



ANSYS薄壁結(jié)構(gòu)模型處理技術(shù) 附王新敏ANSYS工程結(jié)構(gòu)數(shù)值分析講義下載 
針對薄壁構(gòu)件的特殊性,ANSYS的模型處理技術(shù)能夠快速地把CAD實體模型轉(zhuǎn)換成有限元殼模型。通過功能強大的模型處理技術(shù),可以快速批量處理薄壁構(gòu)件。 模型簡化后進行網(wǎng)格劃分、施加載荷及約束,可以輸出到各種FEA求解器,包括ANSYS、CFX、LS-Dyna、ABAQUS和NASTRAN等。下載地址:王新敏ANSYS工程結(jié)構(gòu)數(shù)值分析講義
3461 3 1
狗卷兒 ??? 4年前
提高薄壁注塑加工精度的四個技巧 
而在塑膠件注塑加工階段的精度由哪些因素決定?我們又該如何來提高薄壁注塑加工件的精度呢?1、關(guān)模壓:原則上應(yīng)該大于塑膠射入模內(nèi)的總壓,以不出毛邊為基準(zhǔn)。 2、壓力和速度有部分相同的關(guān)系作用于模內(nèi)的目的是使原料進入模內(nèi)能均勻,徹底,適量的充滿各角落.太低會短射,縮水,太高有毛頭,過飽,粘模,燒焦,易損模具及內(nèi)應(yīng)力高等不良現(xiàn)象。
2458 1
高分 ??? 4年前
薄壁零件沖壓成形的Workbench動力學(xué)仿真,視頻免費無聲音,操作細致,提供附件(需購買)練習(xí)。 

薄壁零件沖壓成形的Workbench動力學(xué)仿真,視頻免費無聲音,操作細致,提供附件(需購買)練習(xí)。
391 2
兵荒馬亂 ??? 7年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
3、改善工件的裝夾方法 對于剛性較差的薄壁鋁件工件,可以采用以下的裝夾方法,以減少變形: 1)對于薄壁襯套類零件,如果用三爪自定心卡盤或彈簧夾頭從徑向夾緊,加工后一旦松開,工件必然發(fā)生變形。此時,應(yīng)該利用剛性較好的軸向端面壓緊的方法。以零件內(nèi)孔定位,自制一個帶螺紋的穿心軸,套入零件的內(nèi)孔,其上用一個蓋板壓緊端面再用螺帽背緊。
2505
模具設(shè)計UG編程教學(xué) ??? 3年前
基于ANSYSWORKBENCH的LSDYNA的工程實例-薄壁方梁的沖擊屈曲 
基于ANSYSWORKBENCH的LSDYNA的工程實例-薄壁方梁的沖擊屈曲
44
北緯35 ??? 7年前
ANSYS/LS-DYNA薄壁方管碰撞仿真 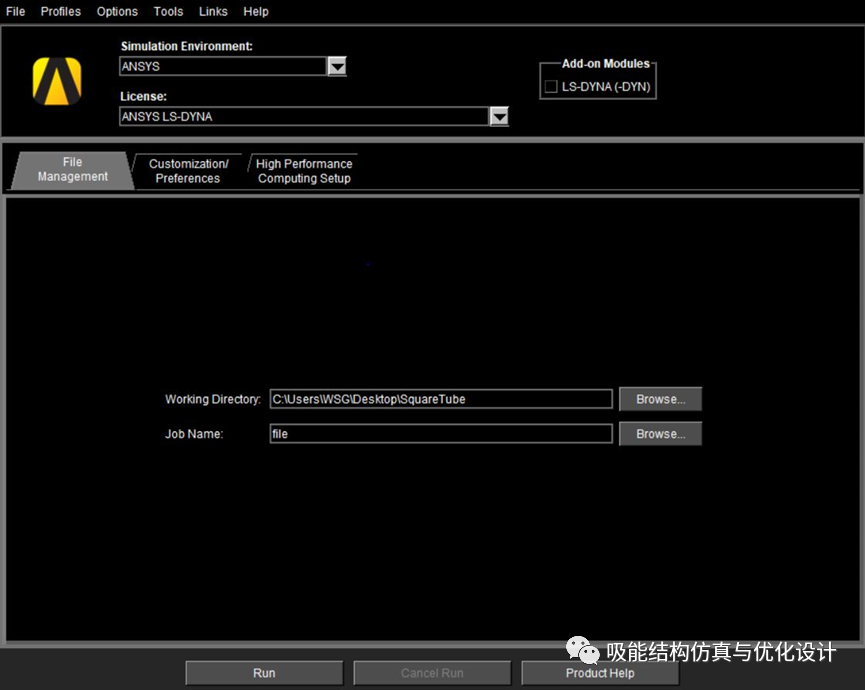
網(wǎng)格劃分,使用殼單元模擬薄壁管和剛性墻,網(wǎng)格大小為5mm 7. 創(chuàng)建part 8. 設(shè)置接觸,接觸類型為*CONTACT_AUTOMATIC_SINGLE_SURFACE 9.
2712 2 1
小白Johnny ??? 2年前
為什么鈦合金是一種難加工材料? 
加工薄壁或環(huán)形等易變形零件時,這個問題就更加嚴重,將鈦合金薄壁零件加工到預(yù)期的尺寸精度不是一件容易的事。因為隨著工件材料被刀具推開時,薄壁的局部變形已經(jīng)超出彈性范圍而產(chǎn)生塑性變形,切削點的材料強度和硬度明顯增加。此時,按照原先確定的切削速度加工就變得過高,進一步導(dǎo)致刀具急劇磨損?!盁帷笔氢伜辖痣y加工的“罪魁禍?zhǔn)住保?.
2681
機械學(xué)霸 ??? 4年前
基于壓鑄車門的設(shè)計與仿真 
上海交通大學(xué)輕合金中心丁文江院士、彭立明教授團隊,也 開發(fā)出了JDA1和JDA2兩種類型的免熱處理鋁合金,其中 JDA1類型中有適用于車架、支架等受力零件的材料,也有適 用于電機殼體等高強要求鑄件的材料;JDA2系的材料主要 應(yīng)用于高強高韌的零件,并且該零件具有薄壁效應(yīng),適合車 身的薄壁零件制造。
4072 3 1
清風(fēng)徐來asd ??? 2年前
細長條連桿零件材料熱處理及孔精加工過程研究 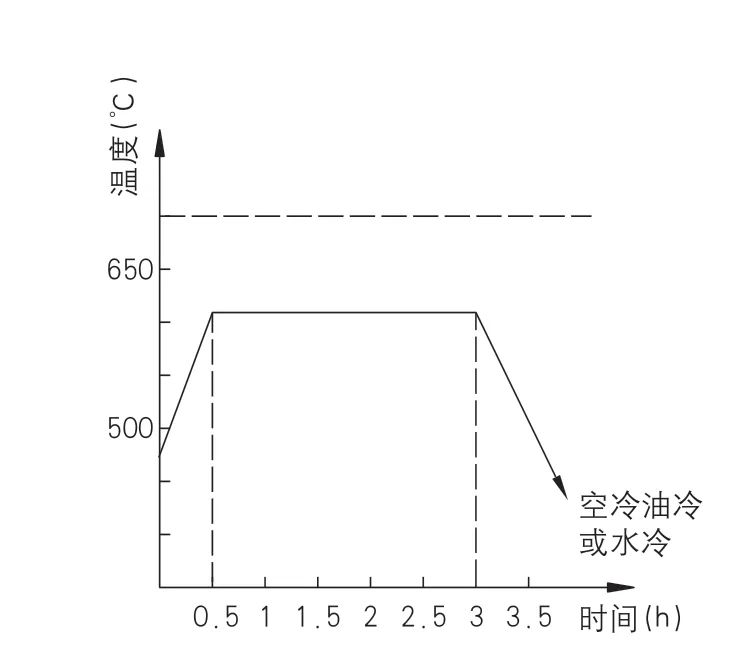
孔精加工方式多采用鉸孔及鏜孔兩種,鉸孔的主要方法又可分為手工鉸孔及機床鉸孔,鏜孔現(xiàn)可通過數(shù)控機床鏜孔加工實現(xiàn),兩類加工方式雖不一致,但都是在粗加工或者半精加工孔后,刀具(鉸刀或鏜刀)在工件孔壁上去除微量殘余金屬層,來提高孔的尺寸精度、降低孔內(nèi)壁表面粗糙度,從而達到孔精加工要求。
2844
金屬加工前沿 ??? 3年前
基于宏觀斷裂力學(xué)的CFRP薄壁結(jié)構(gòu)耐撞性能研究及應(yīng)用 
另一方面,試樣的倒角在加工過程中,由于加工工藝的問題,使仿真的倒角與實際區(qū)別較大,導(dǎo)致仿真結(jié)果峰值力偏小。而在達到最大峰值力后,載荷力穩(wěn)定在28.29 kN左右,與試驗相比,誤差僅有1.47%。
4721 12 3
汽車-小江 ??? 2年前
如何通過結(jié)構(gòu)設(shè)計降低CNC加工件的成本 
1)避免薄壁設(shè)計壁過薄的加工零件將需要更多的時間來加工,因為它們非常脆弱。并且由于它們經(jīng)常振動或變形,因此很難保持準(zhǔn)確的公差,更嚴重者,可能會造成斷裂。緩慢的加工、特殊的加工技術(shù)和高廢品率使這些薄壁零件更加昂貴。
2442 1
結(jié)構(gòu)攻城獅 ??? 4年前
基于自動迭代法的鑄件變形補償技術(shù)的開發(fā)與應(yīng)用 
由于產(chǎn)品左側(cè)結(jié)構(gòu)簡單,且壁厚比較薄而右側(cè)結(jié)構(gòu)復(fù)雜、產(chǎn)品壁厚較大,產(chǎn)品在凝固過程中,極容易產(chǎn)生變形。因此為保證產(chǎn)品加工后氣孔不外露,產(chǎn)品大面的加工余量預(yù)留0.8mm。圖一:實際測量的尺寸偏差如圖一,試驗按不同批次隨機抽取6件,在未經(jīng)過任何矯形的情況下,鑄件平面度差值達到0.8mm,變形量非常大。在應(yīng)力計算中,考慮了多個物理過程。模具打開時間為22~25秒,同時鑄件頂出。
2384 5 4
C3PChina ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設(shè)計 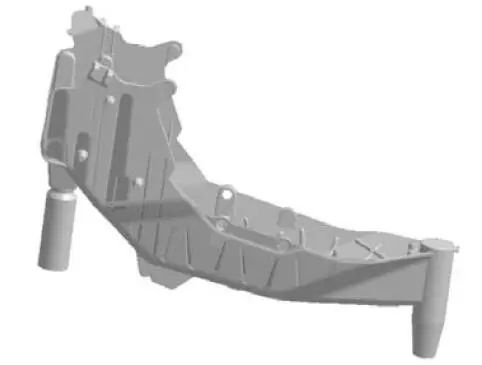
這也促使機械制造業(yè)朝著輕量化發(fā)展,鋁合金鑄造作為制造業(yè)重要的一環(huán),為了達到輕量化的要求,鑄件的壁厚越來越薄也是必然的趨勢。但鋁合金薄壁件具有難以成形、缺陷多的特點,造成這類零件良品率低的問題。 本文以鋁合金薄壁殼體為研究對象,在建模軟件CATIA中建立帶有澆注系統(tǒng)的三維模型,應(yīng)用Procast對鑄件鑄造成形過程進行數(shù)值模擬計算。
3274
鑄造工程師 ??? 3年前
[案例]薄壁彎管在內(nèi)壓和彎矩作用下的彈塑性坍塌分析 ![[案例]薄壁彎管在內(nèi)壓和彎矩作用下的彈塑性坍塌分析](https://img.jishulink.com/msimage/202604/c58169cfd63e85c197b22d951cc128ff.png?image_process=resize,fw_294,fh_172,)
薄壁彎管在內(nèi)壓和彎矩作用下的彈塑性坍塌分析案例 Elastic-plastic collapse of a thin-walled elbow under in-plane bending and internal pressure問題描述與目標(biāo)本案例旨在研究一個薄壁90度不銹鋼彎管及其相鄰直管段,在面內(nèi)彎矩(張開和閉合彎矩)與內(nèi)部壓力共同作用下的彈塑性響應(yīng)直至結(jié)構(gòu)坍塌。
2383 1
dwg_2931 ??? 1月前
壁面?zhèn)鳠峤5膬煞N方法 
今天主要給大家?guī)?Fluent 壁面?zhèn)鳠峤5膬煞N方法:網(wǎng)格壁面(Meshed wall)模型、薄壁(Thin wall)模型。1壁面?zhèn)鳠岬膬煞N方法針對壁面?zhèn)鳠?em>Ansys Fluent提供了兩種方法,分別是網(wǎng)格壁面模型、薄壁模型。
3657
乘風(fēng)破浪_ ??? 2年前
體驗SOLIDWORKS鈑金切口工具增強 碩迪科技 
在工業(yè)生產(chǎn)制造中,鈑金加工是一種常用的加工方式,在SOLIDWORKS2024新版本中,鈑金切口工具再次增強了,從SOLIDWORKS 2024 開始, 您可以使用切口工具在空心或薄壁圓柱體和圓錐體中生成切口。只需在現(xiàn)有空心或薄壁圓柱體或圓錐體添加切口并進行彎折,即可快速完成零部件的鈑金轉(zhuǎn)換工作。無需重新創(chuàng)建鈑金零件,提高我們的設(shè)計效率。
4141
SOLIDWORKS碩迪科技 ??? 2年前
帶內(nèi)螺紋精密零件的熱處理畸變有限元仿真 
2.4 針對工藝改進的建議入口處的畸變,是由零件上下部分的厚度不同導(dǎo)致淬火過程中溫度梯度過大引起的。建議淬火時用零件的反方向進入淬火液,并適當(dāng)調(diào)整零件進入淬火液的速度,使得厚壁端提前冷卻,降低厚壁和薄壁之間的溫度梯度。螺紋線的波浪畸變是由于外側(cè)厚壁上面的6個開槽引起的。由于開槽導(dǎo)致溫度變化不一致,進而產(chǎn)生了較大的溫度梯度。溫度梯度的存在產(chǎn)生熱應(yīng)力,使零件發(fā)生塑性變形。
4594 3 2
FMMM ??? 2年前
干貨分享:外圓車削技巧 
這將最大限度地減少零件受到的彎曲力。兩次走刀完成切削同步進行的上下刀架加工將使徑向切削力達到平衡,并避免零件振動和彎曲。細長/薄壁零件車削細長/薄壁零件時,應(yīng)考慮以下因素: 使用接近90°的主偏角 (接近0°的切入角)。
2633
數(shù)控編程網(wǎng) ??? 3年前
博魯斯潘精密(PMT)智能制造生產(chǎn)線一期交付吉利汽車集團 
另外,為了較好地克服薄壁零件的裝卡變形問題,原創(chuàng)性地實現(xiàn)了智能伺服控制——高速旋轉(zhuǎn)的薄壁工件的卡緊力隨切削綜合速度、切深等工藝參數(shù)而變化。更為突出的是,整線制造平臺的柔性化特征明顯,可自動識別不同的輪轂工件,調(diào)用相應(yīng)的機加工程序,同時根據(jù)不同的工件,自動識別匹配相應(yīng)的卡具卡緊力,并通過在線測量裝置,實現(xiàn)序中檢測及反饋,以保證工件的加工要求。
2359
數(shù)控中國論壇 ??? 4年前
20條/頁 
 27
27 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
