



熱沖壓成形模具設計要點 
圖5 熱沖壓成形量產模具設計流程 熱沖壓成形模具型面設計要點如下: (1) 模具型面主要卻決于產品數據,并根據客戶對零件的技術要求,制定合適的模具加工精度和公差,并應考慮熱脹冷縮及回彈的影響,對模具型面采取合適補償方案;同時熱沖壓鋼板高溫時摩擦系數大,高溫成形時易于開裂,因此,熱沖壓模具型面通常不設計拉深筋,對于復雜成形零件
3442 1
金屬加工前沿 ??? 3年前
汽車B柱內板熱沖壓成形工藝優化的模擬分析 
3.2 熱沖壓成形正交實驗設計熱沖壓成形涉及多個工藝參數,如果將每個工藝參數都進行組合需要花費大量的時間。正交實驗是基于數理統計理論和正交性原理設計出具有代表性的實驗組合,能夠合理地減少實驗數量,是工藝分析中最常用的方法之一。實驗選取板料初始溫度、模具初始溫度、壓邊力和沖壓速度作為試驗因素,以最大減薄率、最大增厚率和最大回彈量為評價目標完成熱沖壓成形工藝參數優化。
4932 3
汽車-小江 ??? 2年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
在模具設計中,模具材料的選擇和熱處理以及表面處理(如TD,TICN, TD時間需要3-4天),特別是拉伸件,如果沒有TD,模具表面會很容易就拉燒起毛。6.在模具設計中,對于孔位或公差要求較小的面,盡可能做可調鑲件,便于在試模及生產時調節,以便容易達到,零件的尺寸要求,要上下模具同時時做可調鑲件。
2679
UG編程模具設計實戰 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
在模具設計中,模具材料的選擇和熱處理以及表面處理(如TD,TICN, TD時間需要3-4天),特別是拉伸件,如果沒有TD,模具表面會很容易就拉燒起毛。
2227
UG編程模具設計實戰 ??? 4年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
在模具設計中,模具材料的選擇和熱處理以及表面處理(如TD,TICN, TD時間需要3-4天),特別是拉伸件,如果沒有TD,模具表面會很容易就拉燒起毛。
2089
模具設計UG編程教學 ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
二.沖壓工藝計劃規劃及最佳工藝設計1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
2009
UG編程模具設計實戰 ??? 3年前
沖壓模具設計前的規劃與步驟 
沖壓模具設計的規劃與步驟: 一.沖壓零件的沖壓工藝性剖析 沖壓零件有必要具有出色的沖壓工藝性,才能以最簡略、最經濟的辦法制作出合格的沖壓零件。能夠按照以下辦法完結沖壓件的工藝性剖析: 1.讀懂零件圖。除零件形狀尺度外,要點要了解零件精度和外表粗糙度的要求。
4402 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
二.沖壓工藝計劃規劃及最佳工藝設計1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
2189
模具設計UG編程教學 ??? 3年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓件成形過程中常見的質量問題主要有起皺、開裂、回彈、塌陷等缺陷。以上問題占沖壓件質量整改的85%以上,模具的反復修改、維修造成模具使用壽命降低,停機時間劇增,產品的返工甚至報廢導致的生產成本增加、生產周期增加。因此在鈑金沖壓工藝設計階段利用沖壓工藝仿真軟件可以對設計的工藝方案進行虛擬試錯,從而減少或避免沖壓缺陷問題,有效的減少試錯次數、模具修模次數,減少試制時間周期,提升工藝開發效率。
4800 4
海克斯康設計與仿真 ??? 2年前
沖壓工藝仿真中界面接觸壓力計算精度研究 
與普通鋼板相比,先進高強鋼板沖壓時會引起更大的板料—模具界面接觸壓力,加劇成形模具的磨損。為此,在成形模具設計階段需要進行模具磨損評估,對模具壽命進行預判,為選擇合理的模具材質和熱處理方案提供科學依據。 板料―模具界面接觸壓力場和溫度場等物理量是影響模具磨損的關鍵參數。為了精確計算這些物理量,借助數值模擬的技術方法已經成為一種有效的手段。
5405 7
FMMM ??? 2年前
汽車儀表板橫梁設計要點及剛度分析 
[7] 王星,張拓,朱五省,等.汽車橫梁類件生產缺陷及解決方法[J].模具制造,2018,18(6):9-11.[8] 李英,焦洪宇,楊蘭玉.汽車橫梁全工序沖壓成形仿真分析[J].機械設計與制造,2015(9):251-253.[9] 劉向東.商用車儀表板橫梁模態分析與驗證[J].汽車科技,2015(6):58-60.
4315 6
汽車知識分享 ??? 2年前
車架類沖壓模具設計注意事項 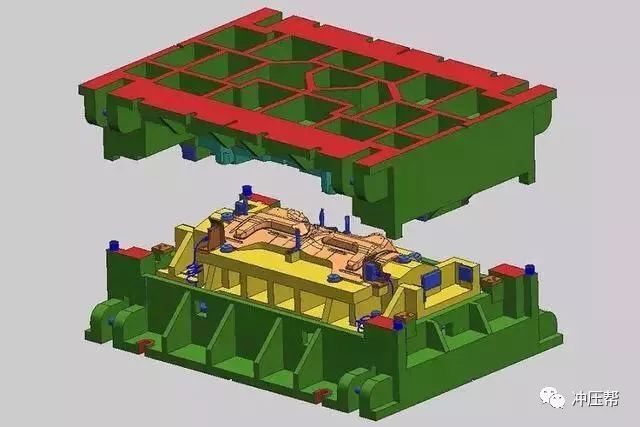
2 其余部分沖壓模具設計 下圖圖形就是U形雙直角彎曲成形的一個工件,是利用Q235鋼板沖壓形成的,利用的沖壓設備是30t~100t,使用的模具是30mm厚的Q235鋼板焊接形成的。
4028 3
金屬加工前沿 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓件成形過程中常見的質量問題主要有起皺、開裂、回彈、塌陷等缺陷。以上問題占沖壓件質量整改的85%以上,模具的反復修改、維修造成模具使用壽命降低,停機時間劇增,產品的返工甚至報廢導致的生產成本增加、生產周期增加。因此在鈑金沖壓工藝設計階段利用沖壓工藝仿真軟件可以對設計的工藝方案進行虛擬試錯,從而減少或避免沖壓缺陷問題,有效的減少試錯次數、模具修模次數,減少試制時間周期,提升工藝開發效率。
3809 1 1
仿真客 ??? 3年前
汽車沖壓模具的回彈分析及案例 
5、拉延筋拉延筋在當今工藝中應用較為廣泛,合理的設置拉延的位置,能夠有效地改變材料流動方向及有效分配壓料面上的進料阻力,從而提高材料成形性,在容易出現回彈的零件上設置拉延筋,會使零件成形更充分,應力分布更均勻,從而回彈減小。沖壓件回彈控制方法減少或消除回彈最佳的時機是在產品設計和模具開發階段。借助分析,準確預測回彈量,對產品設計和工藝進行優化,利用產品形狀、工藝和補償來減少回彈。
3109
金屬加工前沿 ??? 3年前
汽車消聲器連結法蘭盤沖壓成形工藝參數優化 
將優化后得到的沖壓工藝參數應用在該企業,編制加工工藝,設計一套模具,如圖7(a)所示。
4618 6 1
金屬加工前沿 ??? 2年前
設計仿真 | 立即預約-Simufact成形及熱處理工藝仿真解決方案 
在以往,成形工藝的制定、創新,以及模具的設計都需要依靠大量的工程試錯進行迭代,從而優化工藝參數、優化模具設計,但時間與物料人力成本極高。
2821 1
海克斯康設計與仿真 ??? 2年前
延長沖壓模具使用壽命的幾點措施
1.沖壓生產工藝及模具設計 在實際生產中,影響模具工作的因素主要有沖壓材料表面質量差、公差大、材料性能不穩定以及表面有雜質,這些都會導致模具磨損加快。在拉深模中,影響模具沖壓載荷的大小以及黏著傾向的程度最重要的是被拉深板料的成形能力、厚度、材料的表面質量等。在生產模具中,由于整體式模具會存在凹凸角進而會造成應力集中現象導致模具炸裂。
2761 6 3
金屬加工前沿 ??? 3年前
第七屆高強鋼暨熱沖壓成形國際會議(ICHSU 2024)通知 
本屆熱成形產業大會由熱成形產業聯盟、中國金屬學會、湖北省模具工業協會聯合主辦;上海產業創意設計協會、上海汽車工程學會、中國汽車工程研究院股份有限公司、通快(中國)有限公司、廣東海高激光智能裝備有限公司、上海良時智能科技股份有限公司、凌云吉恩斯科技有限公司協辦;上海盟杉科技技術發展有限公司承辦;湖北眾悅匯集團支持。
3878
熱成形產業聯盟 ??? 2年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
沖壓件成形原理:沖壓是靠壓力機和模具對板材、帶材、管材和型材等,施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。工藝分類:沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序(沖裁工序):其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷面的質量要求。
5977 2
金屬加工前沿 ??? 3年前
汽車側圍加強板一體式門環結構的應用 
表2 一體式門環和傳統設計方案材料利用率和重量對比成本對比 表3是一體式門環和傳統分件設計方案成本對比,通過比較我們發現,傳統設計分件方案A柱下加強板和門檻加強板定為冷沖壓開發,需要投入模具固投費用約280萬元,而一體式門環熱成形設計方案不需要主機廠投入模具固投費用,可為主機廠實現節省投資280萬元。
3813 2
FMMM ??? 3年前
20條/頁 
 15
15 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
