



數控加工中心加工螺紋的三種方法
1.先將螺紋底孔加工好之后,用鉆頭加工小直徑的孔,用鏜削加工較大的孔來確保螺紋底孔的精度;2.刀具一般采用1/2圈的圓弧軌跡進行切入、切出,以保證螺紋形狀,刀具半徑補償值應在此時帶入。
2096
數控編程網 ??? 4年前
數控加工中心加工螺紋的三種方法
1.先將螺紋底孔加工好之后,用鉆頭加工小直徑的孔,用鏜削加工較大的孔來確保螺紋底孔的精度;2.刀具一般采用1/2圈的圓弧軌跡進行切入、切出,以保證螺紋形狀,刀具半徑補償值應在此時帶入。
2129
機械加工網 ??? 4年前
絲錐為什么又斷了?是質量問題還是技術問題? 
攻絲開始時,絲錐起步定位不正確,即主軸軸線與底孔的中心線不同心,在攻絲過程中扭矩過大,這是絲錐折斷的主要原因。
1812
數控編程網 ??? 3年前
【知識積累】螺紋知識大總結,三分鐘全面了解設計中常用的螺紋知識 
底孔直徑的計算公式:根據材料的塑性大小來考慮。 對于鋼件和塑性大的材料:D孔=D-PD孔:螺紋底孔鉆頭直徑D:內螺紋大徑P:螺距例:我們要在鋼件上攻M10螺紋計算底孔直徑是多少?
6566 5
機械發明愛好者 ??? 2年前
有關攻絲技術我們不知道的那些事? 
定義 攻絲是用一定的扭矩將絲錐旋入要鉆的底孔中加工出內螺紋。? 要點 1)工件上螺紋底孔的孔口要倒角,通孔螺紋兩端都倒角。 2)工件夾位置要正確,盡量使螺紋孔中心線置于水平或豎直位置,使攻絲容易判斷絲錐軸線是否垂直于工件的平面。
2036
金屬加工前沿 ??? 4年前
【專業知識】一文全懂——鋼絲螺套分類、應用、工藝和使用方法 
三、鋼絲螺套安裝工具 狹義的鋼絲螺套安裝工具是專指鋼絲螺套安裝扳手,主要用于鋼絲螺套在螺紋底孔內的安裝,其基本原理是使鋼絲螺套通過一段引導螺紋,迫使外徑收縮,以便順利裝入底孔,分為手動及自動安裝扳手。
4572 2 1
機械工程師 ??? 4年前
螺紋的八種加工方式匯總 
電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉。
2899
非標機械論壇 ??? 3年前
螺紋的八種加工方式匯總,做機加工必知 
電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據工況來確定。 電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉。
2632
機械學霸 ??? 4年前
螺紋的八種加工方式 
電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉。
2418
機械學霸 ??? 3年前
攻絲如何加工?看了這篇文章您就明白了! 
如圖所示零件,加工M10粗牙內螺紋,工件材料為LY12鋁合金,螺紋深度10mm,螺距為1.5mm,選擇主軸轉速100r/min,進給速度150mm/min,Φ8.5mm螺紋底孔已加工完成,以工件上表面中心為工件原點,程序如下: 01; G54G90G00Z60; M03S100; X-30Y0; G99G84X-30Y0Z-13R5F150;
2600
數控編程網 ??? 4年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
5.攻絲和套絲 攻絲 是用一定的扭距將絲錐旋入工件上預鉆的底孔中加工出內螺紋。套絲是用板牙在棒料(或管料)工件上切出外螺紋。攻絲或套絲的加工精度取決于絲錐或板牙的精度。加工內﹑外螺紋的方法雖然很多﹐但小直徑的內螺紋只能依靠絲錐加工。攻絲和套絲可用手工操作﹐也可用車床﹑鉆床﹑攻絲機和套絲機。
2608
數控編程網 ??? 4年前
絲錐、鉆頭斷在孔里了,如何搞定?
用乙炔火焰或噴燈使絲錐退火,然后用鉆頭去鉆,此時鉆頭直徑應比底孔直徑小,鉆孔也要對準中心,防止將螺紋鉆壞,孔鉆好后打入一個扁形或方形沖頭再用扳手旋出絲錐; 12. 用氣鉆反轉取,全靠手感,因為不是直接鉆掉絲錐的,而是用慢速和一點點的摩擦力(類似汽車半離合)讓絲錐跟著轉出來的; 13.
2135
機械加工網 ??? 4年前
鉆頭斷在孔里了,不要慌,26種方法教你輕松取出! 
當然,如果車間里經常出現這種斷絲的情況,還是做一個這樣的工具扳手好些) 10、硝酸溶液可以腐蝕高速鋼絲錐,而且不報廢工件 11、用乙炔火焰或噴燈使絲錐退火,然后用鉆頭去鉆,此時鉆頭直徑應比底孔直徑小,鉆孔也要對準中心,防止將螺紋鉆壞,孔鉆好后打入一個扁形或方形沖頭再用扳手旋出絲錐 12、用氣鉆反轉取,全靠手感,因為不是直接鉆掉絲錐的,而是用慢速和一點點的摩擦力(類似汽車半離合
2799
模具設計UG編程教學 ??? 3年前
26種方法教你取出斷在孔里的絲錐! 
11、用乙炔火焰或噴燈使絲錐退火,然后用鉆頭去鉆,此時鉆頭直徑應比底孔直徑小,鉆孔也要對準中心,防止將螺紋鉆壞,孔鉆好后打入一個扁形或方形沖頭再用扳手旋出絲錐 12、用氣鉆反轉取,全靠手感,因為不是直接鉆掉絲錐的,而是用慢速和一點點的摩擦力(類似汽車半離合)讓絲錐跟著轉出來的。
2858
機械學霸 ??? 4年前
VirtualFlow | 水利工程泄水建筑物仿真應用與實踐 
</p><p>積鼎計算流體力學CFD軟件 VirtualFlow 憑借獨特的技術優勢,是泄水建筑物,包括溢洪道、底孔、泄洪洞、水閘、水庫等水力特性模擬、設計優化的關鍵工具,為水利工程設計提供科學、高效的技術支撐。
2424
積鼎CFD流體仿真模擬 ??? 9月前
SolidWorks 互動教程 | 如何用SOLIDWORKS把自己“吹上天” ? 
邊界條件:在底孔位置設置入口速度,設定人體表面受力為分析目標。
2412
宇熠科技 ??? 4年前
基于UG模具零件數控銑削編程淺析 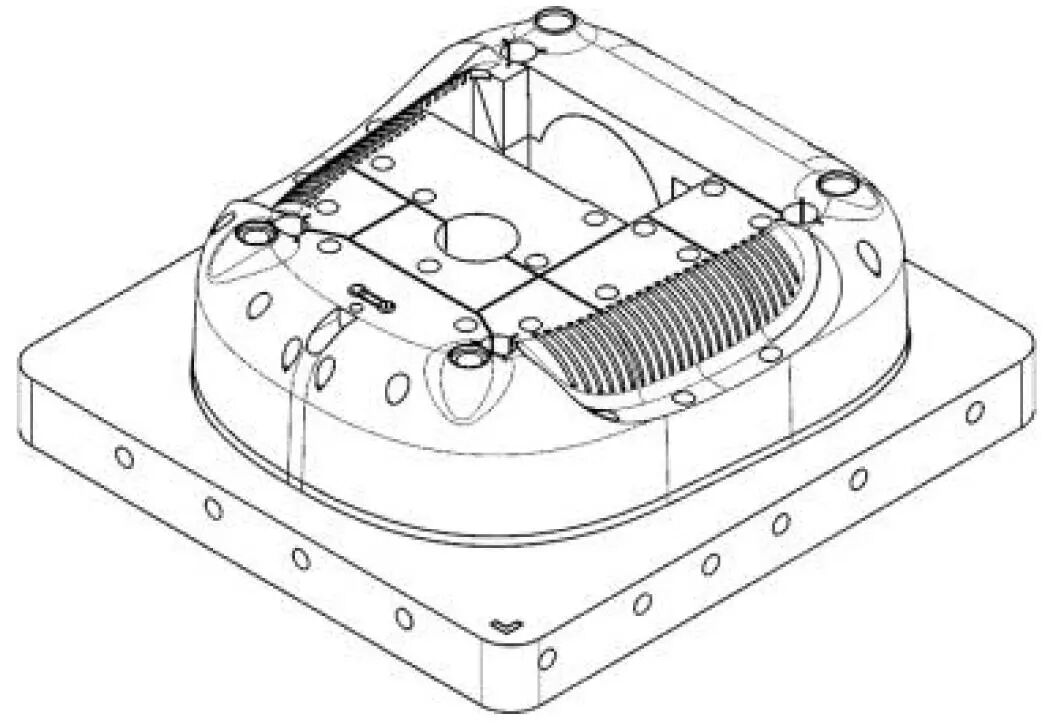
零件的中間位置有1個圓孔,尺寸為 φ20 mm×30 mm,由于其側壁具有2°的斜度,且為膠位面,用線切割加工底孔后,再用加工中心加工側壁膠位面,需用 φ6 mm立銑刀(鎢鋼刀)進行切削,所用的切削工藝為等高銑削,刀路如圖8所示。 圖8 加工分型面的刀路 (4)加工4個圓弧角。
2448
張偉一 ??? 3年前
機械工程師800個設計工具,等你來獲取! 
美制粗螺紋 平 焊 工 時 計 算 工作表 普通螺紋攻前底孔直徑的確定 普通螺紋名義尺寸速查 起重機制造和安裝成本估算及投標價格速算表 三角皮帶輪參數表 五金手冊 型鋼參數與計算
2940 2 3
清風慕竹_2364 ??? 4年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
狀態描述:材料分離,上下裂紋重合時相互撕扯產生毛刺03與產品設計相關的沖裁工藝要點及設計舉例1、沖裁產品的分類、作用及結構沖孔 piercing作用 1.作為一般過孔使用(要求較低);2.作為自攻牙底孔使用(產品設計要求光亮帶比例較高);3.作為高精度轉軸孔使用(要求無毛刺,少斷裂帶)(采用機械去毛刺的方式或模具倒面的方式)注意
3099 1
機械工程師 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
