



熱輔助切削涂層刀具新發(fā)現(xiàn) 

實(shí)驗(yàn)結(jié)果表明,涂層刀具可顯著降低刀具基體溫度 35 - 45% 及切削力 5 - 12%;其中 Al?O? 涂層降溫效果最優(yōu),TiCN 涂層在 600℃ 時(shí)耐磨性最佳(磨損深度減少 11.6%)。有限元分析揭示高溫軟化導(dǎo)致接觸面積減少,進(jìn)而降低熱傳遞效率的作用機(jī)制。研究成果為切削工藝優(yōu)化提供數(shù)據(jù)支撐,對(duì)推動(dòng)制造業(yè)碳中和具有重要意義。
領(lǐng)航科工-專業(yè)切削仿真 ??? 5月前
刀具涂層切削仿真-領(lǐng)航科工abaqus 
刀具涂層切削仿真-領(lǐng)航科工abaqus
1618 1
領(lǐng)航科工-專業(yè)切削仿真 ??? 5年前
刀具銷售很少知道的立銑刀原理 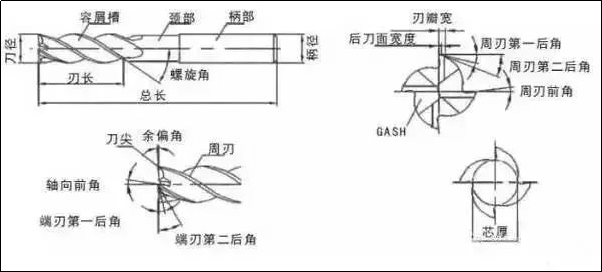
以前常用的是高速鋼整體立銑刀,而現(xiàn)在隨著涂層技術(shù)與刀具材料技術(shù)的進(jìn)步,涂層硬質(zhì)合金整體立銑刀與可轉(zhuǎn)位立銑刀逐漸普及,廣泛應(yīng)用在模具加工、高硬度材料加工等領(lǐng)域。1. 立銑刀各部分的名稱:螺旋角:立銑刀的螺旋角越大工件與刀刃的接觸線越長(zhǎng)施加到單位長(zhǎng)度的刀刃上的負(fù)荷就會(huì)越小,從而有利于延長(zhǎng)刀具壽命。
2059
數(shù)控編程網(wǎng) ??? 3年前
CNC石墨加工技術(shù)的應(yīng)用與發(fā)展 
刀線問題1)刀具問題:建議盡量使用高質(zhì)量刀具。目前刀具材質(zhì)以及涂層配方,多進(jìn)口為宜。國(guó)內(nèi)刀具的材質(zhì)和涂層還在繼續(xù)深入研究當(dāng)中。2)后處理:配合數(shù)控系統(tǒng)的專用后處理程序。 2. 暗紋問題機(jī)床、刀具等都會(huì)影響精度,產(chǎn)生暗紋。1)系統(tǒng)問題:系統(tǒng)設(shè)置需調(diào)整,選擇“高精修”模式,配合系統(tǒng)專用后處理;2)走刀方式:建議最好兩軸同時(shí)移動(dòng),而非三軸同時(shí)移動(dòng)。
1913
汽車零部件模具與注塑 ??? 4年前
都說鏜孔難,鏜孔為什么難? 
一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點(diǎn)應(yīng)予以考慮,特別是在長(zhǎng)刀具懸伸和加工小孔時(shí)。刀片的后刀面磨損(VB)將改變刀具相對(duì)孔壁的后角,并且,這還可能會(huì)成為影響加工過程切削作用的根源。5、切屑的有效排出:內(nèi)孔車削加工中,排屑對(duì)于加工效果和安全性能的影響也非常重要,特別是在加工深孔和盲孔時(shí)尤為如此。
2590 1
數(shù)控編程網(wǎng) ??? 3年前
用Python控制Comsol自動(dòng)運(yùn)行方法(三):構(gòu)建并訓(xùn)練深度神經(jīng)網(wǎng)絡(luò)代理模型 
操作步驟如下:1.用Comsol創(chuàng)建一個(gè)1D鋰電池模型2.在pyhon中連接并加載上述模型3.定義四個(gè)特征參數(shù)的空間范圍,并在該范圍內(nèi)利用LHS生成300個(gè)組設(shè)計(jì)參數(shù)四個(gè)特征參數(shù)分別是C_rate(放電倍率)、L_pos(正極涂層厚度)、epss_neg(負(fù)極活性物質(zhì)體積分?jǐn)?shù))和epss_pos(正極活性物質(zhì)體積分?jǐn)?shù))。
3979
鋰電芯動(dòng) ??? 11月前
如何模擬粗糙表面的光學(xué)特性 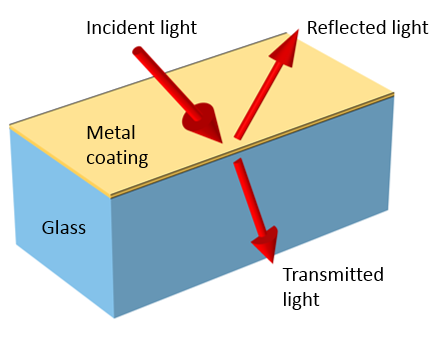
本文來自: COMSOL 博客
2809 1 3
我是小能 ??? 3年前
CNC加工振動(dòng)問題的原因和對(duì)策
剛性差的夾具: 1)評(píng)估切削力的方向,提供足夠的支撐或改進(jìn)夾具 2)通過減少切深ap來降低切削力 3)選擇具有更鋒利切削刃的疏齒和不等齒距銑刀 4)選擇具有小刀尖圓弧半徑和小平行刃帶的槽型 5)選擇細(xì)晶粒無涂層刀片或薄涂層刀片6)避免在工件受到的支撐不足以抵抗切削力的情況下進(jìn)行加工軸向剛性差的工件 1)考慮使用具有正前角槽型的方肩銑刀
2013
數(shù)控編程教學(xué) ??? 4年前
絲錐為什么又?jǐn)嗔耍渴琴|(zhì)量問題還是技術(shù)問題? 
1、絲錐品質(zhì)不好 主要材料,數(shù)控刀具設(shè)計(jì),熱處理情況,加工精度,涂層質(zhì)量等等。例如,絲錐截面過渡處尺寸差別太大或沒有設(shè)計(jì)過渡圓角導(dǎo)致應(yīng)力集中,使用時(shí)易在應(yīng)力集中處發(fā)生斷裂。柄、刃交界處的截面過渡處離焊口距離太近,導(dǎo)致復(fù)雜的焊接應(yīng)力與截面過渡處的應(yīng)力集中相迭加,產(chǎn)生較大的應(yīng)力集中,導(dǎo)致絲錐在使用中斷裂。例如,熱處理工藝不當(dāng)。
1812
數(shù)控編程網(wǎng) ??? 3年前
為什么鈦合金是一種難加工材料? 
當(dāng)積屑瘤從刀刃上剝離時(shí),將刀片的硬質(zhì)合金涂層帶走,因此,鈦合金加工需要特殊的刀片材料和幾何形狀。4. 適合鈦加工的刀具結(jié)構(gòu)鈦合金加工的焦點(diǎn)是熱,大量高壓切削液要及時(shí)準(zhǔn)確地噴射到切削刃上,才能夠快速地將熱量移除。市場(chǎng)上有專門用于鈦合金加工的銑刀獨(dú)特結(jié)構(gòu)。
2679
機(jī)械學(xué)霸 ??? 4年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):倒角篇 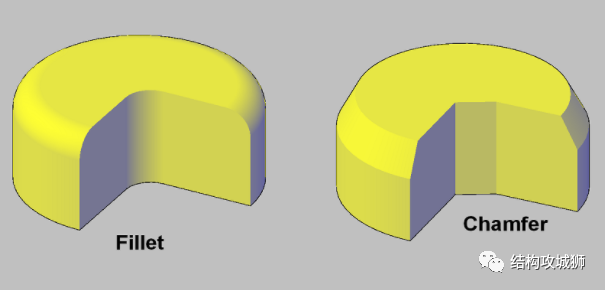
2、涂層覆蓋圓角比斜角更容易被涂層覆蓋。這是因?yàn)閳A角與相鄰面緩慢過渡并相切連接,與斜角的棱邊相比,圓角提高零件粘附更厚、更均勻的涂層。4、應(yīng)力集中如果設(shè)計(jì)目標(biāo)是為了降低應(yīng)力集中,則圓角是更好的選擇,這是因?yàn)橥怀叽绲膱A角比斜角具有更大的表面分擔(dān)應(yīng)力。5、孔或銷無論是螺孔、定位孔、定位銷,孔或銷的邊緣倒斜角是一個(gè)更好的選擇。
9777 3
結(jié)構(gòu)攻城獅 ??? 3年前
都說鏜孔難,鏜孔為什么難? 
一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點(diǎn)應(yīng)予以考慮,特別是在長(zhǎng)刀具懸伸和加工小孔時(shí)。刀片的后刀面磨損(VB)將改變刀具相對(duì)孔壁的后角,并且,這還可能會(huì)成為影響加工過程切削作用的根源。
2345
數(shù)控編程教學(xué) ??? 3年前
金屬切削過程宏觀和微觀尺度有限元仿真進(jìn)展 
圖9 微銑削中切削條件對(duì)切削力影響的有限元模型c)刀具刃口半徑、刀具磨損、刀具涂層和微觀尺度材料均勻性等對(duì)于微銑削質(zhì)量的影響不可忽略。d)比較J-C模型和加入應(yīng)變軟化效應(yīng)的改進(jìn)J-C模型,改進(jìn)J-C模型的殘余應(yīng)力有限元仿真結(jié)果更接近實(shí)驗(yàn)結(jié)果,證明了本構(gòu)模型對(duì)殘余應(yīng)力仿真結(jié)果的影響。
5683 7 1
小白Johnny ??? 2年前
在 COMSOL 中模擬黏彈性流體 
2020 年,聚合物流動(dòng)模塊隨著 COMSOL Multiphysics? 軟件 5.6 版本一起發(fā)布,包括黏彈性流體模型。我們可以使用這些模型來解釋流體的彈性并預(yù)測(cè)其施加的力、涂層的均勻性和模具填充程度。
3002 4 2
我是小能 ??? 3年前
高速銑加工的那些錯(cuò)誤觀念,看完終于明白了! 
選擇刀具的標(biāo)準(zhǔn): 1)直徑(根據(jù)工件幾何尺寸、精度) 2)類型(粗加工、精加工、開槽、3D輪廓、邊緣加工…) 3)形狀(球刀、圓鼻刀、多刃銑刀 ..) 4)材料(高速鋼、硬質(zhì)合金、金屬陶瓷、金剛石、立方氮化硼CBN) 5)刀具涂層 (TiN、TiCN、TiAlN …) 6)品質(zhì)(徑向跳動(dòng),形狀精度, 動(dòng)平衡, 剛性) (2)高速主軸
2134
數(shù)控編程教學(xué) ??? 4年前
同軸送粉TIG熔覆過程數(shù)值模擬與試驗(yàn)研究 
關(guān)鍵詞:TIG熔覆;同軸送粉;COMSOL軟件;數(shù)值模擬;顯微組織;在現(xiàn)代工業(yè)生產(chǎn)中,金屬件表面經(jīng)常會(huì)出現(xiàn)磨蝕、磨損等現(xiàn)象,嚴(yán)重影響機(jī)械設(shè)備的性能和壽命[1]。因此,提高金屬件表面的耐磨性成為迫切需要解決的問題。焊接熔覆通過在受損部位表面熔覆一層硬度高、耐磨性好的涂層,重新形成新的表面,從而修復(fù)和改善機(jī)械設(shè)備的表面性能[2,3,4]。
2742 2
學(xué)時(shí)習(xí) ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗(yàn)證 
羅正川[2]等使用硬質(zhì)合金刀具切削鎢基合金時(shí),刀具磨損極為迅速,導(dǎo)致硬質(zhì)合金刀具失效的主要磨損形式是在主后刀面和副后刀面交會(huì)處出現(xiàn)的三角形磨損區(qū)。刀具磨損的主要原因是硬質(zhì)點(diǎn)引起的機(jī)械磨損,而硬質(zhì)合金中粘結(jié)劑鈷的擴(kuò)散則加速了刀具的磨損。葉毅[3]等在切削鎢基合金時(shí),發(fā)現(xiàn)細(xì)晶粒或超細(xì)晶粒及表面有耐磨涂層的WC基硬質(zhì)合金刀具壽命較短,因此使用WC基硬質(zhì)合金對(duì)鎢及其合金進(jìn)行切削加工是不經(jīng)濟(jì)的。
4329 3 1
CAEer吳皓 ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數(shù)優(yōu)化仿真及驗(yàn)證 
羅正川[2]等使用硬質(zhì)合金刀具切削鎢基合金時(shí),刀具磨損極為迅速,導(dǎo)致硬質(zhì)合金刀具失效的主要磨損形式是在主后刀面和副后刀面交會(huì)處出現(xiàn)的三角形磨損區(qū)。刀具磨損的主要原因是硬質(zhì)點(diǎn)引起的機(jī)械磨損,而硬質(zhì)合金中粘結(jié)劑鈷的擴(kuò)散則加速了刀具的磨損。葉毅[3]等在切削鎢基合金時(shí),發(fā)現(xiàn)細(xì)晶粒或超細(xì)晶粒及表面有耐磨涂層的WC基硬質(zhì)合金刀具壽命較短,因此使用WC基硬質(zhì)合金對(duì)鎢及其合金進(jìn)行切削加工是不經(jīng)濟(jì)的。
4289 5
仿真客 ??? 2年前
陶瓷CNC加工:精密與性能的終極指南 
特種陶瓷的硬度通常超過 1500 HV(維氏硬度),比標(biāo)準(zhǔn)硬質(zhì)合金刀具還要硬。為了有效地加工這些材料,我們采用:金剛石涂層刀具: 只有金剛石足夠硬,可以在不快速磨損的情況下高效切削陶瓷。高速主軸: 轉(zhuǎn)速通常超過 30,000 RPM,以最小化切削力并降低微裂紋風(fēng)險(xiǎn)。充分冷卻: 控制熱量至關(guān)重要。局部加熱會(huì)導(dǎo)致熱沖擊,瞬間震碎工件。
2341
2103707493 ??? 2月前
12條CNC加工經(jīng)驗(yàn)總結(jié),什么才是CNC加工?
1、切削用量有三大要素:切削深度,主軸轉(zhuǎn)速和進(jìn)給速度.切削用量的選擇總體原則是:少切削,快進(jìn)給(即切削深度小,進(jìn)給速度快) 2、按材料分類,刀具一般分為普通硬質(zhì)白鋼刀(材料為高速鋼),涂層刀具(如鍍鈦等),合金刀具(如鎢鋼,氮化硼刀具等)。 如果你想從cnc加工操機(jī)人員轉(zhuǎn)做編程人員,以上這些是必須知道的哦,除了以上,你覺得還有什么也是需要知道的呢?
2059
數(shù)控編程網(wǎng) ??? 3年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
