



五金沖壓加工常見的外觀缺陷 
五金沖壓件生產廠家,在日常的沖壓生產過程中,沖壓件的外觀會出現一些缺陷。沖壓件所需的沖壓工序不同,產生的外觀缺陷也各有不同。今天小編就為大家介紹下常用到的幾種沖壓工序常見的外觀缺陷。 1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點。
2104
東一金屬 ??? 3年前
三坐標測量機橋式穩定結構高效檢測汽車沖壓件缺陷 
對于汽車沖壓件缺陷的檢測,一般用檢具、鋼直尺、塞尺及面差表等測量器具,就可以對沖壓件的料邊尺寸、型面尺寸、孔徑及孔位等進行測量,同時結合產品的數模,可確認沖壓件的尺寸狀況。但這種人工測量如檢驗員的測量手法、裝夾順序等人為操作會對測量結果有一定的影響。而利用三坐標觸發、掃描和非接觸式探測系統,能準確測量零件的孔位、型面尺寸等,完成各種汽車零部件幾何量測量與品質控制。
2071
深圳市中圖儀器股份有限公司 ??? 3年前
中錳抗磨球墨鑄鐵件三類常見缺陷原因與防止方法 
生產中錳抗磨球墨鑄鐵件時,除常見的一般(包括球化處理方面的)外,屬于中錳抗磨球墨鑄鐵件特有的一些缺陷及其原因分析與防止方法可參見如下。
2464
鑄造工程師 ??? 4年前
沖壓拉伸件的缺陷及其預防措施 
生產過程中建立起嚴格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產,同時加強巡檢,當發生意外時要及時處理;E. 堅持文明生產制度,如工件和坯件的傳送一定要用合適的工位器具,否則會壓傷和擦傷工件表面影響到工件的表面質量;F. 在沖壓過程中要保證模具腔內的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1929
模具設計UG編程教學 ??? 3年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓件成形過程中常見的質量問題主要有起皺、開裂、回彈、塌陷等缺陷。以上問題占沖壓件質量整改的85%以上,模具的反復修改、維修造成模具使用壽命降低,停機時間劇增,產品的返工甚至報廢導致的生產成本增加、生產周期增加。因此在鈑金沖壓工藝設計階段利用沖壓工藝仿真軟件可以對設計的工藝方案進行虛擬試錯,從而減少或避免沖壓缺陷問題,有效的減少試錯次數、模具修模次數,減少試制時間周期,提升工藝開發效率。
4797 4
海克斯康設計與仿真 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
鈑金沖壓件成形過程中常見的質量問題主要有起皺、開裂、回彈、塌陷等缺陷。以上問題占沖壓件質量整改的85%以上,模具的反復修改、維修造成模具使用壽命降低,停機時間劇增,產品的返工甚至報廢導致的生產成本增加、生產周期增加。因此在鈑金沖壓工藝設計階段利用沖壓工藝仿真軟件可以對設計的工藝方案進行虛擬試錯,從而減少或避免沖壓缺陷問題,有效的減少試錯次數、模具修模次數,減少試制時間周期,提升工藝開發效率。
3806 1 1
仿真客 ??? 3年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
對策原材料必須與規定的技術條件相符合;對于工藝規程中所規定的各個環節應全面的嚴格的遵守;所使用的壓力機和沖模等工裝設備,應保證在正常的工作狀態下工作;生產過程中建立起嚴格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產,同時加強巡檢,當發生意外時要及時處理;在沖壓過程中要保證模具腔內的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1969
模具設計UG編程教學 ??? 4年前
鈑金件常用材料,表面處理及缺陷總結 
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質量應該是很重要的了,這里根據自己經驗的積累,對容易出現的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導致。 3、銹蝕:防護不當導致產品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5059 4
機械工程師 ??? 2年前
沖壓質量模板匹配視覺檢測技術應用 
沖壓生產過程中,人工抽檢的質量檢查方式已經不能適應高速的沖壓生產節拍,具有很高的漏檢和批量不良風險。通過計算機視覺和圖像處理技術,開發沖壓件質量在線視覺檢測系統,可提高沖壓件質量檢查效率,降低人員勞動負荷。
2224
FMMM ??? 4年前
二次拉延消除發蓋外板滑移線缺陷 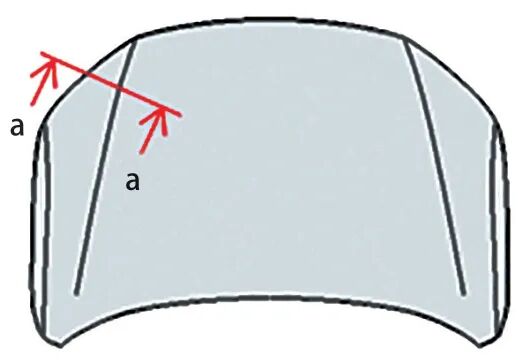
文/邢巍,梁峰源,蔡健·廣州廣汽荻原模具沖壓有限公司汽車市場競爭日益激烈,為了迎合消費者的審美需求,汽車外覆蓋件的產品造型設計多通過棱線來凸顯不同的視覺美觀效果。由于產品存在尖銳凸出的棱線,滑移線缺陷已經成為沖壓制造過程中常見的外觀缺陷。當滑移線缺陷問題遺留到模具制造現場,由于現有工藝的局限性,現場能消除滑移線缺陷的手段就非常有限,并且耗時長效果不大,甚至會影響整個模具開發的進度。
2852 1 2
金屬加工前沿 ??? 3年前
汽車側圍加強板一體式門環結構的應用 
一體式門環的零件質量一體式門環常見質量缺陷 一體式門環常見的質量缺陷主要有起皺、缺料、開裂、壓傷、面不平等,圖5是一體式門環常見質量缺陷問題,也是我們在首輪調試生產中的零件狀態,其中,圖示中序號①~⑦為起皺,序號⑧為壓傷,序號⑨為面不平,序號⑩為開裂,序號?為缺料。
3812 2
FMMM ??? 3年前
鈑金件常用材料,表面處理及缺陷總結
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質量應該是很重要的了,這里根據自己經驗的積累,對容易出現的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導致。 3、銹蝕:防護不當導致產品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5055 4 1
機械工程師 ??? 2年前
車身覆蓋件修邊模正側交刀結構研究 
正側交刀結構分析車身覆蓋件是復雜的三維曲面結構,許多產品修邊時不可能四周全部一次正修。為規避鈍口和銳口,就需要采用側修,圖2 為某發罩外板正側交刀下模結構。如果維持現狀,則模具不可順利交付。如果交付,一定是讓步接收。最痛苦的將是沖壓件永遠帶毛刺。因為,此缺陷不屬于長周期質量培育能夠解決的范疇,與鉗工水平高低無關。如果在模具實體基礎上改造,成本很高。
2768
FMMM ??? 4年前
熱沖壓成形模具設計要點 
而且一旦按照不合理的冷卻管路進行模具加工,產生的制件質量缺陷絕無可能通過設備和工藝參數優化進行解決,其后果必然是導致模具報廢。 在熱成形工藝設計過程中,采用試錯法已完全不能滿足正常設計需求 ,熱沖壓成形FEA可實現的工藝缺陷的預判和進行工藝優化。
3440 1
金屬加工前沿 ??? 3年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求
為了減輕或消除表面缺陷也可以運用歐式壓合。圖 3 歐式壓合包邊工藝 鋁合金沖壓板材輥邊特點 鋁件壓合設備的底模和鑲塊,用 800~1200# 的砂紙,定期對底模和鑲塊進行拋光保養,保證表面不會有鋁屑。鋁件輥邊造成缺陷的各種原因 鋁件輥邊造成缺陷的各種原因,如表 2 所示。
2447 5
金屬加工前沿 ??? 3年前
Autoform在拉延筋快速修磨中的應用 附Autoform+材料庫下載 
沖壓拉延工序常見缺陷及原因分析大型外覆蓋沖壓件拉延工序成形形狀很復雜,通常延周成形深度較大,內部存在較多造型、加強筋等,由于成形面積大、成形深度不同,內部型面很大程度上依賴于材料塑性變形,對材料成形性能有較高要求。此外,由于成形深度深、形狀復雜,容易出現制件翹曲變形、表面擦(拉)傷、拉裂及褶皺等質量缺陷。2.
2285
陀飛輪啊 ??? 4年前
為什么說鋁沖壓和液壓成型工藝是未來發展趨勢 
人力資源作為沖壓生產成本的主要組成部分,將來大部分會被機器所替代,但目前來說是無法做到的,尤其是檢驗、維修、返修等相對技術要求較高的人員。相對于鋼板生產來說,由于鋁合金可塑性好的特性,出現產品缺陷的幾率高,所需要的檢驗、返修人員也多,項目初期,側圍等重難點件的返修率幾乎高達100%。
2234
機械學霸 ??? 3年前
側圍外板尾燈口暗坑優化方法研究 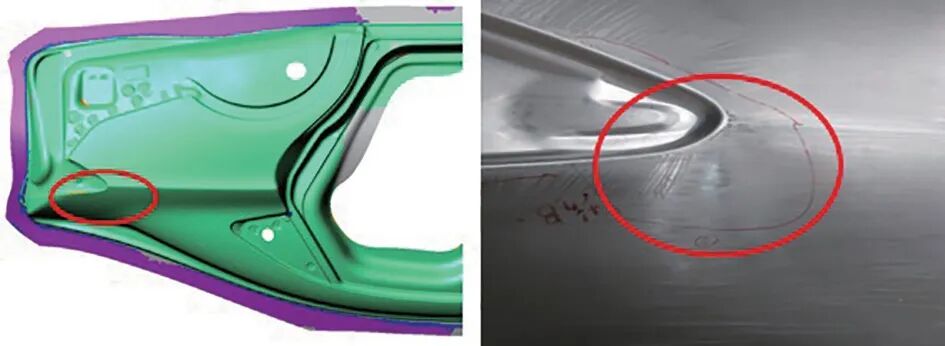
\\#廣告 文/賈文彬,盧智威,趙鋒,牛恒仁,賈曉峰·中國第一汽車集團有限公司 側圍外板尾燈口暗坑缺陷在車身覆蓋件缺陷中屬于一種工藝缺陷,暗坑缺陷嚴重程度取決于造型的復雜程度。隨著國內汽車多曲率的曲線造型設計不斷增加,特征角度變化越多,側圍外板尾燈口暗坑缺陷越嚴重,致使沖壓件表面質量降低,嚴重影響整車美觀度。
2029 1 1
金屬加工前沿 ??? 3年前
汽車沖壓生產車間工藝概述
外覆蓋件(尤其是轎車的外覆蓋件)表面不允許有波紋、皺紋、凹痕、劃傷、擦傷、壓痕等缺陷,棱線應清晰、平直、曲面應圓滑、過渡均勻。3. 剛性好。覆蓋件在成形過程中,材料應有足夠的塑性變形,以保證零件具有足夠的剛性。4. 良好的工藝性。覆蓋件應具有良好的沖壓工藝性能和焊接工藝性能,以降低沖壓和焊裝的生產成本。沖壓工藝性,主要是看各工序,特別是拉深工序能否順利進行、能否穩定生產。
2805 1
金屬加工前沿 ??? 3年前
沖壓模具常見工藝問題解決方法 
加料側切、改變沖壓方向、做預儲料、凸模高過壓邊圈、邊緣開裂可以開裂以外地方加一條帶狀封閉特征讓其拉住或拉斷來減緩開裂;常見機械手或單工序模具生產工過中,工序件或產品浮升運動時不穩定,又沒孔或做不了外形定位,改善方法: 可在浮動裝置上加磁鐵。
3240 3 1
金屬加工前沿 ??? 3年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
