



DEFORM利用邊界元法模擬感應加熱+淬火[3D ] ![DEFORM利用邊界元法模擬感應加熱+淬火[3D ]](https://img.jishulink.com/202507/attachment/6780bdcce2a44c6e9bedc772bca08afb.gif?image_process=resize,fw_294,fh_172,)
2 建立對象添加2個對象,分別為坯料和感應線圈。2.1 坯料設置坯料由于考慮熱應力,故設置成彈塑性體,材料選擇AISI-1080。需要注意的是計算感應加熱時,坯料和線圈均需要設置電/磁參數。另外,計算熱處理相轉變需要有各個相以及相轉變熱力學、動力學模型。導入坯料幾何模型,本次通過文件方式導入。
2689
工科小學生 ??? 10月前
最全匯總!鍛造技術知識! 
加熱裂紋在加熱截面尺寸大的大鋼錠和導熱性差的高合金鋼和高溫合金坯料時,如果低溫階段加熱速度過快,則坯料因內外溫差較大而產生很大的熱應力。加之此時坯料由于溫度低而塑性較差,若熱應力的數值超過坯料的強度極限,就會產生由中心向四周呈輻射狀的加熱裂紋,使整個斷面裂開。銅脆銅脆在鍛件表面上呈龜裂狀。高倍觀察時,有淡黃色的銅(或銅的固溶體)沿晶界分布。
4592
FMMM ??? 3年前
DEFORM利用邊界元法模擬感應加熱+淬火[2D ] ![DEFORM利用邊界元法模擬感應加熱+淬火[2D ]](https://img.jishulink.com/upload/202204/7b3dbd0a7bf440948e24bde8dc902cac.gif?image_process=resize,fw_294,fh_172,)
2 建立對象添加3個對象,分別為坯料和上下模。2.1 坯料設置坯料由于考慮熱應力,故設置成彈塑性體,材料選擇AISI-1045-trans。需要注意的是計算感應加熱時,坯料和線圈均需要設置電/磁參數。另外,計算熱處理相轉變需要有各個相以及相轉變熱力學、動力學模型。導入坯料幾何模型,本次通過文件方式導入。
3918 3 16
工科小學生 ??? 4年前
大型支座鍛件工藝開發及優化提高 
燃氣加熱爐坯料溫度設定為1150℃,坯料經過充分加熱出爐后使用手持高壓清理坯料表面氧化皮,錘鍛模下模型腔里撒上鋸末;操作機把坯料豎立放到模具下模型腔里,坯料定好位,不需要操作工進行調整;16t模鍛錘輕擊兩至三錘后,操作機夾持坯料脫離下模型腔,操作工使用壓縮空氣清理下模型腔氧化皮;然后進行重錘鍛打成形,直至坯料各個部位完全充滿模具型腔;鍛打完成后操作機把鍛件轉移到切邊模進行切邊,整個調試過程基本順利。
3176 1 1
FMMM ??? 4年前
不銹鋼壓力容器封頭研究
原因分析:一是拉伸中圓滑過渡區受到切向壓縮應力的作用,使板材失穩產生鼓包;二是封頭坯料的受熱不均勻,導致金屬不均勻變形增大,從而產生鼓包。1.3過燒缺陷及產生原因分析過燒指封頭熱成形時局部加熱溫度超過始壓溫度,產生的板材燒損現象。在熱成形工藝中,因加熱爐溫度場不均,容易導致封頭局部過燒。使用煤爐、焦炭爐加熱時,爐內溫度不易控制,過燒現象常有發生,因此對于不銹鋼封頭不應采用焦炭和煤加熱爐加熱。
2313 1
化工設備人 ??? 4年前
鍛造工藝和熱處理工藝對TC4-DT合金鍛件組織性能影響 
鍛造坯料下料長度為φ300mm×(623±3)mm,坯料倒角R15mm。鍛造設備為40MN油壓機,鍛造加熱采用普通的箱式電爐,控溫精度為±10℃,坯料到溫裝爐。為防止變形熱的急劇上升,要求操作的過程中控制鐓粗或整體壓扁的壓下間隔時間、壓下量和采用中等變形速率。
4928 3 2
FMMM ??? 2年前
Simufact用于鍛造輪轂工藝研究 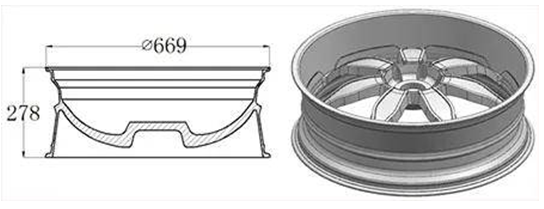
將直徑為?669mm、高度為52mm的圓形坯料加熱以提高材料塑性,再采用反擠壓的方式將坯料擠成杯狀預鍛件,再將杯狀預鍛件鍛成碗狀終鍛件,然后將該碗形終鍛件作為旋壓坯料與加熱坯料,旋壓成旋壓件,最后將旋壓件機加工、涂裝成成品,具體過程如圖2所示。
2884
仿真客 ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
4:加熱時氣焊炬不要來回晃動,束狀小焰要垂直鋼板,加熱點不要過多,以免增加不應有的內應力。37、框架類構件的變形有何特點?框架類構件的零件較多,在結構里互相制約關系較強,變形的互相影響很大。38、煨圓機滾彎坯料時,一般是加熱后進行的,對不對?不對。39、加熱彎曲時,應該將材料加熱到多少度?同時加熱要怎樣?操作要怎樣?終了溫度不低于多少度?
1897
UG模具設計材料 ??? 4年前
不銹鋼壓力容器封頭研究
原因分析:一是拉伸中圓滑過渡區受到切向壓縮應力的作用,使板材失穩產生鼓包;二是封頭坯料的受熱不均勻,導致金屬不均勻變形增大,從而產生鼓包。1.3過燒缺陷及產生原因分析過燒指封頭熱成形時局部加熱溫度超過始壓溫度,產生的板材燒損現象。在熱成形工藝中,因加熱爐溫度場不均,容易導致封頭局部過燒。使用煤爐、焦炭爐加熱時,爐內溫度不易控制,過燒現象常有發生,因此對于不銹鋼封頭不應采用焦炭和煤加熱爐加熱。
2619
化工設備人 ??? 4年前
風電增速箱鍛件制造技術及質量控制的研究 
嚴格控制裝爐量、坯料間距、加熱溫度、保溫時間和冷卻速度等影響坯料質量的因素。 ⑷機械性能的控制。 內齒圈需要調質時,鍛件應按照客戶技術要求提供的熱處理工藝進行調質處理,嚴格控制加熱溫度、保溫時間和出爐時間等影響機械性能的因素。 ⑸無損檢測的控制。 鍛件粗加工后應逐件進行超聲波檢測,及時反饋產品檢測信息,以便進行后續處理。 ⑹機加工控制。
2563
FMMM ??? 4年前
大型半軸鍛件成形工藝研發 
實際頂鐓工藝成形過程中受各種因素影響坯料出現彎曲凹陷缺陷概率很大,如坯料端面斜度、加熱溫度不均勻、坯料直線度、模具安裝精度和設備精度都會導致頂鐓成形中出現彎曲折疊現象。
2823
FMMM ??? 4年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
鍛造,在加壓設備及工(模)具的作用下,使坯料或鑄錠產生局部或全部的塑性變形,以獲得一定幾何尺寸、形狀的零件(或毛坯)并改善其內部晶粒組織和機械性能的加工方法稱為鍛造。 鍛造是將金屬棒材、線材、板材、鑄錠或塊金屬加熱或不加熱,在力(能)的作用下成形的一種加工方法。俗稱:打鐵。
4603 5
數控編程網 ??? 3年前
DEFORM旋鍛模擬技術與應用案例 
旋轉鍛造主要工藝參數較多,除變形程度外,還有主軸轉速、徑向進給、軸向送進和徑向壓下量等,熱鍛時還要考慮坯料的加熱溫度,空心件有無芯棒鍛造等。在分析和優化工藝參數時,通過現場多次加工試驗對工程師來講的是非常低效的方法。而有限元模擬時,每一次鍛打就是一次模擬計算,幾千次的鍛打和工件位置不斷調整的前處理設置占用工藝仿真人員大量的時間,因此需要一個專業的旋鍛向導模塊。
3017 1
安世亞太 ??? 3年前
鍛造溫度對TC25 鈦合金鍛件組織及性能的影響 
由表5 可知,兩種加熱方案的鐓粗工序加熱溫度均適當降低,這是由于棒料鐓粗時變形較為劇烈,適當降低溫度可預防坯料心部過熱、過燒現象。表5 兩種鍛造加熱方案試驗結果及分析采用A、B 兩種鍛造加熱方案各生產1 件試驗件,分別記為鍛件A 和鍛件B,鍛件熱處理后檢測高倍組織及弦向力學性能。
3627 2 1
FMMM ??? 4年前
典型閥門閥體多向模鍛成形工藝及應用 
三通閥體鍛件成形用模具結構示意圖如圖2 所示,成形過程對坯料進行鐓擠,重點關注材料流動及分配情況,保證金屬充滿模具型腔。圖1 三通類閥體鍛件圖2 三通類閥體鍛件模具結構三通類閥體鍛件鍛造成形工藝如下:⑴鍛件成形用坯料加熱到始鍛溫度,該類鍛件主要材質為ASTM、A105、F11、F22 等,一般始鍛溫度不大于1200℃,模具預熱溫度為200℃。
2840
FMMM ??? 3年前
Simcenter MAGNET 電磁感應加熱應用——感應爐中的電磁懸浮 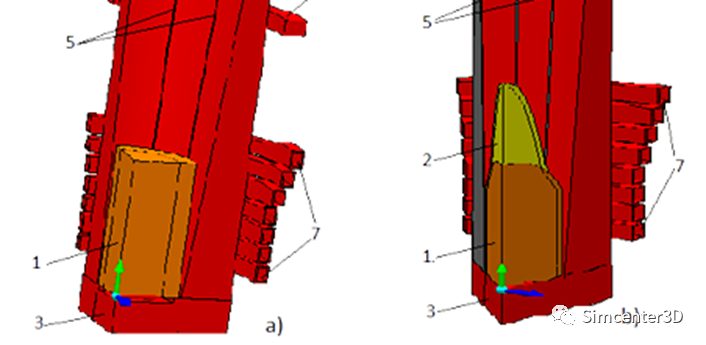
為復雜計算提供輔助支持熔爐磁場誘導電流,繼而在固體和熔融負載中加熱。與此同時,這兩種負載之間存在很大的差別:它們表現出截然不同的形狀和材料屬性。在熔爐加熱過程中,負載從固體坯料轉化為熔融半流體,熔爐負載參數將出現根本性變化。如前所述,熔爐必須在熔化負載的同時,保持熔融金屬的懸浮。同時滿足這兩個條件必須經過復雜計算。下圖 是專為計算制定的工作流程圖。
3224 2 2
仿真客 ??? 3年前
商用車曲軸自動線鍛造技術研究 
利用高壓水氣爆原理,對中頻加熱后坯料表面的氧化皮進行清理,坯料表面氧化層在高壓水的作用下產生變形、被擊碎,同時由于受坯料表面高溫作用,高壓水產生氣爆瞬間清除表面氧化皮,解決了氧化皮對鍛件質量與模具壽命的影響。通過除鱗技術的應用,鍛件感觀質量顯著提升,同時降低了模具使用過程的磨損。高壓水除鱗技術效果圖和技術原理如圖1、2 所示。
3924
FMMM ??? 3年前
塑料成型工藝大全(附動畫) 
17 擠壓 是用沖頭或凸模對放置在凹模中的坯料加壓,使之產生塑性流動,從而獲得相應于模具的型孔或凹凸模形狀的制件的一種壓力加工方法。擠壓時,坯料產生三向壓應力,即使是塑性較低的坯料,也可被擠壓成形。 18 熱成型 是一種將熱塑性塑料片材加工成各種制品的較特殊的塑料加工方法。
2308
Im智能注塑 ??? 4年前
成形仿真技術簡化大型鍛件制造工藝 
客戶通常關心是成品圖樣,這是坯料排樣的基礎。也意味著在開發鍛模時,會考慮到與曲軸尺寸與成品標準加工測量的相關性。然后根據坯料零部件的復雜性來設計鍛造坯料,再由鍛造坯料得到模具。為檢查是否能通過鍛造來實現此類結構部件,需要進行仿真。這樣可確保在必要時對坯料進行及時調整,然后將其交給客戶進行審核。編排的目的是盡量減少鍛造后可能出現的缺陷,甚至做到完全無需對法蘭及法蘭倒角進行返工。
2449
上海庭田信息科技有限公司 ??? 4年前
F55 雙相不銹鋼閥蓋制造工藝及產品質量驗證 
將加熱好的圓柱形坯料放置于錘鍛工作臺上進行鐓粗制坯;在鐓粗后的坯料上端中心放置錐形模具,預成形中心孔;將坯料翻轉,沖掉連皮;采用專用的胎模在鍛造設備上鍛造成形。
5014 3 2
FMMM ??? 2年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
