿真系統,以改進工業中的刀具設計或工藝規劃。
4053 5
數控編程網 ??? 2年前
【機械設計】軸類零件加工的結構設計原則都有哪些?你了解嗎? 
3、相互位置精度包括內、外表面、重要軸面的同軸度、圓的徑向跳動、重要端面對軸心線的垂直度、端面間的平行度等。4、表面粗糙度軸的加工表面都有粗糙度的要求,一般根據加工的可能性和經濟性來確定。支承軸頸常為0.2~1.6μm,傳動件配合軸頸為0.4~3.2μm。5.其他熱處理、倒角、倒棱及外觀修飾等要求。四、軸類零件的熱處理1、中碳鋼和中碳合金鋼。
4685 1
機械工程師 ??? 3年前
三坐標如何構建驅動生產優化的質量閉環? 
這種數據翻譯能力,為質量改進提供了精準方向。 反饋:讓數據驅動工藝優化升級 質量閉環的核心在于測量驅動制造,三坐標測量機通過測量數據即時生成統計過程控制(SPC)報告,CP/CPK等關鍵指標。一旦趨勢異常,系統自動向加工機床發送調整指令,測量結果直接反饋至CNC機床。這種“測量-反饋-補償”的閉環,正是智能制造的核心邏輯。
1953 1 1
深圳市中圖儀器股份有限公司 ??? 9月前
生產制造 | 無需重復編程,海克斯康EDGECAM助力5G基站濾波器高效智造 
波形線加工的刀具軌跡永遠是流線平滑的,杜絕了突然改變切削方向的現象,確保機床始終保持高速切削的狀態。EDGECAM強大的波形線加工策略,既用于銑削、也用于車削。采用波形線加工策略加工曲面凹槽、車削槽等加工區域,并支持使用圓形刀片,這大大減少了加工時間、縮短了產品的加工周期。
1902 1 1
海克斯康設計與仿真 ??? 1年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
圖8 改進后的最終成形的速度和流動應力圖圖9 改進后的最終成形的有效應變圖圖10 改進后的擠壓過程的行程一載荷曲線結束語 用冷擠壓成形技術來成形復雜內型腔類零件—超越離合器齒輪,具有傳統切削加工工藝所不可比擬的優點:材料利用率高,生產效率高,零件精度高,使用壽命高。目前采用一次性將該超越離合器齒輪的內曲面外齒形擠壓成形是最經濟、最理想、最有效的成形工藝方法。
2985 4 3
FMMM ??? 4年前
電弧焊+激光熔覆混合金屬3D打印技術,德國弗勞恩霍夫Collar Hybrid 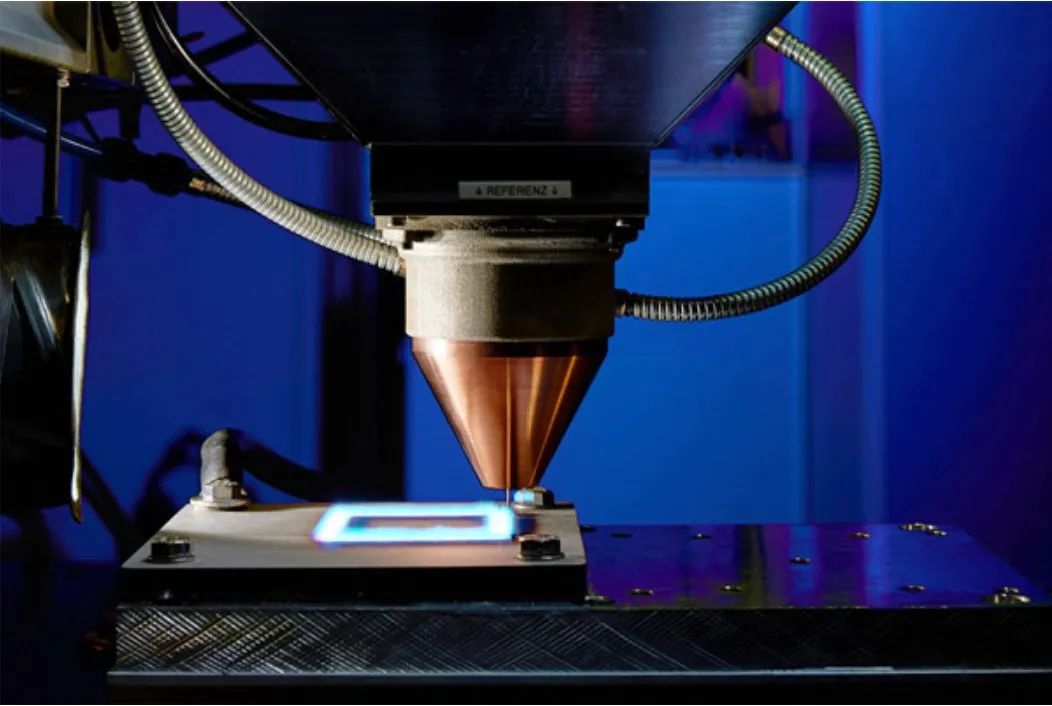
但下面的鋁層由于只有660℃的熔化溫度,就可以用更低的綜合功率來進行焊接或加工。
2785
南極熊3D打印 ??? 3年前
汽車零部件加工的工藝有哪些呢? 
小編作為cnc數控加工工廠,今天要為您簡單介紹下 汽車零部件加工工藝。眾所周知,汽車零部件加工工藝可以簡單分為 鑄造、鍛造、焊接、冷沖壓、熱處理、金屬切削加工、裝配等。 A-鑄造“鑄造”一詞在大眾的日常生活中司空見慣,是人類掌握的比較早的一種金屬熱加工工藝,在現今,此種工藝已達到相當高的水平。
4122 1
2103707493 ??? 2年前
DEFORM旋轉加工成形仿真技術 
旋轉加工相比鍛造成形,由于生產持續時間長,模具運動路徑復雜,工藝過程難控制,經常采用現場實驗的方法改進工藝。有限元仿真技術是目前廣泛應用的、先進的、成熟的工藝研究手段,雖然目前也能成功的仿真旋轉加工工藝,但存在兩個問題,一是工藝路徑和流程復雜,仿真前處理設置繁瑣;二是有限元計算時步長非常小,而整個工藝又持續時間長,總的計算步經常需要上萬、甚至十幾萬步,計算時間久。
2757
安世亞太 ??? 3年前
20條/頁 
 66
66 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
