



ansys切削土壤仿真?
有ansys旋耕刀切削土壤仿真教程嗎?
1923 2
愛旭 ??? 3年前
ZEMAX技術(shù)分享:確保自由曲面設(shè)計(jì)的可制造性 
在離軸切削的情況下,表面的最大 X 局部半徑必須大于刀具尖端半徑,最大 Y 局部半徑必須大于切削邊緣半徑。如果進(jìn)入 OpticStudio 分析 -> 表面 -> 曲率,我們可以檢查整個(gè)表面的曲率分布。此圖將曲面的子午、弧矢、x 和 y 曲率顯示為 2D 彩色、等高線圖或 3D 曲面圖(請(qǐng)參閱 OpticStudio 用戶手冊(cè)了解更多詳情)。
2637
w**elab86_Swsp ??? 2年前
Ansys Zemax | 確保自由曲面設(shè)計(jì)的可制造性 
在離軸切削的情況下,表面的最大 X 局部半徑必須大于刀具尖端半徑,最大 Y 局部半徑必須大于切削邊緣半徑。如果進(jìn)入 OpticStudio 分析 -> 表面 -> 曲率,我們可以檢查整個(gè)表面的曲率分布。此圖將曲面的子午、弧矢、x 和 y 曲率顯示為 2D 彩色、等高線圖或 3D 曲面圖(請(qǐng)參閱 OpticStudio 用戶手冊(cè)了解更多詳情)。
2504
宇熠科技 ??? 8月前
Ansys Zemax | 確保自由曲面設(shè)計(jì)的可制造性 
在離軸切削的情況下,表面的最大 X 局部半徑必須大于刀具尖端半徑,最大 Y 局部半徑必須大于切削邊緣半徑。 如果進(jìn)入 OpticStudio 分析 -> 表面 -> 曲率,我們可以檢查整個(gè)表面的曲率分布。此圖將曲面的子午、弧矢、x 和 y 曲率顯示為 2D 彩色、等高線圖或 3D 曲面圖(請(qǐng)參閱 OpticStudio 用戶手冊(cè)了解更多詳情)。
2623 8 4
宇熠科技 ??? 2年前
浩瀚的CAD/CAM軟件 2021 
工作原理是:在凸自由曲面內(nèi)嵌入一個(gè)最小的長方塊,這樣凸自由曲面特征就被轉(zhuǎn)換成一個(gè)凹特征。最小的長方塊與最終產(chǎn)品模型的合并就構(gòu)成了被稱為虛擬模型的一種間接產(chǎn)品模型。TOOL軌跡的生成方法分成三步:(1)、切削SURFACES特征;(2)、切削NURBS曲面特征;(3)、切削BUER特征。Jong-Yun Jung研究了基于特征的非切削刀跡生成問題(G00相關(guān))。
3157 1 2
Jianhongwei810 ??? 4年前
生產(chǎn)制造 | EDGECAM 助力精密零件定制商突破加工困境 
減少了刀具橫向切削量,可確保切削負(fù)載保持恒定,且有利于排屑,這樣大部分的切削熱量都被切屑帶走,進(jìn)一步延長了刀具的使用壽命。“在整個(gè)加工過程中,切削進(jìn)給速率可一直保持在一個(gè)最優(yōu)的速度上。有效提高刀具使用壽命、減少刀具損壞。”
2594 2 1
海克斯康設(shè)計(jì)與仿真 ??? 12月前
基于UG模具零件數(shù)控銑削編程淺析 
(3)單擊“切削參數(shù)”按鈕 ,在彈出的“切削參數(shù)”窗口中,將“切削方向”設(shè)為“順銑”選項(xiàng),將“剖切角”設(shè)為0,選擇“使底面余量與側(cè)面余量一致”選項(xiàng),將“余量”設(shè)為0.25 mm。 (4)單擊“非切削移動(dòng)”按鈕 ,在彈出的“非切削移動(dòng)”窗口中,將“進(jìn)刀類型”設(shè)為“線性”,其他參數(shù)選用默認(rèn)值。
2451
張偉一 ??? 3年前
CNC石墨加工技術(shù)的應(yīng)用與發(fā)展 
參數(shù)的設(shè)置:切削量:0.5mm加工速度:3m/min主軸轉(zhuǎn)速:15000rpm刀具的選擇:R刀:R3(帶曲面,曲面稍微大,適合曲面開粗) 中粗的效果圖 3) 精修精修石墨加工路徑如上圖是精修的加工路徑,精修加工爬坡的曲面很多種路徑:0°、45°、90°、包括環(huán)形的都有在切削,目前切削效果最好的還是90°的
1914
汽車零部件模具與注塑 ??? 4年前
CATIA V5常用模塊簡介(四) 
MMG特別合適于轎車的電子樣機(jī)及模具加工仿真,以5軸聯(lián)動(dòng)的加工為轎車提供高質(zhì)量的曲面。另外,MMG也能滿足原型加工、5軸切削及特種切削的要求。5軸加工能夠保證加工的快速和精確。MMG的易學(xué)易用及強(qiáng)大的加工能力使它既可以作為一個(gè)單獨(dú)產(chǎn)品在CAM加工中心的某一車間使用,也非常適合于整個(gè)CAM加工中心。
2944
【已注銷】 ??? 3年前
【米思米機(jī)械設(shè)備知識(shí)分享】- 立銑刀和端銑刀種類區(qū)別有哪些 
面銑刀常用于端銑較大的平面,立銑刀用于加工溝槽和臺(tái)階面等,鼓形銑刀主要用于對(duì)變斜角類零件的變斜角面的近似加工,模具銑刀適用于加工空間曲面零件,有時(shí)也用于平面類零件上有較大轉(zhuǎn)接凹圓弧的過渡加工。 立銑刀是數(shù)控銑削中最常用的一種銑刀。立銑刀的圓柱表面和端面上都有切削刃,圓柱表面的切削刃為主切削刃,端面上的切削刀為副切削刃。主切削刃一般為螺旋齒,這樣可以增加切削平穩(wěn)性,提高加工精度。
2241
MISUMI米 ??? 3年前
ANSYS/LS-DYNA剛體材料切削金屬、土等材料(SPH粒子法) 

定義刀片的工進(jìn)及旋轉(zhuǎn),采用sph粒子方法,可模擬切削土壤、金屬、混凝土等材料。附件包含K文件,不同材料參數(shù)包。
1606 5
汴京抓魚人 ??? 2年前
CNC加工中出現(xiàn)這些問題,你懂得怎么處理嗎?
六、曲面精度原因:1、切削參數(shù)不合理,工件曲面表面粗糙。2、刀具刃口不鋒利。3、刀具裝夾太長,刀刃避空太長。4、排屑,吹氣,沖油不好。5、編程走刀方式(可以盡量考慮走順銑)。6、工件有毛刺。改善:1、切削參數(shù)、公差、余量和轉(zhuǎn)速進(jìn)給設(shè)置要合理。2、刀具要求操作員不定期檢查,不定期更換。
2315
數(shù)控編程教學(xué) ??? 4年前
CNC加工中出現(xiàn)這些問題,你懂得怎么處理嗎 
六·曲面精度: 原因: 1、切削參數(shù)不合理,工件曲面表面粗糙·。 2、刀具刃口不鋒利。 3、刀具裝夾太長,刀刃避空太長。 4、排屑,吹氣,沖油不好。 5、編程走刀方式,(可以盡量考慮走順銑)。 6、工件有毛刺。 改善: 1、切削參數(shù),公差,余量,轉(zhuǎn)速進(jìn)給設(shè)置要合理。
2309
數(shù)控編程網(wǎng) ??? 4年前
UG加工編程 | 各個(gè)加工工序詳解 
PLANAR-PROFILE:輪廓加工,沒有切削方法選擇,只用于平面輪廓加工。 ROUGH-FOLLOW:跟隨輪廓走刀,其默認(rèn)的切削方式為跟隨零件走刀(Follow Part),主要用于挖腔粗加工。ROUGH-ZIGZAG:往復(fù)式走刀,其默認(rèn)的切削方式為往復(fù)式走刀(ZigZag),可用于挖槽粗加工或銑平面。
3818 1
張偉一 ??? 3年前
【行業(yè)知識(shí)】鉆頭的顏色對(duì)鉆頭的選擇有影響嗎? 
鉆削加工時(shí)影響被加工孔精度的因素: ①鉆頭的裝夾精度及切削條件,如刀夾、切削速度、進(jìn)給量、切削液等; ②鉆頭尺寸及形狀,如鉆頭長度、刃部形狀、鉆芯形狀等; ③工件形狀,如孔口側(cè)面形狀、孔口形狀、厚度、裝卡狀態(tài)等。
2650
機(jī)械工程師 ??? 4年前
刀具銷售很少知道的立銑刀原理 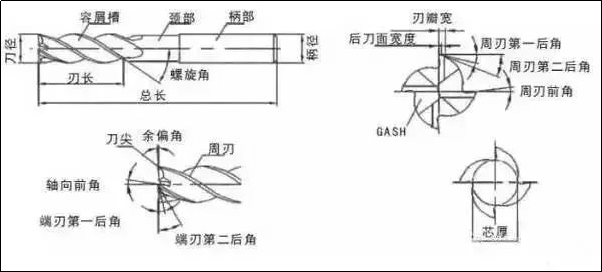
立銑刀的主切削刃在圓柱面上,端面上的切削刃是副切削刃。工作時(shí)不能沿著銑刀的軸向作進(jìn)給運(yùn)動(dòng)。立銑刀可用于側(cè)面加工、槽加工、曲面加工等加工領(lǐng)域。對(duì)于各種加工形態(tài),可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現(xiàn)在隨著涂層技術(shù)與刀具材料技術(shù)的進(jìn)步,涂層硬質(zhì)合金整體立銑刀與可轉(zhuǎn)位立銑刀逐漸普及,廣泛應(yīng)用在模具加工、高硬度材料加工等領(lǐng)域。1.
2061
數(shù)控編程網(wǎng) ??? 3年前
五軸CNC模具加工你了解多少? 
保持刀具最佳切削狀態(tài),改善切削條件 如上圖,在左圖中三軸切削方式,當(dāng)切削刀具向頂端或工件邊緣移動(dòng)時(shí),切削狀態(tài)逐漸變差。而要在此處也保持最佳切削狀態(tài),就需要旋轉(zhuǎn)工作臺(tái)。而如果我們要完整加工一個(gè)不規(guī)則平面,就必須將工作臺(tái)以不同方向旋轉(zhuǎn)多次。
2281 1
汽車零部件模具與注塑 ??? 4年前
CNC數(shù)控編程常規(guī) 
一、工件過切: 原因: 1、彈刀,刀具強(qiáng)度不夠太長或太小,導(dǎo)致刀具彈刀。 2、操作員操作不當(dāng)。 3、切削余量不均勻。(如:曲面側(cè)面留0.5,底面留0.15) 4、切削參數(shù)不當(dāng)(如:公差太大、SF設(shè)置太快等)。 改善: 1、用刀原則:能大不小、能短不長。
3693 1
數(shù)控編程網(wǎng) ??? 2年前
切削力量與精度完美匹配|巨高精機(jī)PB110L數(shù)控臥式鏜銑床 
4、導(dǎo)軌:機(jī)床X、Y、Z軸均采用滾柱式直線導(dǎo)軌,多滑塊排布,能夠滿足多種切削方式剛性要求,高剛性、響應(yīng)速度快。5、進(jìn)給機(jī)構(gòu):X、Y、Z、W、B軸均采用FANUC交流伺服進(jìn)給電機(jī)驅(qū)動(dòng),其中X、Z為伺服電機(jī)通過高精密減速機(jī)減速驅(qū)動(dòng)滾柱絲杠,Y軸為伺服電機(jī)直接驅(qū)動(dòng)滾珠絲杠,B軸進(jìn)口0.001°高精密工作臺(tái),傳動(dòng)系統(tǒng)均有消隙機(jī)構(gòu),以保證傳動(dòng)精度。
2559
GUGAO巨高 ??? 2年前
巨高精機(jī)PB110L數(shù)控臥式鏜銑床——切削力量與精度完美匹配 
4、導(dǎo)軌:機(jī)床X、Y、Z軸均采用滾柱式直線導(dǎo)軌,多滑塊排布,能夠滿足多種切削方式剛性要求,高剛性、響應(yīng)速度快。5、進(jìn)給機(jī)構(gòu):X、Y、Z、W、B軸均采用FANUC交流伺服進(jìn)給電機(jī)驅(qū)動(dòng),其中X、Z為伺服電機(jī)通過高精密減速機(jī)減速驅(qū)動(dòng)滾柱絲杠,Y軸為伺服電機(jī)直接驅(qū)動(dòng)滾珠絲杠,B軸進(jìn)口0.001°高精密工作臺(tái),傳動(dòng)系統(tǒng)均有消隙機(jī)構(gòu),以保證傳動(dòng)精度。
2306
GUGAO巨高 ??? 2年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
