



模具銅公(電極)的加工方法和注意事項! [行業技術] ![模具銅公(電極)的加工方法和注意事項! [行業技術]](https://img.jishulink.com/upload/202207/d26821b0e69246d5a0c4d3117092d8c0.png?image_process=resize,fw_294,fh_172,)
4、加工后模常碰到的問題:后模有原身柯或鑲柯二種,后模同前模一樣是鋼料,材料較硬,應盡量用刀把加工,常用刀路是曲面挖槽外形,平行銑光刀,選刀的原則是大刀開粗→小刀開粗→大刀光刀→小刀光刀。后模圖通常是銅公圖縮小料位加上 PL 面,枕位,原身留出的東西而成,如果料位比較均勻,可以直接在加工信息量里留負料位即可,但是 PL(分型面),枕位,碰穿面不能縮料位。
2214
模具設計UG編程教學 ??? 3年前
用UG和Mastercam之心得、功能比較、技巧,考慮清楚這八點 
UG的挖槽開粗:1、即cavitymill。很多人都反映UG的開粗加工,抬刀太多。平心而論,UG的抬刀確實比Mastercam多得多,用慣Mastercam的人,可能很不習慣UG的不厭其煩的反復抬刀。實在講,跳dao多至多影響效率和質量,如果因為不安全的抬刀而導致撞刀,損壞工件,甚至傷到機床,那才真是一件令人痛心的事!
3525
模具設計UG編程教學 ??? 4年前
UG怎么編程?初學者收藏!簡單的加工中心手工編程及編程時的注意事項 
開粗時,公差設為余量 的1/5,光刀時,公差設為0.01。 18.做多一點工序,減少空刀時間。做多一點思考,減少出錯機會。做多一點輔助線輔助面,改善加工狀況。 19.樹立責任感,仔細檢查每個參數,避免返工。 20.勤于學習,善于思考,不斷進步。 文章來源:UG數控編程實戰
2829
張偉一 ??? 3年前
什么樣才能算是CNC編程大師? 
刀路運用沒有死規定是用在哪方面,只要能達到你的要求而且安全快速,你就可以靈活運用,這正是我對編程學員所提倡的“務實變通”。 (3)二粗或中光 一般都是用等高整個走下去,中光帶二粗一次性搞定,如D17R0.8的刀。其中要注意: 1)防擠刀,這通過額外毛坯來達到; 2)防踩刀,通過刪除刀路來完成。
1968
金屬加工前沿 ??? 4年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
五、刀柄尺寸示例六、平面銑七、型腔銑+登高銑八、固定軸曲面銑九、鉆孔加工十、UG加工模塊工具條之刀軌操作刀軌操作工具條中的功能主要是對創建的刀片操作以及程序組進行后期的處理,在編寫程序刀路軌跡時經常使用,下面來進行簡介:1.生成刀軌:對選定的操作在當前生成刀具軌跡,可以選擇多個操作但在生成操作 時不能進行其他的編輯操作
5022
張偉一 ??? 3年前
基于UG模具零件數控銑削編程淺析 
現以某電器產品注射模的動模型芯為編程對象,并以UG軟件為載體,介紹模具零件數控編程前對實體進行整理、創建幾何體和刀具,并進行數控編程模擬過程,動模型芯如圖1所示。
2450
張偉一 ??? 3年前
走刀技巧,數控加工技能,不可不學! 
銅工開粗少用白鋼刀,多用飛刀或合金刀。 3. 工件太高時,應分層用不同長度的刀開粗。 4. 用大刀開粗后,應用小刀再清除余料,保證余量一致才光刀。 5. 平面應用平底刀加工,少用球刀加工,以減少加工時間。 6. 銅工清角時,先檢查角上R大小,再確定用多大的球刀。 7. 校表平面四邊角要鑼平。 8.
2648
模具設計UG編程教學 ??? 4年前
UG編程教程入門UG加工模塊工具條功能詳解
五、刀柄尺寸示例六、平面銑七、型腔銑+登高銑八、固定軸曲面銑九、鉆孔加工十、UG加工模塊工具條之刀軌操作刀軌操作工具條中的功能主要是對創建的刀片操作以及程序組進行后期的處理,在編寫程序刀路軌跡時經常使用,下面來進行簡介:1.生成刀軌:對選定的操作在當前生成刀具軌跡,可以選擇多個操作但在生成操作 時不能進行其他的編輯操作
2652
張偉一 ??? 3年前
【UG自動編程】使用數控銑床的模具零件的編程與加工 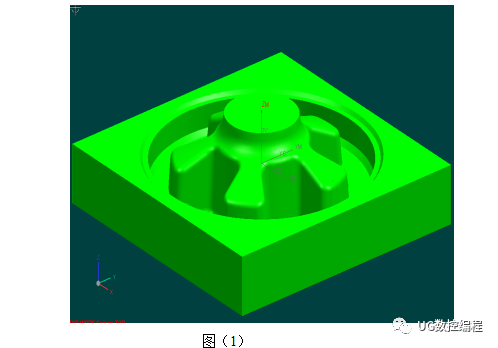
6.6 復制CA_3操作并粘貼,雙擊打開單擊確定完成操作生成刀軌并進行加工仿真,結果如圖所示好啦,本文就到這里了哦!文章來源:UG數控編程
2143
張偉一 ??? 3年前
UG加工環境與加工術語,工藝安排,加工初始設置 
一、UG NX銑加工編程通用過程二、UG NX銑加工環境與加工術語UG NX加工環境UG加工環境是指我們進入UG的制造模塊后進行編程作業的軟件環境。
2939
張偉一 ??? 3年前
什么樣才能算是CNC編程大師? 
刀路運用沒有死規定是用在哪方面,只要能達到你的要求而且安全快速,你就可以靈活運用,這正是我對編程學員所提倡的“務實變通”。 (3)二粗或中光 一般都是用等高整個走下去,中光帶二粗一次性搞定,如D17R0.8的刀。其中要注意: 1)防擠刀,這通過額外毛坯來達到; 2)防踩刀,通過刪除刀路來完成。
2325 1
數控編程教學 ??? 4年前
數控編程時,記住這十五條用刀技巧,加工很輕松 
數控編程加工時,我們往往都會在用刀這個問題上面糾結,今天分享經大家15條用刀小技巧,遠離加工中的刀具問題,避免煩惱。1. 白鋼刀轉速不可太快。2. 銅工開粗少用白鋼刀,多用飛刀或合金刀。3. 工件太高時,應分層用不同長度的刀開粗。4. 用大刀開粗后,應用小刀再清除余料,保證余量一致才光刀。5.
2424
學數控 ??? 3年前
CNC編程工程師工廠技術規范大全!
鋼料開粗時,Z下刀量0.5-0.7mm。銅料開粗時Z下刀量1.0-1.5mm(內部開粗1.0mm,基準邊開粗1.5mm)。 6. 平行式精銑時,ma×imumstepover按“精加工平行式最佳等高參數表”來設定。精銑前余留量盡量留小點,鋼料0.10—0.2mm。銅料0.2--0.5mm。
2149 2 2
機械加工網 ??? 4年前
UG加工編程 | 各個加工工序詳解 
文章來源:UG數控編程
3817 1
張偉一 ??? 3年前
生產制造 | 無需重復編程,海克斯康EDGECAM助力5G基站濾波器高效智造 
相對于在傳統編程中一個一個的去設置加工參數、設置刀具、選擇加工對象等步驟大大提高了效率。同時,相似零件導入新模型時也可以自動更新刀路,這大大節省了濾波器零件的編程時間。03技術突破:加工效率翻倍,刀具壽命顯著提升? 零件開粗效率提升了2倍,刀具使用壽命延長2.5倍。? 編程效率提升2倍,做到了相似零件無需重新編程。
1902 1 1
海克斯康設計與仿真 ??? 1年前
UG NX數控加工的參數設置大全,必看!
2)外公差:刀具在加工完成后允許留有殘料的值,外公差在開粗時可設的大一些,為了軟件在計算刀路時快一些,在精加工時我們都要把它的值改小一點,但不能為零,如果內公差為零,外公差也為零時,系統是算不出刀路來的。注意:工件比較大時,要設定所留余量大一些。
3879
張偉一 ??? 3年前
UG編程模具零件銑削加工 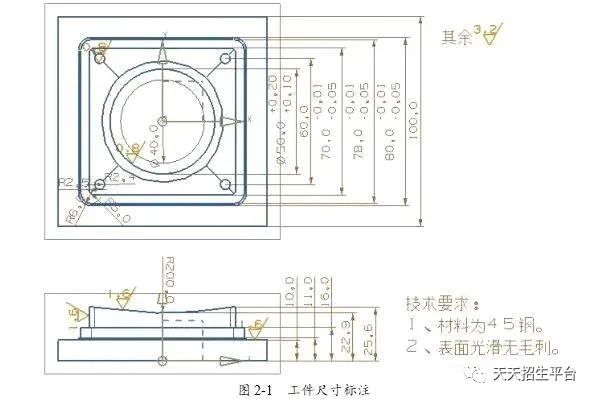
(5)UG編程中為了確保加工精度和表面質量,分析采用兩次定位裝夾加工完成,按照先主后次、先近后遠、先里后外、先粗加工后精加工的原則依次劃分工序加工.。2.2零件的實體三維造型零件的實體造型如圖2-2。2.3建模(1)UG編程中打開UG NX6,創建建模文件“mujulingjian.prt”。
2315
張偉一 ??? 3年前
如何一句話證明你是機加工的! 
勒刀:因為擠壓變形,刀具塑變不能切削了,一般多指銑刀打刀:刀具崩裂,碎斷崴(瓦)刀:刀具扎入工件,使工件缺損拉荒:粗加工,東北開粗:粗加工,南方光:以提高表面光潔度為目的的精加工,衍生有光刀,光光刀:精加工刀具,一般指車床的彈簧精光刀光活:精加工工件表面,使之光潔度提高.
1911
模具設計UG編程教學 ??? 3年前
這些知識,在車間一輩子,你也未必全懂 
例如“光刀”是指“精車的刀”,“光一刀”是指“精車最后一刀”。“光一下”的范圍可太廣了,“精磨”“精銑”“精車”等等,泛指最后一次,要求精度較高。“光活”,精加工工件表面,使之光潔度提高。 11、南北方對于粗加工的叫法不一樣,南方叫“開粗”;東北叫“拉荒”。
1894
模具設計UG編程教學 ??? 3年前
12條CNC加工經驗總結,什么才是CNC加工?
4、夾具要開暢,其定位、夾緊機構不能影響cnc加工中的走刀(如產生碰撞),碰到此類情況時,可采用用虎鉗或加底板抽螺絲的方式裝夾。 四、如何確定對刀點比較合理?工件坐標系與編程坐標系有什么關系?
2060
數控編程網 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
