



車床刀座到主軸中心線調(diào)整 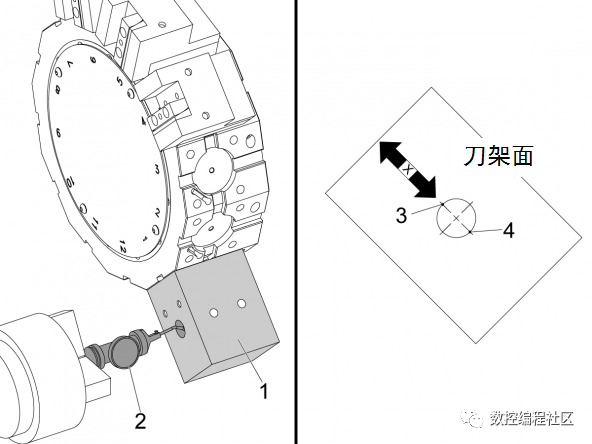
1、刀座到主軸中心線檢查此過程假定您完成 ST、DS - 現(xiàn)場服務(wù)車床調(diào)平和校準(zhǔn)檢查表中主軸中心線之前的步驟。如果沒有,請立即執(zhí)行此操作,以確保不會導(dǎo)致其他組件可能未校準(zhǔn)的錯誤。始終從基礎(chǔ)開始,然后繼續(xù)操作。
4654 1
數(shù)控編程網(wǎng) ??? 2年前
數(shù)控加工中心加工螺紋的三種方法
三、挑扣加工法挑扣加工法適用于箱體類零件上大螺紋孔的加工,或是沒有絲錐和螺紋銑刀的情況下采用此法,在鏜刀桿上安裝螺紋車刀,進(jìn)行鏜削螺紋。
2096
數(shù)控編程網(wǎng) ??? 4年前
數(shù)控車床的基本部件 
這兩種都是CNC數(shù)控車床。目前市面上絕大多數(shù)的CNC數(shù)控機(jī)床總體上包含以下四個部分:機(jī)床主體、控制部分、驅(qū)動裝置以及輔助裝置。 一、機(jī)床主體機(jī)床主體是數(shù)控車床的機(jī)械部件,主要包括床身、底座、立柱、橫梁、滑座、工作臺、主軸箱、進(jìn)給機(jī)構(gòu)、刀架及自動換刀裝置等。它是在數(shù)控機(jī)床上自動地完成各種切削加工的機(jī)械部分。采用具有高剛度、高抗震性及較小熱變形的機(jī)床新結(jié)構(gòu)。
2293
2103707493 ??? 2年前
數(shù)控加工中心加工螺紋的三種方法
三、挑扣加工法挑扣加工法適用于箱體類零件上大螺紋孔的加工,或是沒有絲錐和螺紋銑刀的情況下采用此法,在鏜刀桿上安裝螺紋車刀,進(jìn)行鏜削螺紋。
2129
機(jī)械加工網(wǎng) ??? 4年前
都說鏜孔難,鏜孔為什么難? 
鏜孔是在預(yù)制孔上用切削刀具使之?dāng)U大的一種加工方法,鏜孔工作既可以在鏜床上進(jìn)行,也可以在車床上進(jìn)行。 鏜孔可以分為粗鏜、半精鏜和精鏜。
2346
數(shù)控編程教學(xué) ??? 3年前
數(shù)控車床螺紋編程切削,這下秒懂了!
在數(shù)控車床上可以車削米制、英寸制、模數(shù)和徑節(jié)制四種標(biāo)準(zhǔn)螺紋,無論車削哪一種螺紋,車床主軸與刀具之間必須保持嚴(yán)格的運動關(guān)系: 即主軸每轉(zhuǎn)一轉(zhuǎn)(即工件轉(zhuǎn)一轉(zhuǎn)),刀具應(yīng)均勻地移動一個(工件的)導(dǎo)程的距離。 以下通過對普通螺紋的分析,加強(qiáng)對普通螺紋的了解,以便更好的加工普通螺紋。
2063
數(shù)控編程網(wǎng) ??? 4年前
CNC數(shù)控 | 車床螺紋編程切削 
在數(shù)控車床上可以車削米制、英寸制、模數(shù)和徑節(jié)制四種標(biāo)準(zhǔn)螺紋,無論車削哪一種螺紋,車床主軸與刀具之間必須保持嚴(yán)格的運動關(guān)系:即主軸每轉(zhuǎn)一轉(zhuǎn)(即工件轉(zhuǎn)一轉(zhuǎn)),刀具應(yīng)均勻地移動一個(工件的)導(dǎo)程的距離。以下通過對普通螺紋的分析,加強(qiáng)對普通螺紋的了解,以便更好的加工普通螺紋。
2750
金屬加工前沿 ??? 4年前
CNC數(shù)控加工中心的分類方法 
一、根據(jù)主軸與工作臺的相對位置分類加工中心按主軸與工作臺相對位置可以分為四類,立式&臥式加工中心,龍門&復(fù)合加工中心 這四類加工中心。 其中,主軸是機(jī)床的核心部件之一,是零件加工過程中旋轉(zhuǎn)的軸心,傳遞加工切削力并帶動刀具進(jìn)行加工。主軸通常由電機(jī)、軸承、主軸箱等組成,它的轉(zhuǎn)速和功率直接影響著工件加工的精度和效率。
2599
2103707493 ??? 2年前
車床為何會產(chǎn)生振動?介紹幾種消除措施!
對剛度不足的工件,采用合理的中心架、跟刀架及頂尖等輔助支承來增加工件的剛度。④使用頂尖時,頂尖與頂尖錐孔應(yīng)配合良好,避免頂力太大造成工件彎曲或頂力太小起不到支承作用使工件擺動,并注意尾座套筒懸伸不能過長。⑤機(jī)床主軸軸承間隙直接影響主軸的旋轉(zhuǎn)精度和剛度,使用中如發(fā)現(xiàn)因軸承磨損致使間隙過大剛度不足時,應(yīng)調(diào)整軸承間隙并施加預(yù)緊力,以增大工件系統(tǒng)的剛度消除振動。
1874
數(shù)控編程教學(xué) ??? 4年前
玩轉(zhuǎn)這些,你的編程就入了門! 
其指令書寫格式是: G02/G03 X_Z_R_; (3)輔助功能:用來指定機(jī)床的輔助動作(如機(jī)床的啟停、轉(zhuǎn)向、切削液的開關(guān)、主軸轉(zhuǎn)向、刀具夾緊松開等〕 M00-程序暫停 M01-程序計劃暫停 M02-程序結(jié)束 M03-主軸正轉(zhuǎn)(CW) M04-主軸反轉(zhuǎn)(CCW) M05-主軸停轉(zhuǎn) M06-加工中心換刀 M07
1975
機(jī)械加工網(wǎng) ??? 4年前
車床為何會產(chǎn)生振動?介紹幾種消除措施! 
對剛度不足的工件,采用合理的中心架、跟刀架及頂尖等輔助支承來增加工件的剛度。④使用頂尖時,頂尖與頂尖錐孔應(yīng)配合良好,避免頂力太大造成工件彎曲或頂力太小起不到支承作用使工件擺動,并注意尾座套筒懸伸不能過長。⑤機(jī)床主軸軸承間隙直接影響主軸的旋轉(zhuǎn)精度和剛度,使用中如發(fā)現(xiàn)因軸承磨損致使間隙過大剛度不足時,應(yīng)調(diào)整軸承間隙并施加預(yù)緊力,以增大工件系統(tǒng)的剛度消除振動。
2493
機(jī)械學(xué)霸 ??? 4年前
為什么日本、德國機(jī)床用了十年依然精度良好? 
這方面的誤差就成為該傳動鏈的傳動誤差,如車床在車削螺紋時,主軸每轉(zhuǎn)一轉(zhuǎn),刀架的移動量應(yīng)等干螺紋的導(dǎo)程。但實際上,由于主軸與刀架之間的傳動鏈存在著誤差,使得刀架的實際移距與該誤差就是車床螺紋傳動鏈的傳動誤差。傳動精度由傳動系統(tǒng)的設(shè)計、理想移距存在誤差,傳動件的制造和裝配精度等決定。
2259
數(shù)控編程教學(xué) ??? 4年前
常用數(shù)控機(jī)床系統(tǒng),你都全會嗎? 
3)全功能型的0-C系列 0-TC用于通用車床、自動車床,0-MC用于銑床、鉆床、加工中心,0-GCC用于內(nèi)、外圓磨床,0-GSC用于平面磨床,0-TTC用于雙刀架4軸車床。 4)高性能/價格比的0i系列整體軟件功能包,高速、高精度加工,并具有網(wǎng)絡(luò)功能。
2151 1
機(jī)械加工網(wǎng) ??? 4年前
玩轉(zhuǎn)這些,你的編程就入了門! 
其指令書寫格式是:G02/G03 X_Z_R_;(3)輔助功能:用來指定機(jī)床的輔助動作(如機(jī)床的啟停、轉(zhuǎn)向、切削液的開關(guān)、主軸轉(zhuǎn)向、刀具夾緊松開等〕M00-程序暫停M01-程序計劃暫停M02-程序結(jié)束M03-主軸正轉(zhuǎn)(CW)M04-主軸反轉(zhuǎn)(CCW)M05-主軸停轉(zhuǎn)M06-加工中心換刀M07、M08-冷卻液開M09-冷卻液關(guān)M10-工件夾緊M11-工件松開
2498
數(shù)控編程網(wǎng) ??? 3年前
為什么日本、德國機(jī)床用了十年依然精度良好? 
這方面的誤差就成為該傳動鏈的傳動誤差,如車床在車削螺紋時,主軸每轉(zhuǎn)一轉(zhuǎn),刀架的移動量應(yīng)等干螺紋的導(dǎo)程。但實際上,由于主軸與刀架之間的傳動鏈存在著誤差,使得刀架的實際移距與該誤差就是車床螺紋傳動鏈的傳動誤差。傳動精度由傳動系統(tǒng)的設(shè)計、理想移距存在誤差,傳動件的制造和裝配精度等決定。 學(xué)無止境,沒有最好,只有更好。
1874
模具設(shè)計UG編程教學(xué) ??? 4年前
解決車床“震紋”方法!只需找到問題根源,一步就讓產(chǎn)品油光發(fā)亮! 
10、加工中心機(jī)床導(dǎo)軌松動了其實添加振紋的出現(xiàn)要從源頭避免,盡量在切削工件時避免振動。
2370
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
U鉆:孔加工最常用的刀具之一!
使用U鉆時一定要考慮機(jī)床主軸功率、U鉆裝夾穩(wěn)定性、切削液的壓力和流量,同時控制好U鉆的排屑效果,否則將在很大程度上影響孔的表面粗糙度和尺寸精度。5. 裝夾U鉆時,一定要使U鉆中心與工件中心重合,并垂直于工件表面。6. 使用U鉆時,要根據(jù)不同的零件材料,選擇合適的切削參數(shù)。7. U鉆試切削時,一定不要因小心害怕而隨意減小進(jìn)給量或降低轉(zhuǎn)速,而使U鉆刀片破損或U鉆損壞。8.
2693
數(shù)控編程網(wǎng) ??? 4年前
【米思米工業(yè)產(chǎn)品知識分享】- 數(shù)控機(jī)床操作入門知識大全 
上機(jī)后應(yīng)首先用銼刀或其它工具去除工件上的毛刺;再找到正確的較表位把工件較平;較好表后應(yīng)根據(jù)實際情況用分中棒,刀具或者較表找到工件的中心;再把中心坐標(biāo)數(shù)抄到機(jī)器的工件坐標(biāo)系上。 4、加工:輸入程序開始加工。 5、加工完畢:所輸入的程序加工完成之后機(jī)床Z軸會抬高到一定的高度同時機(jī)床主軸(Z軸)會停止轉(zhuǎn)動,機(jī)床各軸停止運行。
2334
MISUMI米 ??? 3年前
新能源汽車轉(zhuǎn)向系統(tǒng)如何實現(xiàn)自動化精密加工 
生產(chǎn)線共計7臺設(shè)備,采用通用機(jī)床立式加工中心VL1370H、臥式加工中心HM63H、數(shù)控臥式車床HC4060L完成產(chǎn)品加工。整個加工流程具有高穩(wěn)定性、高效率、高精度、自動化程度高。
2146
GUGAO巨高 ??? 2年前
解決車床“震紋”方法!只需找到問題根源,一步就讓產(chǎn)品油光發(fā)亮! 
2、機(jī)器是不是撞機(jī),如果撞機(jī),很容易出現(xiàn)Z軸絲桿、主軸出現(xiàn)效果,這種情況就會出現(xiàn)振紋。3、看一看機(jī)床轉(zhuǎn)速能否屬于合理范圍比較大,同時順序中將轉(zhuǎn)進(jìn)給改爲(wèi)分進(jìn)給試一下。
2192
模具設(shè)計UG編程教學(xué) ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
