



【讓隱形應力無所遁形—1】注塑件總是莫名翹曲、開裂?元兇可能就是它——看不見的“內應力” 
這些看似不同的問題,其根源往往指向同一個內部因素——塑料制品內部的殘留應力。它是在注塑成型過程中,由于不均勻的冷卻、收縮、分子取向等因素“凍結”在產品內部的內部力量。這種應力肉眼無法看見,傳統檢測往往只能等到問題最終爆發(開裂、變形)后才能事后分析,導致調試周期長、廢品率高、質量風險大。
1334
ACMT協會 ??? 4月前
從注塑到裝車——應力雙折射儀如何護航車載透明件全流程質量? 
在性能指標方面,除了傳統的光學透過率和機械強度外,現代車載透明部件還需特別關注: 動態環境下的光學穩定性(消除彩虹紋和眩光) 復雜應力狀態下的尺寸穩定性 極端溫度條件下的性能保持率測量儀器的原理介紹應力雙折射測量儀通過測量對透明產品對偏光前后的變化,得到產品的雙折和應力的信息。
2410
國高材高分子材料產業創新中心 ??? 1年前
注塑模調機工藝.
塑件翹曲變形一﹐注塑件缺陷的特征 注塑件形狀與模腔相似但卻是模腔形狀的扭曲版本。 二、可能出現問題的原因 (1).彎曲是因為注塑件內有過多內部應力。(2).模具填充速度慢。(3).模腔內塑料不足。(4).塑料溫度太低或不一致。(5).注塑件在頂出時太熱。(6).冷卻不足或動、定模的溫度不一致。(7).注塑件結構不合理(如加強筋集中在一面,但相距較遠)。
2275 1
模具論壇 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
注塑工藝對最終制品的沖擊強度有決定性影響。內應力是韌性的頭號殺手。過快的充填速度、過早的澆口凍結、不充分的保壓、過低的模溫都會導致分子鏈高度取向和凍結,產生巨大內應力,使原本韌性良好的材料變得脆而易裂。工藝調整的核心目標是“松弛”:給予分子鏈足夠的時間在模腔內松弛回縮,消除取向應力。這通常意味著需要采用較高的模溫和適當的注射速度。
2714 1 1
國高材高分子材料產業創新中心 ??? 8月前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
容易造成制品打不滿,燒焦,內應力大等各種缺陷。
2728
Im智能注塑 ??? 3年前
焊接應力的消除方法 
焊接過程中焊件中產生的內應力和焊接熱過程引起的焊件的形狀和尺寸變化。 焊接過程的不均勻溫度場以及由它引起的局部塑性變形和比容不同的組織是產生焊接應力和變形的根本原因。當焊接引起的不均勻溫度場尚未消失時,焊件中的這種應力和變形稱為瞬態焊接應力和變形;焊接溫度場消失后的應力和變形稱為殘余焊接應力和變形。在沒有外力作用的條件下,焊接應力在焊件內部是平衡的。
3047 1
化工設備人 ??? 4年前
注塑過程中30個常見的問題及對策 
產品中金屬鑲件受力易開裂的原因及解決方法 產品中放鑲件,在注塑時由于熱淚盈眶熔膠遇到冷鑲件,會形成內應力,使產品強度下降,易開裂。在生產時,對鑲件進行預熱處理。
2201
Im智能注塑 ??? 4年前
注塑人要收藏的注塑生產不良缺陷原因
11、裂紋和破裂① 原料方面:A、原料吸水性大,加熱后易分解脆化,造成破裂;B、原料中加入再生料較多;C、兩種不能相熔的組分混合在一起;D、材料本身軔度太低,或剛性太強和有內應力,如PBT、PBT+GF、PC、ABS、PMMA。② 成型操作方面:A、注射壓力過大,使得殘余應力增大;B、保壓時間過長;C、內應力未消除,如PC和 PMMA料為特出。
3275
Im智能注塑 ??? 3年前
注塑成型過程中如何防止塑料熔體破裂? 
(3)盡量少用金屬鑲件,以防止金屬鑲件與注塑產品收縮率不同造成內應力加大。(4)對深底塑料件應設置適當的脫模進氣孔道,防止形成真空負壓。(5)主流道足夠大使澆口流動性強,這樣易于脫模(6)注意避免流道設計中的死角,使流道盡量圓滑過渡。
2979
Im智能注塑 ??? 4年前
提高薄壁注塑加工精度的四個技巧 
塑膠件的應用范圍越來越廣泛,從簡單的餐具、廚具到復雜的機械零部件、電子產品外殼等都有用到塑膠件,然而對于電子產品外殼等精密度要求較高的塑膠件,在注塑制造的時候從模具制造開始就要重視其精度要求。 而在塑膠件注塑加工階段的精度由哪些因素決定?我們又該如何來提高薄壁注塑加工件的精度呢?
2458 1
高分 ??? 4年前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
在較低的注塑溫度下,PC/ABS材料的流動性差,注塑出的產品有較大的內應力,在粗化過程中應力釋放,導致產品表面的刻蝕不均勻,進而導致電鍍產品外觀不良,以及電鍍結合力差的狀況產生。 而較高的注塑溫度,可以降低產品的注塑殘留內應力,從而提高材料的電鍍性能。
2117
Im智能注塑 ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
在模具打開過程中,不管塑膠件外側表面與型腔壁接觸,還是塑膠件內側表面與型芯接觸,塑膠件都會受到一個與塑膠件脫離模具方向相反的摩擦阻力(靜摩擦力)。由摩擦力公式:f=μ×Fn,可知,摩擦力的大小與接觸面的粗糙度(μ)、收縮應力(Fn)有關;收縮應力(Fn)與拔模斜度有關。
8351 6 2
結構攻城獅 ??? 3年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
對PC一類高粘度的非結晶型塑料,其應力開裂與塑件內應力大小有關,升高模溫有利于減小內應力,減小應力開裂趨勢。 內應力的表示方式為應力痕明顯!原因是:成型內應力的形成基本上是由于冷卻時不同的熱收縮率造成,當制品成型后,它的冷卻是由表面逐漸向內部延伸,表面首先收縮硬化,然后漸至內部,在這過程中由于收縮快慢之差而產生內應力。
2641
Im智能注塑 ??? 4年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
??基于感測信息之厚件射出成型表面微縮痕質量監測??剖析全球最新塑膠注塑成型技術新知??塑膠射出成型產品之雙折射預測??注塑工藝中的溫度控制解決方案??MeltFlipper? 熔膠管理與控制技術??如何消除射出件上的虎皮紋缺陷?
3130
ACMT協會 ??? 2年前
射膠速度分段與注塑制品質量的關系
射膠速度與制品質量的密切關系使它成為注塑成型的關鍵參數。通過確定填充速度分段的開始、中間、終了, 并實現一個設置點到另一個設置點的光滑過渡,可以保證穩定的熔體表面速度以制造出期望的分子取問及最小的內應力。建議采用以下這種速度分段原則: 流體表面的速度應該是常數。 應采用快速射膠防止射膠過程中熔體凍結。
2227 1
高分 ??? 4年前
塑料件加工發脆,怎么辦? 
(5) 盡量少用金屬嵌件,想聚苯乙烯這類脆性的冷熱比容大的塑料,更不能加入嵌件注塑。4. 原料方面(1) 原料混有其他雜質或者摻雜了不適當的或過量的溶劑或者其他添加劑。(2) 有些塑料如ABS等,在受潮的情況下加熱會與水蒸氣發生催化裂化反應,使制件發生大的應變。(3) 塑料再生次數太多或再生料含量太高,或在機筒內加熱時間太長,都會促使制件脆裂。
2097
模具論壇 ??? 4年前
LS-DYNA人工智能多尺度計算技術及其在注塑成型復合材料領域的應用 
手機蓋板用注塑成型的短纖維增強熱塑性塑料制造,手機模型裝配了PCB印刷線路板、電池、屏幕和一些接合件。使用Moldex3D軟件完成成型仿真以得到纖維取向和體積分數的分布數據,然后使用LS-PrePost將Moldex3D網格上的纖維分布數據映射到LS-DYNA有限元網格模型。根據LS-DYNA動力學仿真結果,可以清楚地看到應力波如何在注塑成型的蓋板中傳播,并傳播到手機內的不同組件。
5233 7 1
Ansys中國 ??? 2年前
注塑成型的影響因素丨模具溫度 
對于每一種塑料和塑膠件,存在一個模具表面溫度的極限,超過這個極限就可能出現一種或更多不良影響(例如:組件可以溢出毛邊)。模具溫度更高意味著流動阻力更小。在許多注塑機上,這自然就意味著更快流過澆、澆口和型腔,因為所用的注塑流動控制閥并不糾正這個改變,填充更快會在澆道和型腔內引起更高的有效壓力。可能造成溢料毛邊。
3108
模具論壇 ??? 4年前
透明聚碳酸酯PC加玻纖塑料件加工注意問題 
其他方面的問題由于為了要防上表面質量惡化,一般注塑的時候應盡量少用脫模劑;當用回用料時不得大于20%。對于除PET外,制品都應進行后處理,以消除內應力,PMMA應在70-80t熱風循環干燥4小時;PC應在清潔空氣、甘油、液體石臘等加熱110-135℃,時間按產品而定,最高需要10多小時。而PET必須經過雙向拉伸的工序,才能得到良好機械性能。
2392 1
高分 ??? 4年前
塑料窗體填充Moldflow分析及應用 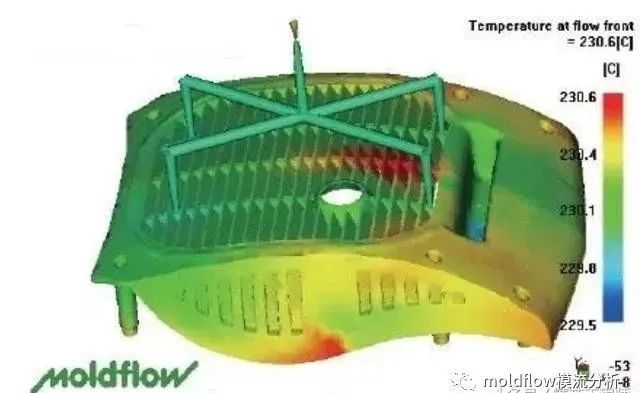
而且反復的修模會造成模具內部品質的變化(如出現內應力),導致整副模具的性能降低,從而使最終的塑料制品質量不能達標,這時就存在著模具全部報廢的可能。而使用計算機輔助CAE技術不僅可能提高一次試模成功率,而且還可以使模具設計和制造在質量、性能及成本上都有很大程度的提升。
2672
鑄造工程師 ??? 2年前
20條/頁 
 60
60 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
