



切削仿真-哈爾濱工業大學2022年高水平專家課-《切削加工仿真技術》 

公司為軍工、刀具企業、高校及科研院所提供切削仿真工業軟件、機加工藝優化、機加工藝信息化建設、切削仿真課程開發、高端人才培養、切削仿真科研平臺搭建等一體化解決方案領航CuttingSim是一款國產切削仿真專用軟件,以軍工和刀具企業的材料和結構優化實際需求及傳統機加工藝仿真為基礎模塊,對航空材料的加工過程進行仿真分析,內含百余種材料參數及上萬種刀工模型的切削仿真核心數據庫,同時對工件變形、刀具磨損等具體應用場景進行仿真再現
4615 3
領航科工-專業切削仿真 ??? 4年前
使用Abaqus仿真刨床切削加工 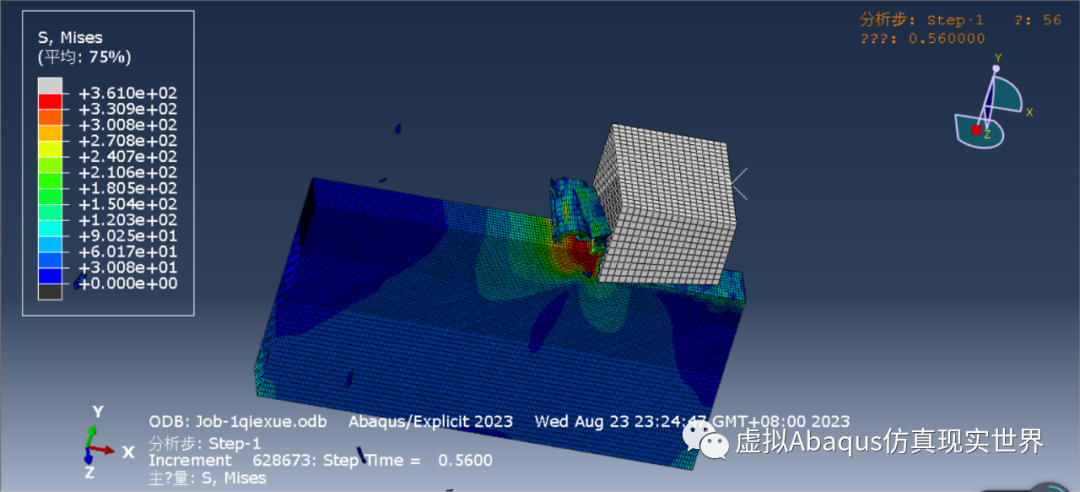
0 3 裝配 按照切削加工方式,裝配位置如下
3157 1
CAEer吳皓 ??? 2年前
切削加工有限元仿真技術的現狀與展望 
有限元仿真技術作為連接理論分析與實際生產的橋梁,通過建立材料本構模型、刀具-工件接觸模型及熱力耦合模型,能夠在虛擬環境中精確模擬切削過程的動態行為。切削仿真技術核心價值在于實現加工過程的可視化預測與參數優化,從而減少物理試驗次數并提升工藝可靠性。
189
領航科工-專業切削仿真 ??? 6月前
Abaqus三維切削案例教學 
1、 引言本教學聚焦于金屬切削加工領域,通過 Abaqus 有限元分析軟件開展三維切削過程仿真建模實踐教學。
4353 17 7
Abaqus_JUN ??? 11月前
基于DEFORM-3D對300M切削燒傷進行分析及加工過程改善 附DEFORM3D_v10.2下載 
(4)運行模擬過程 完成加工模型前處理后,會生成DB文件。在文件菜單目錄文件下,可以運行模擬過程。此時主要生成每一步的加工狀態,并保存下來,運行模擬過程界面如圖1所示。圖1 運行模擬過程界面(5)后處理 模擬過程運行結束后,可以通過軟件后處理查看模擬仿真結果,包括切削過程中切削力、切削溫度、刀具應力、刀具變形量和切屑的形成等。
3270 1 1
你是我的神 ??? 4年前
復合材料切削加工瓶頸與多尺度建模仿真技術探討 
三者形成“現象揭示-模型構建-方法綜述”的邏輯遞進關系,共同凸顯多尺度建模在破解復合材料切削難題中的核心價值——既能捕捉增強相顆粒的微觀斷裂行為,又可預測構件宏觀加工質量,為工藝參數優化與刀具設計提供科學依據。
262
領航科工-專業切削仿真 ??? 6月前
航空發動機渦輪盤用拉刀刃口優化仿真 
除了切削刃半徑大小因素外,切屑形成、材料變形和應力分布還受未變形切屑厚度與切削刃半徑之比的影響[9]。當兩者比值降低至最小未變形切屑厚度以下,則主剪切區域會消失。綜上所述,減小刀具刃口半徑有利于降低切削溫度,減小切削力,降低切削應力。但當刀具鈍圓半徑為5μm時,后刀面上的米塞斯應力范圍最廣,且最大應力超過2500MPa。
4366 2 2
NASA航天愛好者 ??? 2年前
薄壁變形切削仿真-讓刀-ABAQUS切削仿真 
本系列切削仿真視頻以軍工和刀具企業的應用場景為切入點,包括了常見的車削、銑削和鉆削等工藝方式,同時凝聚了切削仿真中的失效、接觸以及網格等關鍵核心技術,在此基礎上又對顆粒復材以及薄壁件的切削仿真過程進行了整體和局部的充分展示,相信能對高校和企業的切削工藝研發課題起到一定的促進作用。
1282 1 2
領航科工-專業切削仿真 ??? 5年前
金屬切削過程宏觀和微觀尺度有限元仿真進展 
圖7 不同類型殘余應力的有限元仿真模型3)回顧了在微觀切削過程中,建立有限元模型模擬材料去除機制,重點介紹了切屑形成中未切削切屑厚度,微切削力,微刀具磨損,微切削殘余應力和微觀組織演化的有限元建模與宏觀切削的區別。a)考慮尺寸效應,進一步研究從塑性變形到剪切的臨界狀態,對工件表面質量的提高具有重大意義,如圖8所示。
5688 7 1
小白Johnny ??? 2年前
基于點云的球銑加工動態仿真 
摘 要:進行銑削加工動態仿真時,需要對坯件的變化進行實時計算與可視化。傳統基于體素或表面網格的仿真模型,其精度與計算效率之間存在矛盾。將球頭銑刀簡化為球面,坯件采樣為表面點云模型,仿真銑削加工過程,每次仿真步進后若坯件模型上的點穿過銑刀球面,則坯件對應部分被切削。
4054 5
數控編程網 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
加工時,不宜采用一個型腔一個型腔的次序加工方法,這樣容易造成零件受力不均勻而產生變形。采用分層多次加工,每一層盡量同時加工到所有的型腔,然后再加工下一個層次,使零件均勻受力,減小變形。圖43、恰當選擇切削用量通過改變切削用量來減少切削力、切削熱。在切削用量的三要素中,背吃刀量對切削力的影響很大。
2252
UG編程模具設計實戰 ??? 3年前
加工生產中切削液的核心作用與應用價值 
金屬加工過程中,刀具與工件的高速摩擦、切削會產生大量熱量,瞬間高溫不僅會導致刀具快速升溫軟化,降低刀具硬度與使用壽命,還會讓工件受熱變形,影響加工精度,尤其在高精度、高負荷的加工工況下,溫度偏差會直接導致產品報廢。切削液通過循環流動與霧化,能快速帶走加工區域的熱量,維持刀具和工件的正常工作溫度,從源頭避免熱變形與刀具熱損耗。
1767
東莞市杉山潤滑油科技有限公司 ??? 2月前
切削液在金屬加工中的核心作用解析 
金屬切削尤其是高速、重負荷切削過程中,會因劇烈摩擦產生大量熱量,若熱量無法及時散出,會導致刀具和工件溫度快速升高,引發刀具熱變形、回火軟化,還會造成工件熱變形,直接影響加工精度,甚至出現工件表面燒蝕的情況。
1123
東莞市杉山潤滑油科技有限公司 ??? 2月前
3個工藝、6個操作快速解決鋁零件加工變形!! 
采用分層多次加工,每一層盡量同時加工到所有的型腔,然后再加工下一個層次,使零件均勻受力,減小變形。圖43、恰當選擇切削用量通過改變切削用量來減少切削力、切削熱。在切削用量的三要素中,背吃刀量對切削力的影響很大。如果加工余量太大,一次走刀的切削力太大,不僅會使零件變形,而且還會影響機床主軸剛性、降低刀具的耐用度。如果減少背吃刀量,又會使生產效率大打折扣。
2505
模具設計UG編程教學 ??? 3年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
ABAQUS有限元分析軟件是金屬切削加工仿真的常用軟件,具有強大的非線性分析功能,可以實現熱力耦合。
4333 3 1
CAEer吳皓 ??? 2年前
工業加工必備:切削液的核心價值與應用意義 
金屬切削加工過程中,刀具與工件的高速摩擦、切削會產生大量熱量,若不及時處理,不僅會導致刀具溫度驟升、硬度下降,還會讓工件因熱變形影響精度,甚至出現表面燒蝕、毛刺過多等問題。切削液的核心作用之一便是冷卻降溫,通過快速帶走切削區域的熱量,維持刀具和工件的正常溫度,避免熱變形與熱磨損,保障加工精度的同時,讓設備能在高負荷下長時間穩定運行,大幅提升生產效率。 除了冷卻,潤滑減磨是切削液的另一核心功能。
2305
東莞市杉山潤滑油科技有限公司 ??? 2月前
基于有限元軟件的刀具切削仿真應用 
[1] 本文主要介紹了基于有限元軟件的刀具切削仿真應用,通過使用神工坊高性能仿真平臺進行全過程仿真,能夠在一定程度上提高效率、節約成本,同時為實際加工制造提供參考數據,發揮重要的支持作用。01 案例介紹 本案例使用Abaqus 6.14。 Abaqus的優勢在于強大的非線性處理能力,通過熱力耦合分析步直接對切削過程進行準確的仿真分析。
2836 1
神工坊(高性能仿真) ??? 2年前
生產制造 | EDGECAM 助力精密零件定制商突破加工困境 
除此之外,它也為高速加工,特別是高硬度材料加工開辟了一種新的加工方式。波形線粗加工過程中,盡可能使用更長的切削刃參與切削,使刀具磨損由更多的切削刃承擔,而不是像常規粗加工那樣一直用刀尖在切削。減少了刀具橫向切削量,可確保切削負載保持恒定,且有利于排屑,這樣大部分的切削熱量都被切屑帶走,進一步延長了刀具的使用壽命。“在整個加工過程中,切削進給速率可一直保持在一個最優的速度上。
2593 2 1
海克斯康設計與仿真 ??? 12月前
浩瀚的CAD/CAM軟件 2021 
3 數控仿真技術數控機床加工零件是靠數控指令程序控制完成的。為確保數控程序的正確性,防止加工過程中干涉和碰撞的發生,在實際生產中,常采用試切的方法進行檢驗。從試切環境的模型特點來看,目前NC切削過程仿真分幾何仿真和力學仿真兩個方面。幾何仿真不考慮切削參數、切削力及其它物理因素的影響,只仿真刀具-工件幾何體的運動,以驗證NC程序的正確性。
3156 1 2
Jianhongwei810 ??? 4年前
CNC石墨加工技術的應用與發展 
參數的設置:切削量:0.5mm加工速度:3m/min主軸轉速:15000rpm刀具的選擇:R刀:R3(帶曲面,曲面稍微大,適合曲面開粗) 中粗的效果圖 3) 精修精修石墨加工路徑如上圖是精修的加工路徑,精修加工爬坡的曲面很多種路徑:0°、45°、90°、包括環形的都有在切削,目前切削效果最好的還是90°的
1914
汽車零部件模具與注塑 ??? 4年前
20條/頁 
 19
19 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
