



40個機械模具行業(yè),鉗工類面試、筆試及現(xiàn)場問題解釋全在這
滾彎圓筒時可能出現(xiàn)的缺陷有歪扭,曲率不等,曲率過大,中間鼓形等。
1897
UG模具設(shè)計材料 ??? 4年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質(zhì)、拉深的高度、拉深的階梯數(shù)以及拉深的直徑、料厚等條件決定了拉深件的工序數(shù),不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩(wěn)定性就需要增加工序數(shù)目,來確保沖壓件的質(zhì)量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉(zhuǎn)移變形區(qū)等。
2176
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
六、材料的性質(zhì)、拉深的高度、拉深的階梯數(shù)以及拉深的直徑、料厚等條件決定了拉深件的工序數(shù),不過還得進行拉深工藝計算才能確定。如果拉深件的圓角半徑比較小或尺寸精度要求較高時,就要在拉深完再加一道整形工序。七、我們要提高沖壓工藝的穩(wěn)定性就需要增加工序數(shù)目,來確保沖壓件的質(zhì)量。比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉(zhuǎn)移變形區(qū)等。
1901
模具設(shè)計UG編程教學 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
拉深工藝分類1)按壁厚變化情況分:① 一般拉深(工件壁厚不變)② 變薄拉深(工件壁厚變薄)2)按使用的毛坯的形狀分:① 第一次拉深(使用平板毛坯)② 以后的各次拉深(以開口空心件為毛坯)3)拉深變形過程:4)拉深過程中毛坯各部分變化 :① 平面凸緣部分(主要變形區(qū))② 凹模圓角部分(過渡區(qū))③筒壁部分(變形區(qū))④ 凸模圓角部分(過渡區(qū))
5978 2
金屬加工前沿 ??? 3年前
沖壓模具常見工藝問題解決方法 
(1)翻孔高度有特殊要求: 單獨加鈍高度工序 (2)翻異形孔R角處開裂: 先打臺階,同時在角部臺階處加包做造型,用來預儲料,再切邊+壓毛刺+翻邊; (3)大圓孔或異形孔翻邊高度不夠: 做多次拉深用來儲料
3242 3 1
金屬加工前沿 ??? 3年前
液壓成形,一種新的先進制造技術(shù) 
④可以在減少模具和無模具的情況下,加工出復雜曲面的汽車板料成形工件,把傳統(tǒng)剛性成形工藝的多次拉伸成形工藝改變成為一次性的柔性成形,提高成形件的表面精度和內(nèi)在強度,能夠節(jié)約大量的模具設(shè)計、制造、調(diào)試的人力、物力和時間,尤其在多品種小批量的大型板材成形生產(chǎn)中,能克服費用和時間的限制.使產(chǎn)品更新?lián)Q代越來越快。
3804 10 4
鑄造工程師 ??? 3年前
二次拉延消除發(fā)蓋外板滑移線缺陷 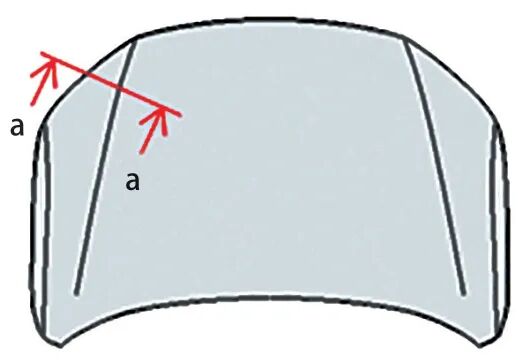
文/邢巍,梁峰源,蔡健·廣州廣汽荻原模具沖壓有限公司汽車市場競爭日益激烈,為了迎合消費者的審美需求,汽車外覆蓋件的產(chǎn)品造型設(shè)計多通過棱線來凸顯不同的視覺美觀效果。由于產(chǎn)品存在尖銳凸出的棱線,滑移線缺陷已經(jīng)成為沖壓制造過程中常見的外觀缺陷。當滑移線缺陷問題遺留到模具制造現(xiàn)場,由于現(xiàn)有工藝的局限性,現(xiàn)場能消除滑移線缺陷的手段就非常有限,并且耗時長效果不大,甚至會影響整個模具開發(fā)的進度。
2854 1 2
金屬加工前沿 ??? 3年前
壓力容器基本結(jié)構(gòu)及制造過程 
對于因檢修或更換內(nèi)件的原因而需要多次開啟的容器,封頭和筒體的連接應(yīng)采用可拆式的,此時在封頭和筒體之間就必須要有一個密封裝置。
6889 3
機械工程師 ??? 2年前
基于AutoForm的汽車頂蓋沖壓回彈補償研究 附AutoForm鈑金沖壓成形分析從入門到精通下載 
(3)對于幾何補償,補償結(jié)果不是要控制在尺寸公差范圍,而是要結(jié)合項目經(jīng)驗與零件特點,通過多次嘗試以獲得最佳補償量。 下載地址:AutoForm鈑金沖壓成形分析從入門到精通
2973 1
keyong2025 ??? 3年前
掌握拉伸系數(shù)、吃透參數(shù),學會選材,拉伸模成功了一大半 
都是我創(chuàng)作的動力,期待你的加入拉伸模具,尤其是深拉伸、多次拉伸模,很多設(shè)計師不愿意做,很多非專業(yè)設(shè)計拉伸模的模具廠都不愿意接單。因為拉伸模一般來說不可能完全按照理論來走,很多東西理論是對的就是搞不出來,需要試模多次,花費大量時間調(diào)試模具。
2047
模具設(shè)計UG編程教學 ??? 3年前
可制造性評估(DFM) 
找到零件可制造性的關(guān)鍵難點區(qū)域快速響應(yīng)制造報價環(huán)節(jié)找出沖壓難點只需3分鐘3次點擊AI-FORM DFM 功能列表與應(yīng)用■內(nèi)置前端幾何分析的CAE技術(shù)■針對沖壓件幾何模型檢查成形性,包括基于零件幾何的成形難易云圖,針對特征位置的成形難易云圖和成形難易指數(shù)(FDI)云圖■成形難易指數(shù)可直接指導沖壓工序和模具設(shè)計,如對于復雜的拉深零件至少需要幾個拉深工序
2917
C3PChina ??? 3年前
接頭鍛造自動化生產(chǎn)線簡介 
現(xiàn)狀及工藝描述 我司生產(chǎn)的小鍛件產(chǎn)品達到200 多種,每年600萬件左右,每天發(fā)交近50 個品種,而按照零庫存的要求又不能過量生產(chǎn),所以給排產(chǎn)帶來很多困難,每個班頻繁換模,有時一個班要換3 次模具,導致效率低下,而工人按照計件方式掙工資,影響工人的工作積極性,故給各個方面管理都帶來諸多的不利因素。
2435
FMMM ??? 4年前
精沖工藝與旋壓工藝,高技術(shù)含量的制造工藝 
和沖壓相比,旋壓是一種效率較低的加工方式,但是模具簡單,通過編程,能夠生產(chǎn)小批量多品種、形狀復雜,負荷大的受力金屬零部件,而一旦一些類似于封頭的旋壓件的產(chǎn)量巨大,則往往采用開模拉深沖壓的方式來代替提升效率。
2623
模具設(shè)計UG編程教學 ??? 3年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
下面我們先來一張具有炭黑和皺皮特征的消失模鑄件照片一、炭黑缺陷產(chǎn)生的原因及解決方法消失模鑄件缺陷中炭黑是一類常見的缺陷,該類缺陷在鑄鐵件上尤其是球墨鑄鐵件生產(chǎn)中很容易產(chǎn)生。由于造成鑄件炭黑缺陷的因素是多方面的,在生產(chǎn)中企業(yè)應(yīng)該盡可能得控制好所有影響鑄件產(chǎn)生炭黑缺陷的條件,謹防炭黑缺陷影響鑄件整體質(zhì)量。
4894 4 1
鑄造工程師 ??? 2年前
連續(xù)“拉伸”次數(shù)計算、毛坯及工藝料帶確定,深度技術(shù)揭秘 
不過,通常情況下拉伸件在計算拉伸時盡量選擇較大的拉伸系數(shù),因為過小的拉伸系數(shù)會使得材料變形加大,不利于后續(xù)拉伸。對于連續(xù)模拉伸件工藝設(shè)計中的具體選擇帶料形式,常見有兩種不同的方案,但其使用范圍相差較大。選擇需仔細甄別,如下:上無工藝切口、下有工藝切口帶料連續(xù)拉深的分類和應(yīng)用拉伸凸、凹模結(jié)構(gòu)參數(shù)設(shè)定圓弧大小取值原則首次拉伸時,因為材料拉動較大,盡量使用相對大的R為好。
2629
模具設(shè)計UG編程教學 ??? 3年前
【機械設(shè)計】新人設(shè)計易錯點17個:大神實際工作總結(jié) 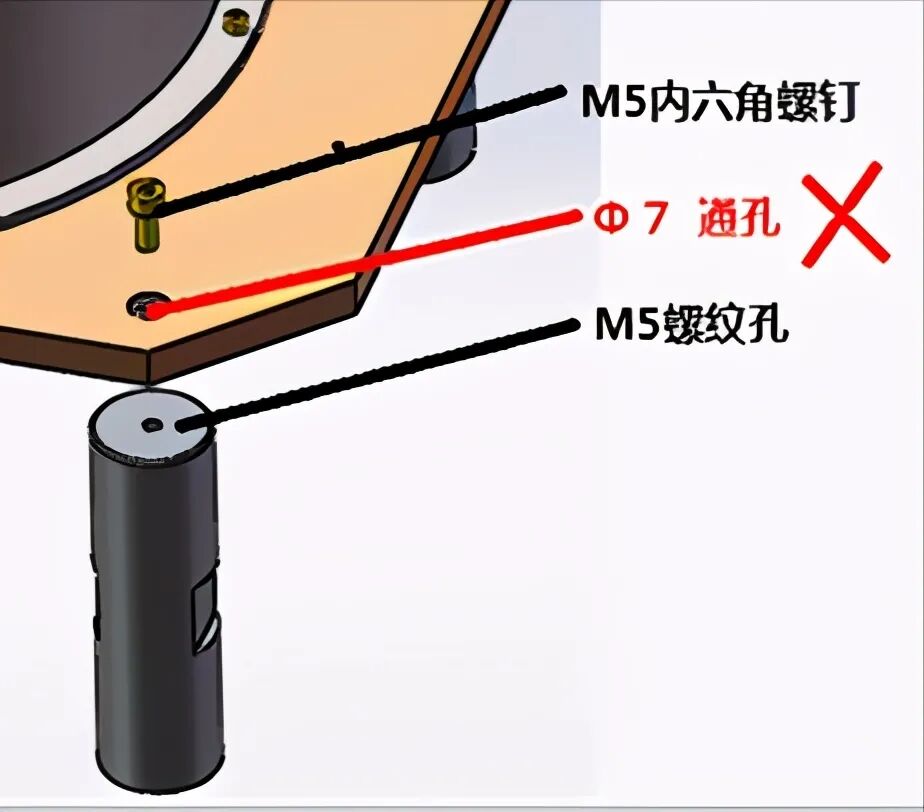
1.兩相互連接的零件通孔和螺紋孔不匹配;例如:裝配時需要二次加工擴螺紋孔并更換螺釘裝配時需要二次加工擴通孔處理推薦使用螺紋間隙孔來設(shè)計2.忽略外購件的參數(shù);例如:注:M14標注表示為普通粗牙螺紋,其螺距為2,因此裝配時螺紋與外購件不匹配,此案例最終導致設(shè)計的連接件報廢。
2955 6
機械工程師 ??? 3年前
新人設(shè)計易錯點17個:大神實際工作總結(jié) 
1.兩相互連接的零件通孔和螺紋孔不匹配;例如:裝配時需要二次加工擴螺紋孔并更換螺釘 裝配時需要二次加工擴通孔處理推薦使用螺紋間隙孔來設(shè)計2.忽略外購件的參數(shù);例如:注:M14標注表示為普通粗牙螺紋,其螺距為2,因此裝配時螺紋與外購件不匹配,此案例最終導致設(shè)計的連接件報廢。
2067 1
非標機械論壇 ??? 4年前
【專業(yè)知識】最全的沖壓工藝與產(chǎn)品設(shè)計知識大匯總 
沖裁:指用模具沿沿一定的曲線或直線沖切板料(包括以下幾類)整修是對沖裁件的斷面部分進行再加工的分離加工方法,整修變形是一種切削機理,其工件的尺寸精度和斷面質(zhì)量比沖裁件好。3.成型工序的類別成型工序較多,包括:彎曲、拉深、翻邊、脹形和擠壓工藝等。
3106 1
機械工程師 ??? 3年前
基于XFlow的復合材料熱壓罐成型過程的溫度場模擬 
結(jié)果表明:升溫階段,模具迎風端的溫度高,最高點在迎風端的邊角處,溫度最低處集中在背風端,溫度呈階梯狀分布,溫差逐漸增大;保溫階段,溫度分布比較均勻,溫差隨時間持續(xù)減小;降溫階段,趨勢與升溫過程相反,背風端溫度最高,迎風端溫度最低,溫度呈階梯狀分布,溫差不斷增大。升溫時溫度分布呈階梯狀的原因主要是:模具型面的熱量主要來自于流經(jīng)上表面流體的對流換熱和底部支撐框格的熱傳導[10]。
4612 5 2
CFD流體分析 ??? 4年前
一文快速了解塔設(shè)備的基礎(chǔ)知識和內(nèi)部構(gòu)造 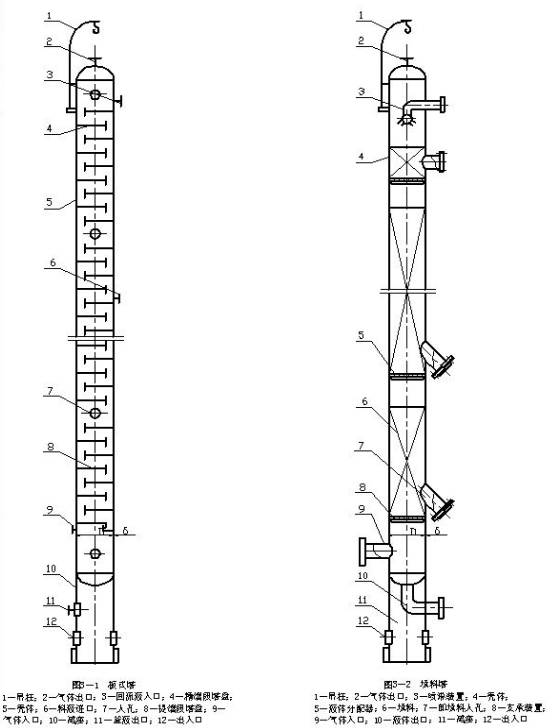
(2)分塊式塔盤直徑較大的板式塔,為便于制造、安裝、檢修,可將塔盤板分成數(shù)塊,通過人孔送入塔內(nèi),裝在焊于塔體內(nèi)壁的塔盤支承件上。分塊式塔盤的塔體,通常為焊制整體圓筒,不分塔節(jié)。
7124
化工設(shè)備人 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
