



五金沖壓件加工廠經(jīng)常用到的成形模 
在五金沖壓件加工廠,沖壓工序可分為兩大類即分離工序和塑性成形工序。前面介紹過分離工序常用到的模具有哪些,今下面介紹下成形工序常用到的沖壓模具。
2111
東一金屬 ??? 2年前
延長沖壓模具使用壽命的幾點措施 
模具存放時,上下模之間應(yīng)保持一定空隙,以保護(hù)刃口不被損壞。沖壓時,凸模進(jìn)入凹模的深度要控制好,以免磨損加劇。在沖壓實踐中,沖裁,沖壓一段時間后,凹凸模刃口將出現(xiàn)磨損、磨損溝痕現(xiàn)象。如果此時修模,既減小摩擦力阻力、同時預(yù)防磨損溝痕導(dǎo)致的裂紋,還能避免因磨損后凹模與凸模的刃口間隙不均而導(dǎo)致的附加彎矩,延長模具的使用壽命。
2761 6 3
金屬加工前沿 ??? 3年前
沖壓拉伸件的缺陷及其預(yù)防措施 
生產(chǎn)過程中建立起嚴(yán)格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時加強巡檢,當(dāng)發(fā)生意外時要及時處理;E. 堅持文明生產(chǎn)制度,如工件和坯件的傳送一定要用合適的工位器具,否則會壓傷和擦傷工件表面影響到工件的表面質(zhì)量;F. 在沖壓過程中要保證模具腔內(nèi)的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1929
模具設(shè)計UG編程教學(xué) ??? 3年前
老師傅總結(jié):沖壓件常見不良及對策,有你想要的么? 
對策原材料必須與規(guī)定的技術(shù)條件相符合;對于工藝規(guī)程中所規(guī)定的各個環(huán)節(jié)應(yīng)全面的嚴(yán)格的遵守;所使用的壓力機和沖模等工裝設(shè)備,應(yīng)保證在正常的工作狀態(tài)下工作;生產(chǎn)過程中建立起嚴(yán)格的檢驗制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時加強巡檢,當(dāng)發(fā)生意外時要及時處理;在沖壓過程中要保證模具腔內(nèi)的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1969
模具設(shè)計UG編程教學(xué) ??? 4年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
四、對于五金的沖壓件加工,我們的目標(biāo),用最少、最簡單的沖壓件加工,設(shè)計的沖壓件要形狀簡單,結(jié)構(gòu)合理,這樣有利于沖壓的操作,不但可以提高勞動生產(chǎn)率,而且有利于沖壓件加工的組織生產(chǎn)和機械化與自動化生產(chǎn)。五、我們要根據(jù)企業(yè)現(xiàn)有制模能力和沖壓設(shè)備的狀況來確定工序數(shù)。還有制模能力必須確保模具加工以及裝配精度達(dá)到標(biāo)準(zhǔn),不然只能夠增加工序數(shù)。
2174
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
四、對于五金的沖壓件加工,我們的目標(biāo),用最少、最簡單的沖壓件加工,設(shè)計的沖壓件要形狀簡單,結(jié)構(gòu)合理,這樣有利于沖壓的操作,不但可以提高勞動生產(chǎn)率,而且有利于沖壓件加工的組織生產(chǎn)和機械化與自動化生產(chǎn)。五、我們要根據(jù)企業(yè)現(xiàn)有制模能力和沖壓設(shè)備的狀況來確定工序數(shù)。還有制模能力必須確保模具加工以及裝配精度達(dá)到標(biāo)準(zhǔn),不然只能夠增加工序數(shù)。
1900
模具設(shè)計UG編程教學(xué) ??? 3年前
汽車沖壓生產(chǎn)車間工藝概述
凸凹模的形狀、間隙和圓角半徑不僅對沖壓件成形影響極大,而對模具的磨損影響也很大。(1)模具的材料的影響模具的材料性質(zhì)及熱處理質(zhì)量對模具壽命的影響是影響模具壽命諸因素中最重要的因素。(2)模具的熱加工和表面強化的影響(3)模具加工工藝的影響模具加工后模具的表面粗糙度對模具的壽命影響很大,所以要根據(jù)制件情況,合理的選擇加工工藝。
2805 1
金屬加工前沿 ??? 3年前
車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
不共面的交刀結(jié)構(gòu)主要有三個痛點:⑴產(chǎn)品或工序件毛刺大,翼子板正側(cè)交刀結(jié)構(gòu)(圖5);圖5(a)為正側(cè)交刀棱線下部虛空,刃尖易磨損,間隙增大較快。圖5 翼子板正側(cè)交刀結(jié)構(gòu)⑵刃帶強度低,模具交付沖壓廠小批驗證,難以簽字接收;圖2 發(fā)罩外板正側(cè)交刀下模結(jié)構(gòu),局部下刃形成極小的銳角,約40°。
2768
FMMM ??? 4年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
9).在設(shè)計彎曲件的時候,要考慮折彎前材料展開長度(方向)是否有足夠的空間(兩片之間距離>t)拉伸件的沖壓工藝性1)拉深概念利用模具將平板毛坯沖壓成各種開口的空心零件,或?qū)⒁阎瞥傻拈_口空心件壓制成其他形狀和尺寸空心件的一種沖壓加工方法。
5971 2
金屬加工前沿 ??? 3年前
40個機械模具行業(yè),鉗工類面試、筆試及現(xiàn)場問題解釋全在這
11、拉深系數(shù)越怎樣,材料拉深變形程度越大?拉深系數(shù)越小,材料拉深變形程度越大。12、什么叫冷沖壓?在常溫下進(jìn)行的沖壓稱為冷沖壓。打開UC瀏覽器 查看更多精彩圖片13、什么是復(fù)合工序?兩個或以上的不同工序,在壓力機的一次行程中完成,稱為復(fù)合工序。14、什么叫簡單沖裁模?壓力機一次行程中,只完成一個沖裁單一工序的模具類型。
1893
UG模具設(shè)計材料 ??? 4年前
好的轎車首先從沖壓開始 
可以預(yù)見的方面有以下三種:⑴出于成本的考量,行業(yè)主流的量產(chǎn)品牌主機廠還將繼續(xù)采用外表面覆蓋件沖壓加工方式。⑵出于輕量化的考慮,豪華品牌和電動新能源車企在不斷增加鋁材的用量,個別品牌嘗試碳纖維等新材料。⑶新技術(shù)方面。
2462 1
FMMM ??? 4年前
五金沖壓模具間隙實際選用情況說明 
在五金沖壓件加工廠,沖壓模具間隙的選擇需要根據(jù)沖壓件的尺寸與形狀、模具材料和加工方法以及沖壓方法、沖壓速度等因素來對模具的間隙值適當(dāng)進(jìn)行增減。下面帶大家了解下。 在相同沖壓生產(chǎn)條件下,非圓形沖壓件比圓形沖壓件所選擇的模具間隙要大,沖孔比落料間隙大。 沖壓模具的凹模為直壁凹模時比錐口凹模時的間隙大。
2351
東一金屬 ??? 2年前
液壓成形,一種新的先進(jìn)制造技術(shù) 
液壓成形是指利用液體或模具使工件成形的一種塑形加工技術(shù),也稱液力成形。它是用液體的壓力代替剛性的凸?;虬寄Π辶线M(jìn)行塑性加工的方法,如彎曲、拉深、平板毛坯的脹形、空間毛坯形狀的脹形等。相較于傳統(tǒng)的沖壓、焊接等成形技術(shù),液壓成形是一種新的金屬成形技術(shù),它可成形各種復(fù)雜制件,并具有得到制件表面質(zhì)量好、減少工序、簡化模具和不需特殊的沖壓設(shè)備等優(yōu)點。
3804 10 4
鑄造工程師 ??? 3年前
熱沖壓成形模具設(shè)計要點
圖5 熱沖壓成形量產(chǎn)模具設(shè)計流程 熱沖壓成形模具型面設(shè)計要點如下: (1) 模具型面主要卻決于產(chǎn)品數(shù)據(jù),并根據(jù)客戶對零件的技術(shù)要求,制定合適的模具加工精度和公差,并應(yīng)考慮熱脹冷縮及回彈的影響,對模具型面采取合適補償方案;同時熱沖壓鋼板高溫時摩擦系數(shù)大,高溫成形時易于開裂,因此,熱沖壓模具型面通常不設(shè)計拉深筋,對于復(fù)雜成形零件
3440 1
金屬加工前沿 ??? 3年前
精度較高的五金沖壓件所用復(fù)合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進(jìn)模、復(fù)合模三類。其中復(fù)合模加工出的五金沖壓件比單工序模和級進(jìn)模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復(fù)合模。今天就為大家了解下復(fù)合模。 復(fù)合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因為復(fù)合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2676
東一金屬 ??? 2年前
加工五金沖壓件采用的是冷沖壓工藝 
冷沖模具是冷沖壓加工中必不可少的工藝裝備,沒有選擇進(jìn)的模具技術(shù),先進(jìn)的沖壓工藝就無法完成。 在五金沖壓件加工廠,用來加工沖壓件的金屬材料多為板料或帶料. 壓力機、模具、金屬材料,是五金沖壓加工必不可少的三大要素,缺一不可。在五金沖壓生產(chǎn)當(dāng)中,一個沖壓件往往需要經(jīng)過多道冷沖壓工序才能完成。多道冷沖壓工序,就意味著需要多套冷沖模。
2305
東一金屬 ??? 2年前
關(guān)于五金沖壓模具間隙的選擇 
在五金沖壓件加工廠,加工五金沖壓件離不開沖壓模具,而模具間隙值的合理與否直接關(guān)系到沖壓件的質(zhì)量和沖壓模具的使用壽命。因此模具間隙值的設(shè)計選擇對于沖壓件生產(chǎn)廠家來說是一個非常重要的問題。下面就來看下沖壓件生產(chǎn)廠家通常是怎么選擇的。
2085
東一金屬 ??? 2年前
怎樣確定用于五金沖壓加工的壓力機規(guī)格 
在五金沖壓件加工廠,加工不同形狀及尺寸的五金沖壓件所使用的壓力機規(guī)格是有區(qū)別的,那么五金沖壓件生產(chǎn)廠家是根據(jù)什么來確定壓力機規(guī)格的呢? 確定五金沖壓加工的壓力機規(guī)格要遵循以下原則:1、壓力機的公稱壓力必須得大于沖壓工序所需壓力,當(dāng)沖壓行程較長時,還應(yīng)注意在全部工作行程上,壓力機許可壓力曲線應(yīng)高于沖壓變形力曲線。
2143
東一金屬 ??? 2年前
使用范圍揭秘,你學(xué)習(xí)了嗎? 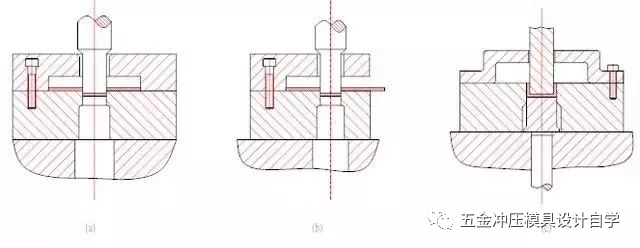
這種脫料方式多用在沖模不便安裝脫料板的情況或在工件進(jìn)行試模、小批量時采用。特別適合小工件脫料,目前一些中、小型模具廠采用較多,需要注意的是橡皮與工件是直接接觸,所以橡皮損壞較快。圖(b)是在彈簧(有時用橡皮)作用下通過脫料板進(jìn)行脫料。彈性脫料結(jié)構(gòu)在各種沖裁模中得到廣泛的使用。因為沖裁時,脫料板對丕料有預(yù)壓,對材料較薄、要求平整、精度較高的工件非常合適。復(fù)合模基本都是采用這種脫料結(jié)構(gòu)。
3778
張偉一 ??? 3年前
精沖工藝與旋壓工藝,高技術(shù)含量的制造工藝 
和沖壓相比,旋壓是一種效率較低的加工方式,但是模具簡單,通過編程,能夠生產(chǎn)小批量多品種、形狀復(fù)雜,負(fù)荷大的受力金屬零部件,而一旦一些類似于封頭的旋壓件的產(chǎn)量巨大,則往往采用開模拉深沖壓的方式來代替提升效率。
2622
模具設(shè)計UG編程教學(xué) ??? 3年前
20條/頁 
 33
33 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
